Holzwerkstatt
- XYZ CNC ist in der Holzwerkstatt angekommen
- Großmaschinen Workshop
- Intarsie - Einlegearbeit
- Formatkreissäge
- Vorbereitungen
- Holz biegen
- Werktische für die Holzwerkstatt
- kleine CNC-Fräse
- XYZ CNC ist in der Holzwerkstatt angekommen
- Draft: Arbeitssicherheitskonzept
- Checkliste für Einweiser
- Regelmäßige Wartungscheckliste
- Wartung und 3D-Druck-Teile
- Einweisung
- estlcam-Einstellungen
- Welcher Fräser und welche Einstellungen?
- KOSY CNC
- Tisch-, Kapp-, Gehrungssäge ELU TGS 173 A5
XYZ CNC ist in der Holzwerkstatt angekommen
Ja, tatsächlich ist die lange erwartete XYZ CNC ist am Dienstag 23. Juni 2026 angeliefert worden. Der finale Platz ist gefunden. Es sind einige Komponenten werkseitig noch nicht verbaut worden. Diese werden ab dem 17. Juli vor Ort nachgerüstet. Bis dahin bitte die CNC nur anschauen! Bitte nicht nur mal... Dankeschön. Eine erste Einweisung wird am Samstag den 18.Juli erfolgen. Wann und in welcher Form wir mit der Schulung für alle beginnen können, ist noch offen. Wir halten euch auf dem Laufenden. Bis dahin gibt es eine Vielzahl an peripheren Arbeiten zu erledigen: Licht unter der Holzbaubühne, Abluft anschließen, bereit vorhandene Installationen zu verlegen, änder und umzubauen. Meldet euch gerne in der Holzwerkstatt oder im Rahmen des ZAMräumen. Wir Holzwürmer freuen uns über jede Form der Unterstützung um möglicht bald mit der CNC arbeiten zu können. Gerne könnt ihr uns eure Ideen und Projekte schon jetzt vorstellen, damit wir sehen können in welche Richtung wir uns mit den Schulungen und Workshops bewegen müssen.
Großmaschinen Workshop
Hier sind die Inhalte des Workshop "Einführung in die Benutzung der Großmaschinen" in der Holzwerkstatt.
DU arbeitest an einer Maschine! DU bist verantwortlich!
Allgemein gilt:
-
Gefahrenbereich beachten (KEINE Personen im Gefahrenbereich aufhalten)! Gefahren kennen!
-
Kontakt zu Person an der Maschine niemals von hinten aufnehmen!
-
Keine Ketten, Ringe, Pullibändel tragen!
-
Enganliegende Kleidung! Geschlossene (Sicherheits)- Schuhe!
-
Gehörschutz! Keine Handschuhe!
-
Fingerhaltung geschlossen!
-
Niemals mehrere Arbeitsschritte gleichzeitig durchführen!
-
Arbeitsschritte vollständig abschließen! (Sägeblattwechsel)
-
Stabiler Stand!
Kreissäge:
-
Richtige Auswahl des Sägeblattes (Längsschnitt vs. Querschnitt, Platten), Sägeblatt richtig herum einbauen, Flansch muss plan anliegen, Einbau des Spaltkeiles (2-3 mm tiefer, 5-8 mm Abstand im 45°-Winkel) Freilauf prüfen!
- Nach Beendigung der Arbeiten immer Sägeblatt für Massivholz Längsschnitt einbauen
- Sägeblätter niemals auf Metall ablegen! (Bruchgefahr der Hartmetallschneiden)
- Keine eigenen Sägeblätter verwenden.
-
Sägeblatthöhe: bei weitem Herausstehen über das Werkstück wird es stärker auf den Tisch gedrückt, aber Ausriss unten ist mehr; lieber zu hoch als zu niedrig einstellen
-
Einstellen der Spanhaube auf Werkstückdicke +5mm
-
Breiten-/Parallel- Anschlagspositionen beim Sägen
-
Fritz & Franz: Anschlag zurückgezogen (vor das Sägeblatt)
-
Ablängen: Anschlag zurückgezogen (vor das Sägeblatt)
-
Handvorschub: Anschlag vorschieben (Führung), 12cm-Regel beachten!
Hobelmaschine
Umrüsten von Abrichte auf Dickenhobel
-
Notausschalter drücken
-
Winkelanschlag ganz nach vorne ziehen, Sicherungsstift rastet ein
-
Maschinentisch mit Drehhebel öffnen und diesen ca. 2 cm heraus ziehen
-
Maschinentisch am Handgriff langsam nach oben führen bis Kippsicherung greift
-
Spanfanghaube von links nach rechts umlegen und sichern
-
Absaugschlauch hinter den Zuführtisch legen
-
Notausschalter ausrücken und Vorschubgeschwindigkeit wählen
Umrüsten von Dickenhobel auf Abrichten
-
Notausschalter drücken
-
Maschinentisch auf mindestens 11 cm nach unten drehen, Vorschub ausschalten
-
Spanfanghaube entriegeln und nach links umlegen
-
Tischauflageflächen säubern, Kippsicherung anheben und Maschinentisch am Handgriff langsam nach unten führen bis er einrastet
-
Maschinentisch mit Drehhebel festziehen, Notausschalter ausrücken
Abrichten + Fügen
-
Spanabnahme ca. 2 mm
-
Materialzugabe beim Sägen für das Hobeln: +6 mm
-
Bei harzhaltigem Holz/viel Holz: Maschinentischgleitmittel verwenden
-
Beim Abrichten leichter Druck nach unten, beim Fügen leichter Druck an den Anschlag
-
Werkzeugverdeckung auf Werkstückdicke einstellen
-
Hobelverhalten spüren und hören
-
Geschlossene Fingerhaltung, nur auf hinterem Tisch Druck ausüben!
-
Bei Bedarf mehrmals hobeln
Von Dicke hobeln/auf Dicke hobeln/Durchlassen
-
Werkstückdicke (WSD) messen, Maschine auf WSD – 1 - 2 mm einstellen
-
Vorschubgeschwindigkeit auswählen (langsam 6m/min, schnell 12m/min)
-
Bei harzhaltigem Holz/viel Holz: Maschinentischgleitmittel verwenden
-
Vorschub nach Benutzung ausschalten!
-
Nicht in die Maschine hineinsehen! Nicht in die Maschine hineingreifen!
-
Maschinenknigge: Werkstück beim Entnehmen nicht drehen oder wenden
Bandsäge:
-
Sägeband vor dem Sägen unter Spannung bringen (Hebel auf der Rückseite)
-
seitliche und hintere Sägebandführung über und unter dem Tisch kontrollieren, kein Funkenflug!
-
Sägeband nach dem Sägen entspannen (Hebel auf der Rückseite)
-
Gefahrenbereich um das Sägeband herum => geschossene Fingerhaltung, Sägestock!
-
Wenig Druck, Säge arbeiten lassen, enge Kurven mit schmalem Sägeband
-
Keine Seitwärtsbewegungen
-
runde Teile nur mit Hilfsmittel gegen Verdrehen sägen
Kantelschleifmaschine
-
Niemals frontal in das laufende Schleifband eintauchen
=> Rückschlaggefahr nach rechts
-
Lieber weniger Materialabtrag, dafür mehrmals schleifen, gleichmäßiger Druck, geeignete Körnung wählen
-
Gesamte Schleifbandhöhe abnutzen
-
Bei Schleifbandwechsel: fachkundige Person fragen!
-
Zugesetzte Schleifbänder unter Anleitung reinigen (Schleifbandradiergummi)
Werkstattgepflogenheiten:
-
Räume etwas mehr auf, als du benutzt/dreckig gemacht hast
-
Hinterlasse den Arbeitsplatz so, wie du ihn selber vorfinden möchtest
-
Wende dich bei Fragen an eine fachkundige/ betreuende Person
-
Scheue dich nicht, mehrmals zu fragen!
-
Zögere nicht, dir bei einem Arbeitsschritt helfen zu lassen, niemand weiß alles! Großformatige Teile niemals alleine bearbeiten!
-
Nicht herumrennen, keine Getränke auf Maschinentischen abstellen!
-
Nach Beendigung deiner Arbeit alle eigenen Werkstücke aus dem Arbeitsbereich der Maschine wegräumen/ einlagern
-
Abfallstücke in den Wagen „Holz“ geben, große/ lange Stücke zersägen
-
Späneabsaugung kontrollieren, abrütteln, bei Bedarf Säcke tauschen!
Intarsie - Einlegearbeit
Eine Intarsie ist eine Dekorationstechnik, bei der verschiedene Hölzer und andere Materialien so in- oder aneinandergelegt werden, dass ein Bild oder ein Muster die entsteht.
Untersetzer als Kompassrose
Motivation
In Vorbereitung zum Projekt Küchentisch mit Kompassrose entstand die Idee, eine Intasie mit dem Laser zu imitieren,
also die Kompassrose als ganzes Teil zu machen und in die Tischplatte einzusetzen.

Umsetzung
Aus einem dünnen Holz wurde die Kompassrose
- mit dem Laser graviert - wie bei der Brandmalerei
- und anschliessend ausgeschnitten
Aber eine echte Intarsie schien uns dann doch vieversprechender...
Werkzeug und Material
- Laser
Geht aber auch prima mit unserem Trotec Speedy 100 oder 400... - 2 mm 3-Schicht-Sperrholz 15 x 15 cm
- Rustins Danish Oil (3 Schichten)
14,5 cm (Spitze zu Spitze)
Verwendung
Da wir das Teil nun schon mal hatten, wurde es geölt und dient jetzt als Untersetzer auf dem Esstisch,
beispielsweise für den Salzstreuer...

Küchentisch mit Kompassrose - Intarsie mit Laser und Fräser
Motivation
Unser Frührsückstisch für zwei Personen brauchte eine neue Oberflächenbehandlung.
Bei der Gelegenheit wollten wir ihn mit einer Kompassrose verschönern.

Der Tisch
Der Tisch misst 60 x 100 x 3,5 cm. Die schmalen Seite ist mit zwei Metallwinkeln an der Wand, befestigt. Die andere schmale Seite ist halbkreisförmig geschnitten, ragt in den Raum hinein und steht auf einem mittigen Bein aus 4-Kantrohr. Die Kante ist mit einem Radius von 15 mm oben und unten gebrochen. Zwischen Wand und Tisch ist ein 10 cm hoher Fliesenstreifen, damit man den Tisch abwischen kann, ohne die Wand zu verschmutzen.
Entstanden ist der Tisch aus drei alten Treppenstufen, aus hartem dunkelbraunroten Holz, 2-Mal gefügt mit Zahnfräsung.
Die Kompassrose
Gewählt wurde eine klassisch-geometrische 8-teilige Kompassrose. Vorlage Vorlage war eine SVG aus dem von woodfriend in ShaperHub veröffentlichten Projekt Kompassrose
Die Intarsie ist so geplant, das sie nach Einbau des Tisches in die richtie Himmelsrichtung zeigt. Dazu musste die Fräs-Vorlage um 45° gedreht werden.
Werkzeuge und Material
- Shaper Origin
mit einem 3mm-Fräser für die Kontur, und einem 6mm-Fräser für das Ausfräsen der Taschen.
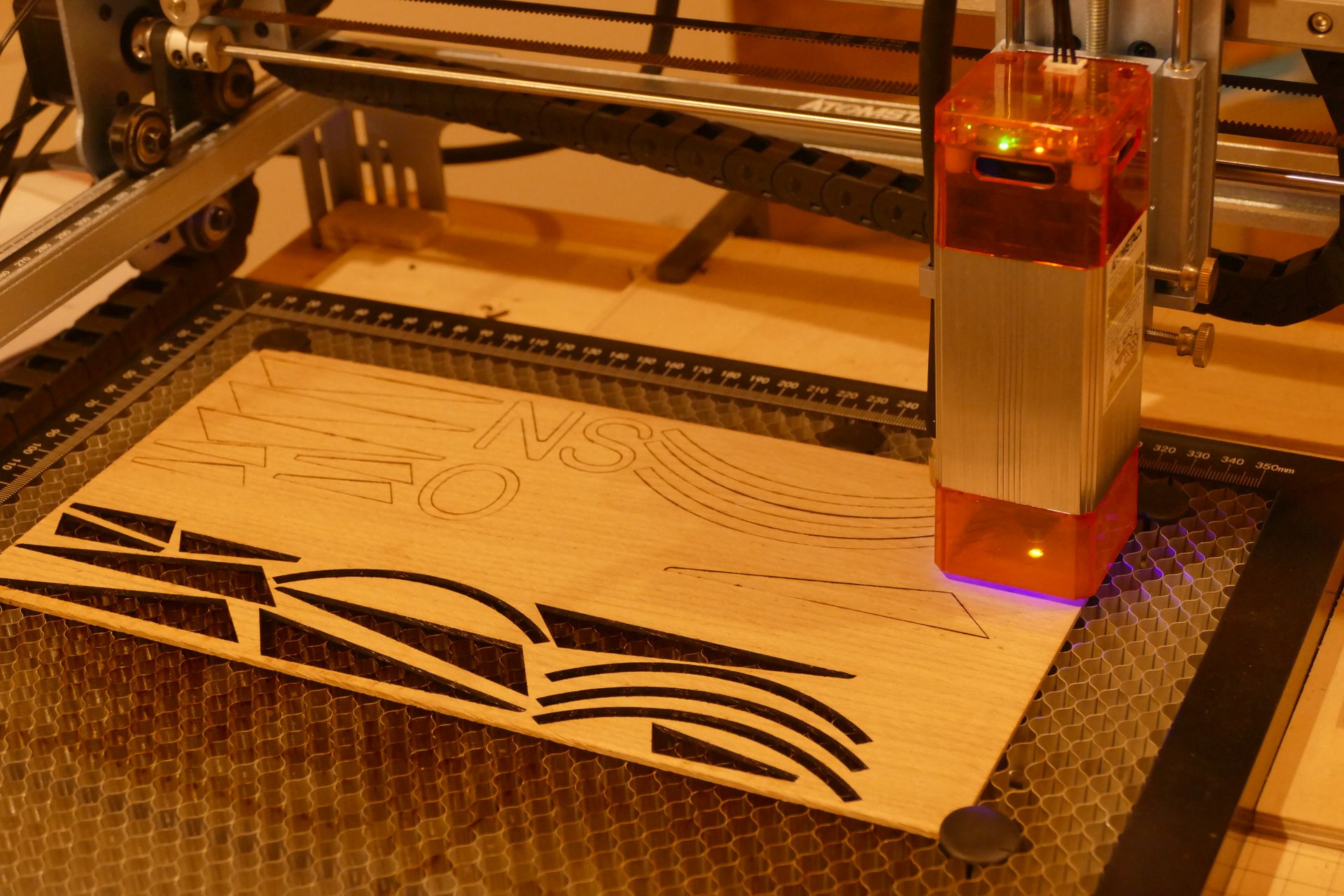
Alternativ kann ein hochpräziser CNC 2D-Frästisch verwendet werden. - Laser Atomstack A5 V2
zum Ausschneiden der Furnier-Teile.
Geht aber auch prima mit unserem Trotec Speedy 100 oder 400... - 2 mm Eiche-Furnier
- 2 mm Ahorn-Furnier
- 250 ml Rustins Danish Oil (3 Schichten)
Die Arbeitsschritte
Vorbereitung der Platte
Zuerst wurde dia Platte mit Heissluft und Ziehklinge von der alten Beschichtung befreit.
Durch Planschleifen wurden Kratzer entfernt, grobe auch von Hand durch eine auslaufende Vertiefung.
Bisher mit Wachs gefüllte Löcher wurden mit der Shaper ausgefräst und mit rund gefrästen Holzscheiben gefüllt.
Der Halbkreisbogen wurde mit einer "Latte mit Klötzchen" als Zirkel geprüft und von Hand egalisiert.
Zuletzt wurde die Platte auf der Vorderseite und der Rand geschliffen (K 80 - 120 - 180 - 240).
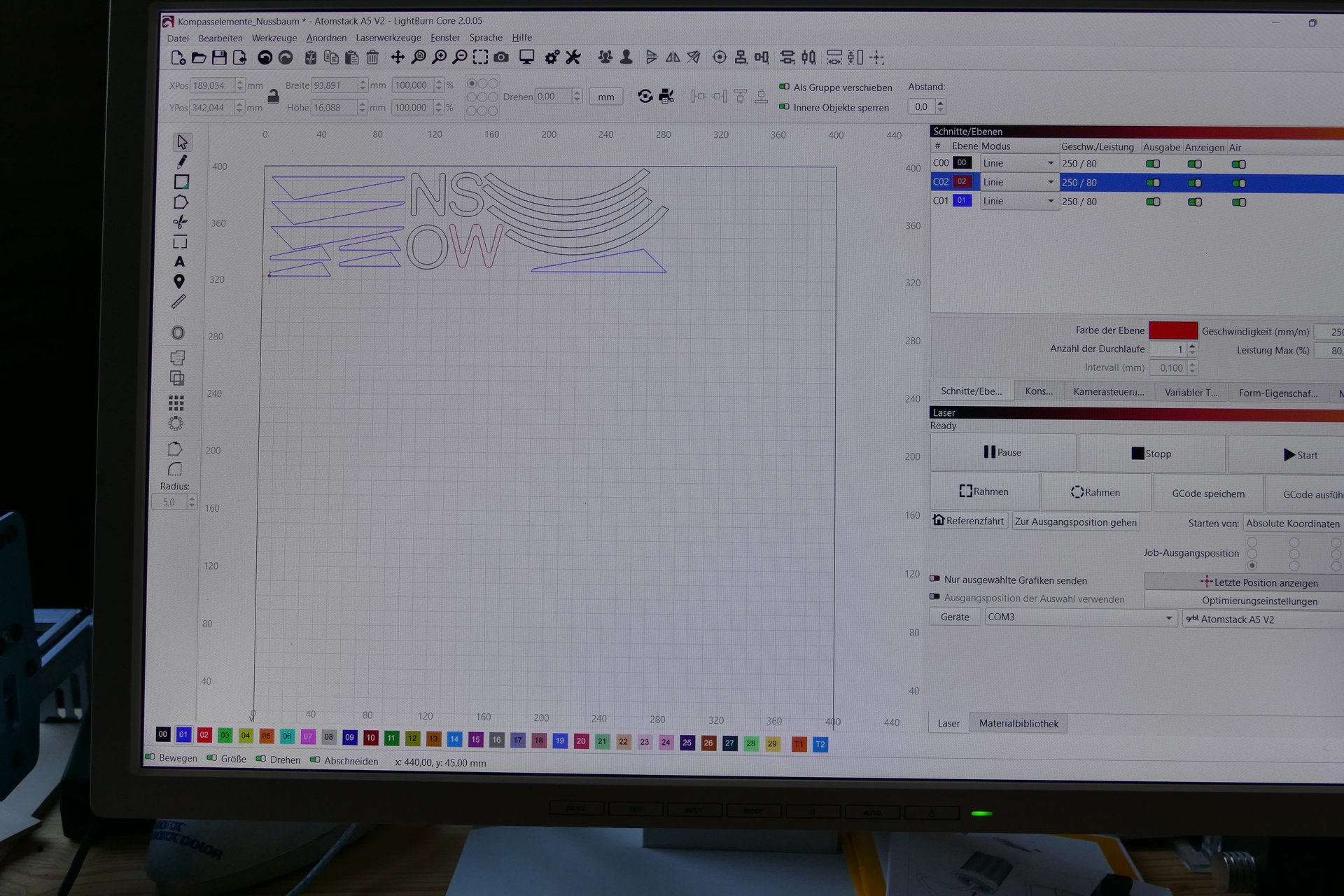
Laser-Vorlage
Zum Schneiden der Furniere.
Die SVG Konstruktionsdateien wurden dem von woodfriend in ShaperHub veröffentlichten Projekt Kompassrose entnommen.
Das SVG wurde in Lightburn geladen (ein proprietäres Programm zur Lasersteuerung). Funktioniert nicht für unseren Trotec.
Parameter
Schnittversatz = 0,15 mm,
Dreiecke mit zusätzlich positivem Versatz = 0,05 mm,
Buchstabe "W" mit zusätzlich negativem Versatz = 0,05 mm.
Geschwindigkei t= 250 mm/Min, Leistung = 80 %, 2 Durchgänge.
Fräs-Vorlage
Zum Fräsen der Taschen.
Die SVG Konstruktionsdateien können direkt in die in Shaper geladen werden.
Parameter
Schnittversatz = 0 mm Frästiefe = 1,9 mm.
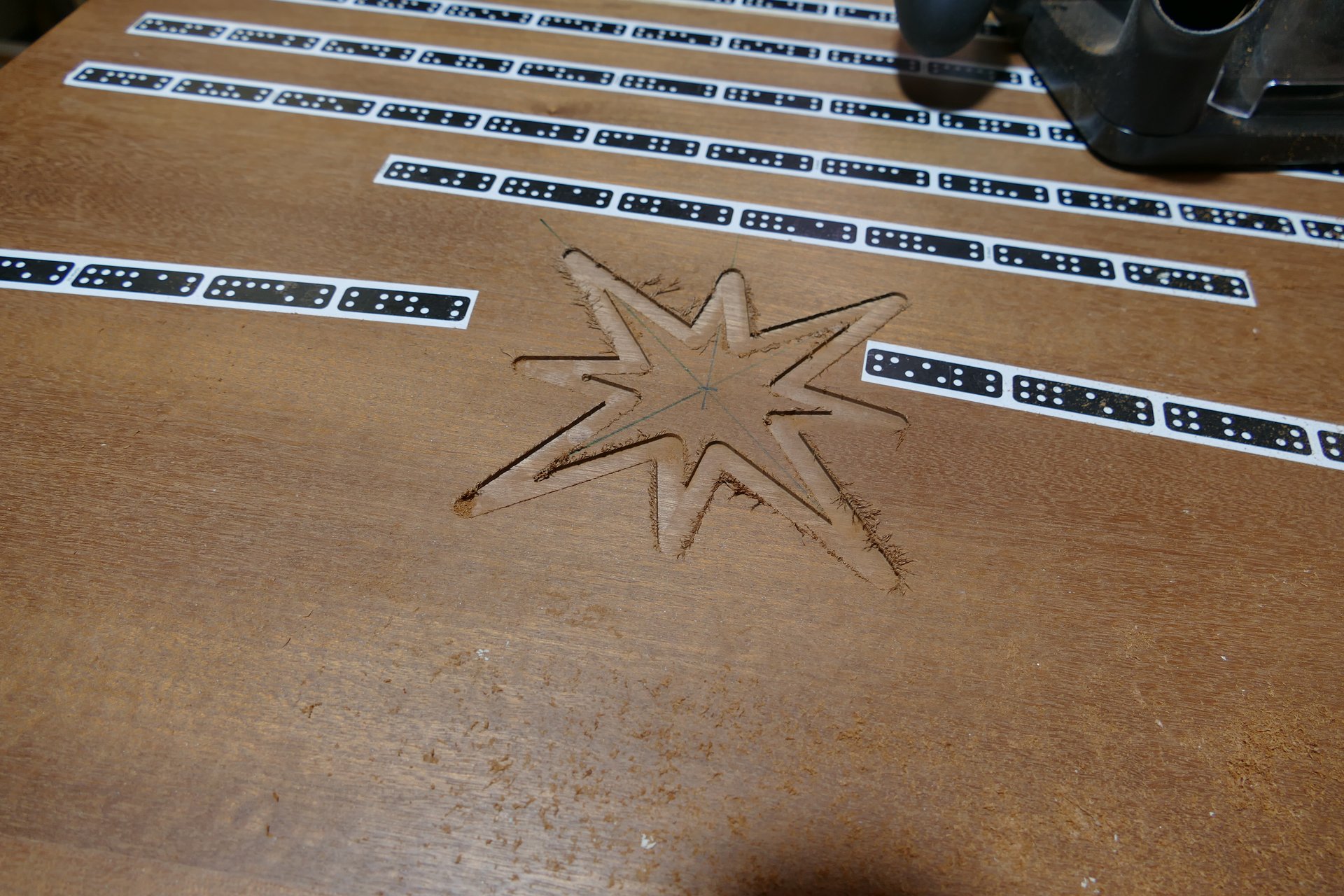
Fräsen der Aussparung
Zuerst werden mit dem 3 mm Spiralnut-Fräser die Umrisse gefräst.
Dazu wird zuerst das Programm auf den auf dem Projekt aufgezeichneten Mittelpunkt ausgerichtet und geprüft, ob die Kamera zu jeder Fräsposition ausreichend Sicht auf die Klebestreifen hat (ggf. müssen zusätzliche Streifen aufgeklebt werden).
Frästiefe = 1,9 mm (etwas weniger als die Furnier-Stärke).
Dann werden mit dem 6 mm Fräser die Taschen gefräst.
Dabei ist darauf zu achten, dass sich eine plane Fräsfläche ergibt, auf der die Furnier-Teile gut aufliegen können.



Lasern der Intarsien-Teile
Zu fräsende Teile:
| Furnier-Teile | hell (Birke) |
dunkel (Eiche) |
| lange Spitze links | 4 | |
| lange Spitze rechts | 4 | |
| kurze Spitze links | 4 | |
| kurze Spitze rechts | 4 | |
| grosser Kreisbogen | 4 | |
| kleiner Kreisbogen | 4 | |
| Buchstabe "N" | 1 | |
| Buchstabe "O" | 1 | |
| Buchstabe "S" | 1 | |
| Buchstabe "W" | 1 |
Zu beachten ist, dass die Maserung längs zu den Elementen verläuft.
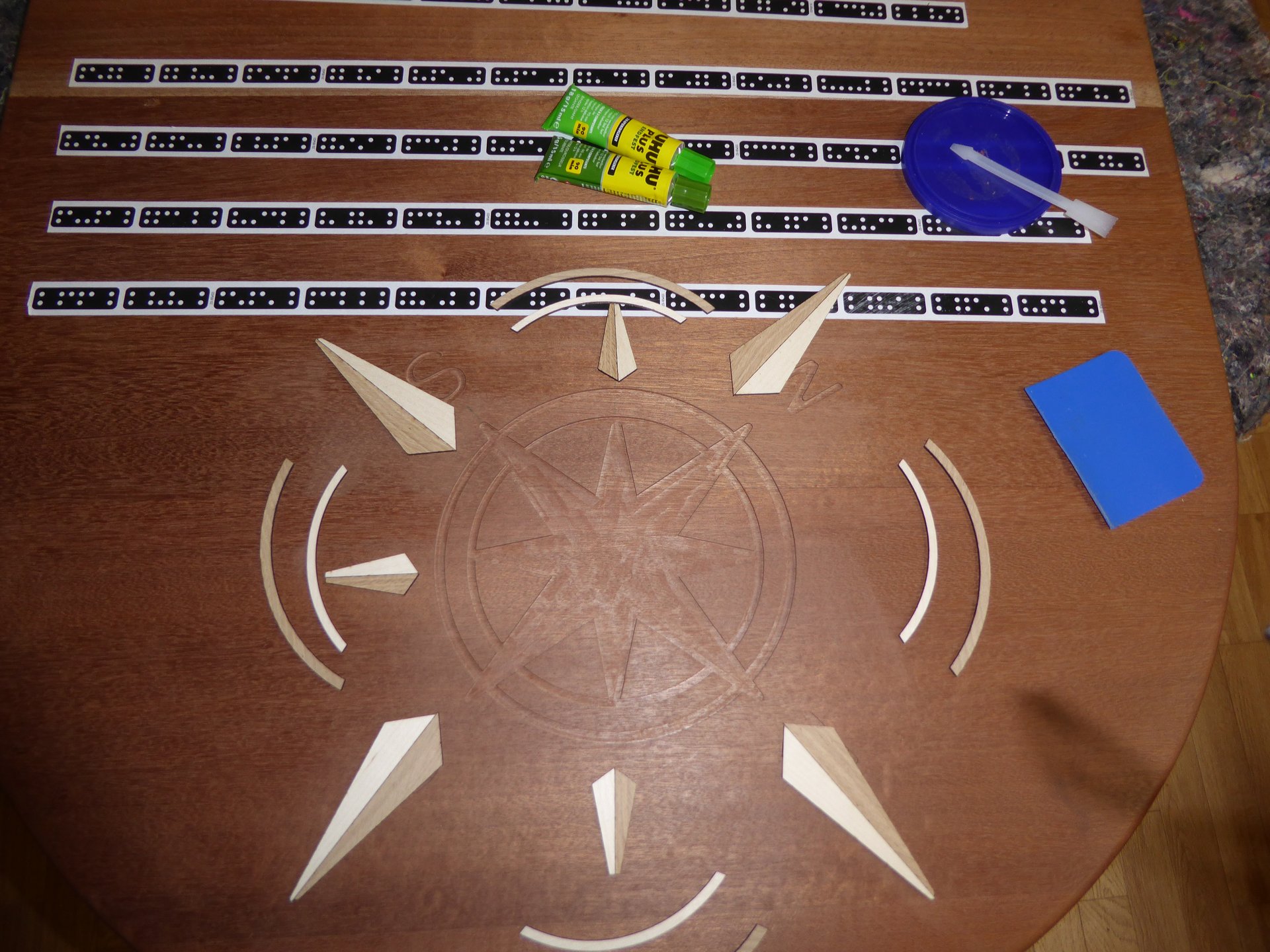
Einsetzen der Furniere
Furniere und Taschen sind so gearbeitet, dass der Spalt im 1/10 mm -Bereich liegt.
Die Taschen dürfen keine Splitter oder Grate haben und müssen sauber ausgeblasen sein.
Die Furniere müssen entsprechend sorgfältig und genau positioniert und plan und ohne Verkanten eingelegt werden.
Am besten werden erst alle so aufgelegt, dass sie allseitige wenge 1/10 mm einsinken - also die ganze Intarsie sozusagen "oben auf schwimmt". Dann haben wir eine Trennfolie drübergelegt, darauf ein planes Holzbrettchen, und mit sanften Hammerschlägen die Furnier-Teile eingepresst.
Geklebt wird mit einem transparenten 2K-Epoxyd-Harz mit einer Verarbeitungszeit mindestens 30 Minuten,
damit genügend Zeit bleibt zumn Einlegen der Teile.
Wir verwendeten Uhu plus endfest 300, mit eine Verarbeitungszeit von 90 Minuten (dünnflüssiger wäre aber besser).
Es ist darauf zu achten, dass nur ein dünner Leimfilm auf dem Boden der Tasche liegt, und dass die Ränder benetzt sind und dadurch die Spalten gefüllt werden.
Harz bei Raumtemperatur mindestens 24 Stunden aushärten lassen.

Endbehandlung
Überstehende Intarsien auf Tischebene plan schleifen (K 80 - 120 - 180 - 240).
Anschliessend alles mit Schleifvlies überschleifen (K 600).
Holzöl mit Lappen dünn auftragen, evtl. überschüsiges Öl mit sauberem Lappen abnehmen.
Nach je 24 Stunden Trockenzeit mit 600er Schleifvlies überschleifen und ein 2. und 3. Mal ölen.
Ergebnis

Formatkreissäge
Typ: minimax sc 4e
Weitere Informationen und technische Daten können auf der Herstellerseite gefunden werden.
Vorbereitungen
Elektroinstallation
Folgende neuen Elektroinstallationen sollen durchgeführt werden...
2025-12-19 Anfrage Julian -> Daniel (the78mole) für Holzwerkstatt
CNC Fräse
Anschluss über geschaltete CEE Steckdose
18 kW = 26,1A@400V => CEE rot 32A
- Absicherung:
- 3p-C32 (ggf. auch über D32, D25 oder C25, Doku Fräse checken) --> Legrand 403548 (C32)
- RCD Typ B 40/0,03A --> Legrand 411966
- Schütz: Finder 63A 4-polig --> 22.64.0.024.4310
- Leitung: NYM-J 5G6 (alternativ: flexibel mit Ölflex oder H07RN-F)
- Anschlussdose: CEE Wandsteckdose rot 32A Mennekes (erlaubt nur bis zu 6mm², schraubenlos)
Drechselbänke (2 Stück)
- Absicherung jeweils:
- 3p C16 (ggf. auch D16) --> Legrand 419235 (C16)
- RCD Typ A 40/0,03 --> Legrand 402075
- Schütz: Finder 63A 4-polig --> 22.64.0.024.4310
- Leitung: NYM-J 5G2,5 (alternaitv: 5G4 oder flexibel mit Ölflex oder H07RN-F)
- Anschlussdose: CEE Wandsteckdose rot 16A Mennekes
Materialliste Gesamt
| Bezeichnung | Link | Menge | EPreis | GPreis |
| CEE rot 32A Wandsteckdose | Hornbach | 1 | 11,33 € | 11,33 € |
| CEE rot 16A Wandsteckose | Hornbach | 2 | 8,57 € | 17,14 € |
| Finder 22.64.0.024.4310 | Voelkner | 3 | 58,28 € | 174,84 € |
| Legrand 403548 C32 | Elektroshop-Wagner | 1 | 24,73 € | 24,73 € |
| Legrand 419235 C16 | Elektroshop-Wagner | 2 | 24,73 € | 49,46 € |
| Legrand 411966 Typ B 40/0,03A | Elektroshop-Wagner | 1 | 291,57 € | 291,57 € |
| Legrand 402075 Typ A 40/0,03A | Elektroshop-Wagner | 2 | 27,19 € | 54,38 € |
| NYM-J 5G2,5 | Hornbach | 100m (?) | ~0,66 € | 66,34 € |
| NYM-J 5G6 (Meterware) | Hornbach | 20m (?) | 5,59 € | 111,80 € |
| Installationsrohre und Schellen ? | ||||
| Summe | 801,59 € |
Anmerkungen
Bei Verwendung der 32A CEE-Steckdosevon PCE (Hornbach, siehe Sicherheitshinweise + Anschluss) können 6mm² flexibel und 10mm² starr verwendet werden. Empfehlung wäre, NYM-J 5G10 zu verwenden...
Holz biegen
Gebogene Holzteile können auf vier Arten hergestellt werden:
- Krumm gewachsenes Holz verwenden
- Sägen oder Schnitzen aus Vollholz
oder eine Kombination von 1. und 2. - Laminieren aus dünnen Holzstreifen (Formsperrholz)
- Biegen unter Dampf (Bugholz)
oder eine Kombination aus 1. und 4.
Holz biegen mit Dampf
Holz biegen mit Dampf ist eine von vier Möglichkeiten, gebogenes Holz zu bekommen.
Mit einem Verdampfer wird Wasserdampf erzeugt. Dieser wird in eine Dampfkammer geleitet, in der Vollholz-Leisten auf 100 °C erhitzt und befeuchtet werden. Dadurch erweicht das im Holz enthaltene Lignin und das Holz wird dadurch biegbar. Nach dem Biegen und Spannen in einer Form verfestigt sich das Lignin und das Holz behält die gewünschte Form. Siehe auch Bugholz.
Geeignete Holzarten
| Ahorn |
* * * |
| Birne |
* * |
| Buche | * * * |
| Eiche |
* * * |
| Esche |
* * * |
| Kirsche |
* |
| Nuss |
* * |
Ungeeignet sind Nadelhölzer.
Das Holz soll möglichst Luft-getrocknet sein, mindestens 15 % Holzfeuchtigkeit.
(Kammer-getrocknetes Holz eignet sich selten)
Die Holzfasern (Jahresringe) sollen allseitig möglichst parallel zur Biegung und den Seitenflächen verlaufen.
Sie sollen also seitlich nicht aus dem Holz heraus laufen (ausser natürlich an den Stirnflächen).
Am Innenradius werden die Fasern gestaucht, am Aussenradius gestreckt.
Bei kleinen Radien und/oder dicken Hölzern werden die Fasern aussen so stark gestreckt, dass sie reissen.
Das kann man verhindern durch ein Biegeband.
Holzstärke und Dampfzeit
Geeignet sind dünne Latten.
Länge und Breite sind begrenzt durch die Grösse der Dampfkammer:
| Dicke | wenige Millimeter bis 1 ½ cm, vielleicht auch 2 ½ cm |
| Breite |
140 mm |
| Länge | 1200 mm |
Zeiten:
| Dampfzeit (Richtwert) |
60 Minuten pro 2 cm |
| Verarbeitungsszeit | 30-40 Sekunden (sehr kurz!) |
| Trockenzeit | 1 Tag oder länger |
Dampfkammer
Die Dampfkammer besteht aus einem grünen KG-2000 Rohr aus Polypropylen.
Innendurchmesser 140 mm, innere Länge 1200 mm, hohe Temperaturefestigkeit.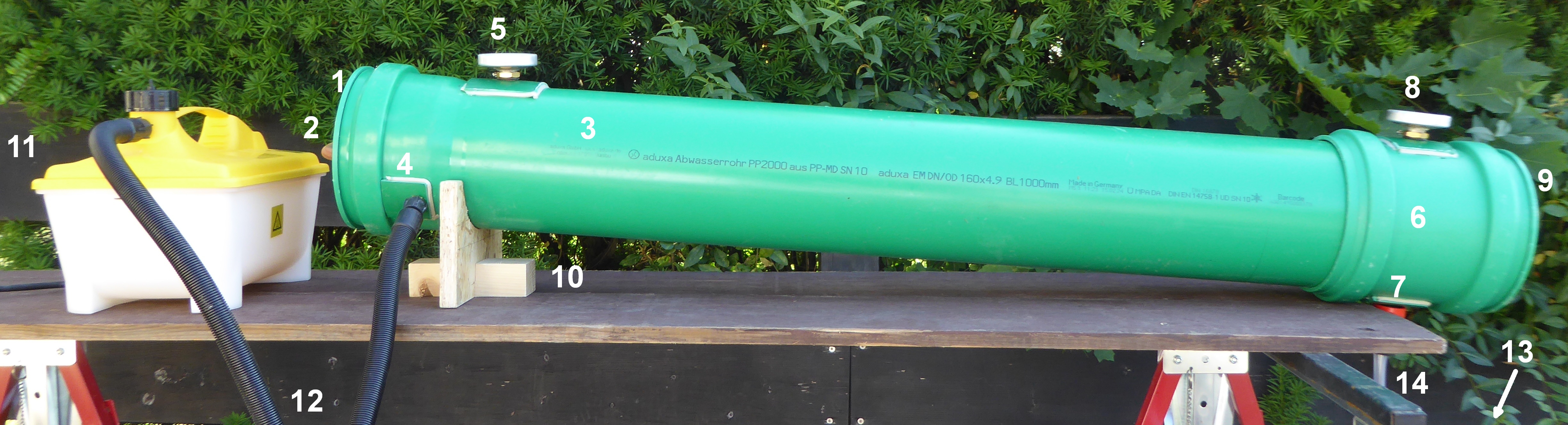
Die Dampfkammer besteht aus:
1 Deckel beweglich
2 mit Handgriff zum Öffnen und Schliessen der Kammer
3 Rohr
4 mit Dampfeinlass
5 und Temperaturanzeige
6 Schiebemuffe
7 mit Dampf-/Wasserauslass
8 und optional zweite Temperaturanzeige
9 Deckel fest
10 Ständer für die Dampfkammer
und:
11 Verdampfer
12 Dampfschlauch
13 Wasserauffangbehälter
14 optional: Abflussschlauch
Verdampfer
Als Verdampfer dient ein Tapetenablöser W16 von Wagner.

| Heizleistung |
2300 Watt |
| Füllmenge |
5 Liter |
| Dampfzeit |
80 Minuten |
| Schlauchlänge |
3,7 Meter |
| Anschlussgewinde |
½ Zoll Withworth, Steigung 19/Zoll |
Bedienungsanleitung W16
FAQ W16
Tapeten ablösen mit W16
Aufbau
Die Dampfkammer wird so auf einen Tisch oder eine Arbeitsplatte gelegt, dass der Kondenswasserauslass (7) am hinteren Rohrende über die Tischkante hinausragt und abtropfen kann. Das vordere Rohrende wird auf den Holzständer (10) gelegt, dass das Rohr eine Neigung von etwa 5 % bzw. 3 Grad und das Kondenswasser gut abfliessen kann.
Unter den Wasserauslass (7) wird ein Auffangbehälter (13) gestellt.
Bei Bedarf kann kann auch ein Ablaufschlauch (14) mit Gartenwasser-Schnellkupplung verwendet werden
Der Dampfschlauch (12) wird am Dampfeinlass (4) sorgfältig angeschlossen.
Achtung: die Überwurfmutter hat ein weiches Kunststoffgewinde, welches bei Verkanten schnell zerstört ist. Gewinde nur mit zwei Fingern ohne zu Verkanten auf den Messingnippel aufdrehen - muss ganz leicht gehen, sonst ist etwas falsch...
Der Verdampfer (11) wird bis zur Maximalmarke mit Wasser gefüllt und mit dem schwarzen Deckel leicht verschlossen (nur Fingerfest).
Er soll so neben der Dampfkammer stehen, dass der grüne Deckel (1) mit dem Handgriff (2) zum Be- und Entladen gut zugänglich ist.
Nun wird das zweite Ende des Dampfschlauches an den Verdampfer angeschlossen.
Achtung: Überwurfmutter und Dampfauslass haben ein weiches Kunststoffgewinde, welches bei Verkanten schnell zerstört ist. Gewinde nur mit zwei Fingern ohne zu Verkanten auf den gelben Dampfauslass aufdrehen - muss ganz leicht gehen, sonst ist etwas falsch...
Betrieb
Wenn alles vorbereitet ist, kann nun die Holzleiste in die Dampfkammer eingelegt werden.
Bei gleichen dünnen Leisten für gleiche Biegung kann man auch zwei auf eine Form spannen, bei längerer Trockenzeit.
(Mehrere ungleiche oder ungleich zu biegende Leisten einzulegen macht nur Sinn, wenn gleichviele Biegeformen und entsprechend viele Schraubzwingen vorhanden sind - und genügend Helfer, die alle Leisten innerhalb von 40 Sekunden verarbeiten können.)
Dann wird der Deckel geschlossen.
Der Verdampfer wird durch Einstecken des Steckers gestartet (es gibt keinen Ein-/Aus-Schalter).
Ausgeschaltet wird er durch Stecker-Ziehen.
Wenn die eingefüllte Wassermenge verdampft ist, schaltet das Gerät automatisch aus.
Aufheizen bei 4,5 Liter dauert bis 100 °C etwa 15 Minuten.
Bis die ganze Dampfkammer heiss ist wenig mehr.
Die Temperatur steigt bis etwa 105 °C.
Bei automatischer Abschaltung sinkt die Temperatur schnell.
Die Dampfzeit liegt bei 75-80 Minuten.
Durch erneutes Auffülllen kann die Dampfzeit verlängert werden. Achtung: heiss!
Energie sparen: Ein Wasserkocher ist schneller, braucht etwa 3 Minuten.
Muss aber mehrmals nachgefüllt werden und ist fummeliger.
Biegen
Die Verarbeitungszeit beträgt 30-40 Sekunden.
Das beinhaltet: Holz aus Dampfkammer holen, auf Biegeform legen, Mit Schraubzwingen in Endform bringen.
Vier Hände sind besser als nur zwei (und manchmal braucht man ein halbes Dutzend Menschen).
Eine Trockenübung mit Holz, Biegeform, Schraubzwingen und Zulagen ist empfohlen.
Dabei erkennt man auch, ob und wie die Biegeform selber festgespannt werden muss und wie, wieviele Schraubzwingen und Zulagen man braucht und in welcher Reihenfolge sie angelegt und bereitliegen sollen, wie gross die Zwingen sein müssen, ob die Form besondere Auflagen oder Bohrungen braucht, damit die Zwingen einen guten Halt haben. Und natürlich wer was wann wie macht.
Der Radius der Biegeform muss immer kleiner sein als der gewünschte End-Radius:


Kleine Radien und/oder dicke Latten benötigen ein Biegeband. Wir sind bei den Stuhllehnen gut ohne ausgekommen.
Zur Herstellung und Anwendung eines Biegebandes gibt es z.B. dieses Video.
Gerät entkalken
Nach 6-maligem Benutzen soll der Verdampfer entkalkt werden.
Dadurch werden die Heizrohre geschützt. Kalk verringert die Lebenszeit und vernichtet Energie.
- 1,5 Liter Wasser plus passende Menge Entkalkungsmittel in den Verdampfer füllen
- 10 Minuten aufheizen
- 30 Minuten wirken lassen
- Gerät vollständig ausschütten und mehrmals gründlich spühlen
Anwendungsideen
- Schlitten
- Holzski antik
- Knoten aus Holzband
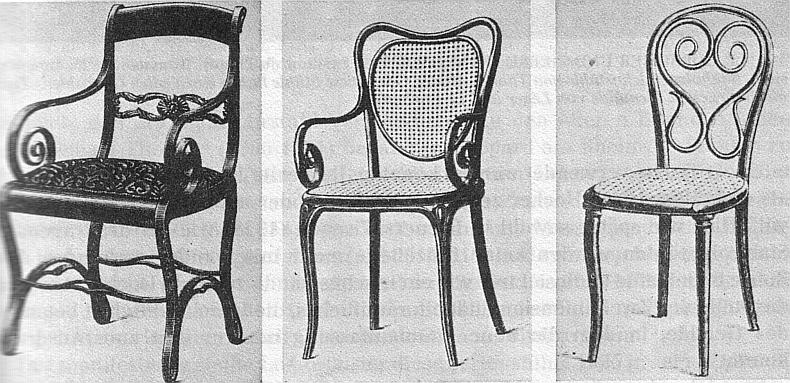
- Schaukelstuhl
- Thonet-Stuhl
Tapeten ablösen
Ursprünglich dient der Verdampfer zum Ablösen von Tapeten...
Dazu gibt es eine grosse Platte (19 x 27 cm) und eine kleine (7 x 14 cm).
Damit wird die Tapete schrittweise von oben nach unten bedampft und Bahn für Bahn abgezogen.
Achtung: Wasserdampf hat 100 °C ! - ein Handschuh schützt vor Verbrennungen.
Achtung: Überwurfmutter und Schlauchanschluss haben ein weiches Kunststoffgewinde, welches bei Verkanten schnell zerstört ist. Gewinde nur mit zwei Fingern ohne zu Verkanten auf den Anschluss aufdrehen - muss ganz leicht gehen, sonst ist etwas falsch...
Bei mehreren Tapetenlagen und bei nicht-saugfähigen Tapeten hilft die Vorbehandlung mit einer Nadelwalze.

Dampfkammer bauen zum Holz biegen
So gehts mit Recycling-Material...
Motivation
 Die Klappstühle einer typischen Biergartentisch-Garnitur bestehen aus einem Stahl-Gestell und die Sitzfläche und die Rückenlehne aus körpergerecht gebogenen Buchenlatten. Einige dieser Latten sollten wegen starker Verwitterung ersetzt werden. Die neuen Latten sollten passend zu den alten gebogen werden. (Bugholz – Holz Biegen mit Dampf)
Die Klappstühle einer typischen Biergartentisch-Garnitur bestehen aus einem Stahl-Gestell und die Sitzfläche und die Rückenlehne aus körpergerecht gebogenen Buchenlatten. Einige dieser Latten sollten wegen starker Verwitterung ersetzt werden. Die neuen Latten sollten passend zu den alten gebogen werden. (Bugholz – Holz Biegen mit Dampf)
Dazu braucht man eine Dampfkammer. Damit diese auch weiterverwendet und ggf. nachgebaut werden kann, entsteht hier eine Doku.
Die Dampfkammer

Die Dampfkammer besteht aus:

1 Deckel beweglich
2 mit Handgriff zum Öffnen und Schliessen der Kammer
3 Rohr
4 mit Dampfeinlass
5 und Temperaturanzeige
6 Schiebemuffe
7 mit Dampf-/Wasserauslass
8 und optional zweite Temperaturanzeige
9 Deckel fest
10 Ständer für die Dampfkammer
und:
11 Verdampfer (Wagner W16)
12 Dampfschlauch
13 Wasserauffangbehälter
14 optional: Abflussschlauch
Bau der Kammer
Dampfschlauch
Jedes Verdampfergerät hat einen anderen Anschluss zum Dampfschlauch und auf der anderen Seite zum Arbeitsgerät bzw. nun zur Dampfkammer. Durchmesser und Steigung des Gewindes müssen mit einer Gewindelehre ermittelt werden, um das passende Gegenstück - und die entsprechenden Gewindebohrer und Kernlochbohrer - zu finden. Die Anschlüsse sind meist auf dem Schlauch verpresst oder verklebt und lassen sich nicht einfach durch einen anderen Typ ersetzen.
Schläuche für Tapetenablöser sind mehrere Meter lang und meist gut isoliert. Als Verbindung zur Dampfkammer wäre ein kurzer Schlauch ausreichend. Kürzen ist aber wegen den proprietären Anschlüssen und der aufwändigen Isolierung schwierig.
Gewinde schneiden
Kernloch genau bohren! (in dem weichen Material erzeugt der Bohrer ein Eigenleben). Ideal ist ein scharfer(!) Forstnerbohrer mit scharfen seitlichen Vorschneidern - die den Umfang sauber schneiden, bevor die breite Schneide wirkt - sind ideal. Immer auf den Durchmesser der Zentrierspitze vorbohren.
Zöllige Gewindebohrer kann man sich ggf. ausleihen beim Heizungs- oder Anlagenbauer oder in der Oldtimerwerkstatt (ZAM hat keine).
Das grosse Gewinde ist im dünnen weichen Rohr von Hand nur sehr schwer senkrecht zu schneiden (verkantet schnell - Gewinde ist dann zerstört).
Gut geht es auf einer Drehbank: Der Gewindebohrer wird in das Drehfutter eingespannt und das Futter wird dann von Hand(!) gedreht. Das Rohr wird quer so auf das Maschinenbett gelegt und mit Holzbrettchen unterstützt, bis die Rohrmitte auf Höhe der Drehachse/des Gewindebohrers liegt. Der Reitststock wird knapp ans Rohr geführt und mit der Pinole (ohne Spitze oder Bohrfutter) schiebt man das Rohr langsam und sorgfältig dem Gewindebohrer entgegen. Vier Hände sind hilfreich.
Anschliessend das Gewinde beidseitig ganz leicht entgraten.
Rohr Aufdoppeln
Damit die Wandstärke des Rohres für die zu schneidenden Gewinde genügend dick ist, wird das Rohr an den betreffenden Stellen aufgedoppelt. Dafür wird aus einem Rohr-Rest gleichen Durchmessers (160 mm) für jedes Gewinde ein etwa quadratisches Stück mit ca. 40-50 mm Kantenlänge ausgesägt, entgratet und an passender Stelle flächenbündig auf das Rohr geschweisst.
Zum Verbinden wird Heissluftziehschweissen verwendet. An den vier Kanten zwischen Rohr und dem aufzudoppelnde Stück soll eine einfache V-Naht entstehen. Zuerst werden das Rohr da wo die Naht hinkommt und der Schweissstab von der dünnen Oxydschicht befreit (z.B. mit der Klinge eines Cuttermessers abschaben). Dann wird das aufzuschweissende Teil auf dem Rohr leicht fixiert (Schraubzwinge oder Klebeband) und das Rohr in guter Arbeitshöhe eingespannt (Gurtband auf Arbeitsbock, Hobelbank o.ä. – ohne das Rohr zu stauchen!).

Eine Temperatur-geregelte Heissluftpistole aus dem Repair-Café liefert die für PP erforderliche Temperatur von 300 °C, bei der das Trägermaterial und der Schweissdraht schmelzen und sich miteinander verbinden.
(Kleben funktioniert zwar bei kaltem PP mit Cyanacrylat-Klebstoff (Sekundenkleber) - aber der Kleber löst sich bei Dampftemperatur)
Material
Für die Kammer besonders geeignet ist das hitzefeste KG-2000 Abwasserrohr Polypropylen (grün)
(gibt es auf jeder Strassenbaustelle als Reststück)



| 1 |
Rohr, KG-2000, Durchmesser 160 mm, Länge 1 m, ohne Dichtung plus Reststück d=160 mm (als Material zum Aufdoppeln der Wandstärke und Schweissen üben) |
| 1 |
Schiebemuffe, KG-2000, Durchmesser 160 mm, mit beidseitiger Dichtung |
| 2 |
Deckel, KG-2000, Durchmesser 160 mm |
| 1 |
Handgriff, 110mm, Holz und Befestigungsschrauben |
| 1 |
Dampfeinlass-Schlauch-Nippel (hier Messing mit Withworth ½-Zoll, passend zum Dampfschlauch!) auf die geriffelten Nippel-Seite ein M10-Gewinde schneiden zum Eindrehen in die Rohrwand M10-Kontermutter innen |
| 1 |
Dampf-/Wasserauslass, z.B. ¾ Zoll (Schlauchstecksystem aus Gartenbedarf) opt.: ein Schlauch mit Schlauchanschluss ½ Zoll (Reststück) |
| 1 (2) |
Thermometer, 0-120 °C mit passender Einbauhülse ½ Zoll (Messing, Heizungsvorlauf) |
| 1 |
Behälter zum Auffangen des Kondenswassers (4 Liter) |
| Rest |
Holzbrett (als Stütze für Dampfkammer) |
| etwas |
PP-Schweissdraht, d=4mm |
Werkzeug
| Gewindebohrer | ½ Zoll ¾ Zoll |
| Kernlochbohrer | 19 mm (für ½ Zoll) 24 mm (für ¾ Zoll) Forstnerbohrer ist ideal (Flachbohrer geht notfalls auch) |
| Gewindeschneider | M10 |
| Ständerbohmaschine | oder Drehbank/Drechselbank mit Reitstock |
| Handsäge |
fein |
|
Entgrater |
oder Cuttermesser |
|
Heissluftpistole |
bís mind. 350 °C regelbar (ZAM-RepairCafe hat eine) mit Reduzierdüse und V-Schuh für Heissluftziehschweissen |


Isolierung
Eine gute thermische Isolierung spart Heizenergie.
Isolierfähig sind der Verdampfer, der Dampfschlauch und die Dampfkammer.
Geeignetes Isoliermaterial wäre z.B. Isolierwolle direkt am Gerät, mit einer alten Isomatte als Hülle drumherum, festgehalten mit langen Kabelbindern oder einem schmalen Stahlband. Den Dampfschlauch könnte man in ein dickes Spiralrohr stecken und den Zwischenraum mit Isolierwolle füllen.
Da in der Dampfkammer beim Test nach bereits nach 2-5 Minuten Aufheizzeit eine Temperatur von über 100 °C erreicht war, und diese über 75-80 Minuten automatische gehalten wurde, haben wir auf eine zusätzliche Isolierung verzichtet.
Der Dampfschlauch von Wagner ist mit 3,7 m deutlich zu lang, aber bereits gut isoliert. Aus anwendungspraktischen Gründen könnte er auch auf unter 1 m gekürzt werden. Darauf wurde verzichtet, da wir nicht wussten, wie man die zwei Stücke wieder zusammenfügen kann (die Anschlussmuttern sind proprietär und aufgepresst und der Aufbau der Isolierung ist unbekannt).
Ständer
Als Rohrhalterung reicht ein einfaches Brettchen mit Querfuss.
Dadurch liegt das Rohr stabil auf einem Tisch und bekommt ein Gefälle von etwa 5 % bzw. 3 Grad, damit das Kondenswasser gut ablaufen kann und das Holz nicht im Wasser liegt.

Werktische für die Holzwerkstatt
Hier mal der Vorschlag für die Werktische in der Holzwerkstatt.
Die aktuelle Version (mit Banklade) liegt im Layer Werktisch - Rahmen 0.2
Die Datei habe ich als 3dm (Rhino) und dxf hochgeladen. Wenn ihr andere Formate möchtet kann ich auch andere exportieren wenn ihr möchtet.
Holzwerkstatt0.1.3dm
Holzwerkstatt0.1.dxf
Auch in der Datei ist ein grobes 3D Modell der Holzwerkstatt mit Maschinen und Absaugung. (Nur mal so als Vorwarnung für eine mögliche Umstellung der Maschinen ;))
kleine CNC-Fräse
Die CNC-Fräse in der Holzwerkstatt wird liebevoll auch "die Betonfräse" genannt; aus offensichtlichen Gründen: Probleme mit Vibrationen oder Steifigkeit wurde hier mit schierer Masse erschlagen ;).
Die Fräse ist eine Portalfräse, hat einen Tisch von 80x60cm und eine Bauraumhöhe von mindestens 10cm (abhängig von der Länge des Fräsers). Mit einer 1050W-Spindel von AMB/Kress ist sie passend ausgestattet für Holzarbeiten, auch in dickerem Hartholz. Weichmetall wie Aluminium geht mit leichten Abstrichen auch.
Die Fräse ist verhältnismäßig einsteigerfreundlich und soll jedem zur Verfügung stehen, allerdings geht es nicht ganz ohne Übung. Wenn ihr ein Projekt mit der Fräse umsetzen wollt, lest die Einweisung durch, und bringt an ca. 3 Terminen einige Stunden Zeit mit. Dann werdet ihr zusammen mit einem Betreuer eure ersten Schritte machen, und wenn irgendwann alles sicher klappt, dürft ihr auch alleine.
XYZ CNC ist in der Holzwerkstatt angekommen
Ja, tatsächlich ist die lange erwartete XYZ CNC ist am Dienstag 23. Juni 2026 angeliefert worden. Der finale Platz ist gefunden. Es sind einige Komponenten werkseitig noch nicht verbaut worden. Diese werden ab dem 17. Juli vor Ort nachgerüstet. Bis dahin bitte die CNC nur anschauen! Bitte nicht nur mal... Dankeschön. Eine erste Einweisung wird am Samstag den 18.Juli erfolgen. Wann und in welcher Form wir mit der Schulung für alle beginnen können, ist noch offen. Wir halten euch auf dem Laufenden. Bis dahin gibt es eine Vielzahl an peripheren Arbeiten zu erledigen: Licht unter der Holzbaubühne, Abluft anschließen, bereit vorhandene Installationen zu verlegen, änder und umzubauen. Meldet euch gerne in der Holzwerkstatt oder im Rahmen des ZAMräumen.
Draft: Arbeitssicherheitskonzept
Folgende Gefahren für den Anwender könnten von der CNC-Fräse ausgehen:
- Verletzung durch abgebrochenen Fräser.
- Verletzung durch Berühren des rotierenden Fräsers.
Diese Gefahr erwächst vor allem aus unerwartetem Anlaufen der Frässpindel oder unerwarteten Bewegungen der Fräse im Betrieb. - Verletzung durch Handling des Fräsers beim ein/ausbauen
- Verletzung durch herumgeschleuderte Werkstückteile
- Feuer (z.B. Holzstaub + Hitzeentwicklung aufgrund falscher Schnittwerte)
- Elektrischer Schlag
- Einklemmen von Fingern o.Ä. durch X-, Y- oder Z-Achse
Folgende Maßnahmen werden ergriffen (mit Begründung):
- Nutzer werden angewiesen, eine Schutzbrille zu tragen, um die Augen zu schützen. Oberflächliche Hautverletzungen werden in Kauf genommen, ähnlich wie bei vergleichbaren Arbeiten an Bohrmaschinen, Sägen oder dem unachtsamen Vorbeilaufen an scharfkantigen Schwerlastregalen.
- Nutzer werden angewiesen, die Frässpindel immer direkt an der Spindel auszuschalten. So ist ein überraschendes Anlaufen durch einen Soft-/Hardwarefehler ausgeschlossen.
- keine. (Hinweis auf scharfe Werkzeuge reicht.)
- keine bzw. Schutzbrille. Die Spindel hat nicht genug Rotationsenergie, um Teile mit nennenswerter Energie herauszuschleudern, deshalb besteht eine ernsthafte Gefahr nur für die Augen. (Außerdem werden die Nutzer geschult, die Werkstücke ordentlich festzuspannen und Anbindungen stehen zu lassen, dass nichts herumgeschleudert werden kann.)
- Nutzer beobachten die Fräse im Betrieb und können so jederzeit reagieren.
- Die Spindel selbst trägt ein CE-Zeichen. Die Steuerungsbox: TODO...
- Die Motoren der 3 Achsen sind so schwach, dass selbst eine zierliche Person sie überwinden kann. Außerdem (TODO) können die Motoren mit einem Not-Aus-Schalter stromlos geschaltet werden, womit sie noch leichter aus ihrer Position geschoben werden können.
Checkliste für Einweiser
Du möchtest eine Einweisung erhalten? Dann bist du hier falsch, hier geht's lang.
Checkliste für Einweisungen
Ein Nutzungsanwärter qualifiziert sich für eine eigenständige Nutzung, wenn er/sie folgendes erfüllt:
- Nutzer zeigt angemessenen Respekt vor dem Gefahrenpotential der Fräse,
- Eigenschutz, z.B. Abwarten, bis die Fräse stillsteht, Schutzbrille.
- Maschinenschutz, z.B. angemessene Geschwindigkeit und ständiges Kontrollieren der Umgebung beim Fahren, Testfahrten in sicherer Höhe bei Automatikfahrten wenn unsicher.
- Kenntnis von Feed Hold und Reset Knöpfen.
- Sicherer und sorgsamer Umgang mit Spindel, Spannzange, Fräsermontage.
- Sicherer Umgang mit mindestens einer Methode zum Festspannen.
- Korrekte Auswahl von Vorschub und Zustellung.
- Bedienung der Absaugvorrichtungen.
- Grundlegende Bedienung: Starten, Homing, Fahren, Abnullen, Programmstart.
- Kenntnis von mindestens einer CAM-Software. (Muss nicht zwingend eine unserer Vorschläge sein.)
- Ordentliches Aufräumen: Fräser + Spannzange in Schublade, Mutter locker auf die Spindel geschraubt, Dreck weggesaugt.
Eigenständige Nutzungsberechtigung gibt es erst, wenn alle Handgriffe sicher sitzen. Lieber 1x zu viel nachgefragt als 1x zu sorglos die Fräse oder den Nutzer beschädigt.
Eine feste Zahl von Einweisungsterminen gibt es nicht. Erfahrungsgemäß brauchen Neulinge ca. 3x, bis sie sicher ein bestimmtes Projekt fräsen können. Bei Leuten mit Vorwissen kann 1 Termin ausreichen, andere brauchen >=5x.
Eigenständige Nutzung nur im Rahmen des bisherigen Erfahrungsschatzes! Mit 8mm durch Holz fräsen ist nicht vergleichbar mit dem 1mm-Fräser für Feinarbeiten in Alu oder Messing. Vorsichtiges Herantasten möglichst unter Aufsicht.
Vorschlag Einweisungsliste
| Name | Datum der Einweisungs-termine | Unterschriften | Namen Einweiser | Unter-schriften Einweiser | Nutzungs-berechtigung erteilt | Holz / Plastik dick | Holz / Plastik <=3mm / Gravur | Alu / Messing massiv | Alu / Messing Blech / Gravur |
| Windfisch |
1.1.1970 4.2.1970
|
<unleserlich> <unleserlich> <unleserlich> |
Tom Chris Chris |
<unleserlich> <unleserlich> <unleserlich> |
x |
x |
x |
x (am 12.13.2014) |
|
| Max Muster | 1.2.2034 | <unleserlich> | <unleserlich> | x | |||||
Einweisungsberechtigung
Einweisen darf und soll jeder, der die Fräse nutzen darf; Nutzungsberechtigung erteilen aber nicht! Fräseneinweisungen sind zeitaufwendig. Bitte helft alle mit, das auf möglichst viele Schultern zu verteilen.
Bei Einweisungsterminen bitte in die Einweisungsliste eintragen.
Nutzungsberechtigungserteilungsberechtigung
Passierschein A38 ist seit Verwaltungsreform C-31b nach NuBEV §13,2 (b) Ziffer iii nicht mehr erforderlich; stattdessen werden diese unkompliziert von Windfisch oder Maddin erteilt. Voraussetzung dafür ist:
- Sicherer Umgang / Erfahrung mit allen Nutzungsarten (Holz, Metall, Gravieren, Fräsen).
- Sicherer Umgang mit allen Festspannarten: Exzenter+Lineal, Festspaxen, Doppelseitiges Klebeband.
- 1-2x ordentlich gehaltene Einweisung im Beisein der oben genannten.
Regelmäßige Wartungscheckliste
- Opferplatte gerade und fest angeschraubt? (Wackelt auch bei sanfter bis mittlerer Gewalt nicht?)
- Spindel eiert nicht im Betrieb?
- Fräsmotor macht keine komischen Geräusche?
- Saugadapter und Zyklon ziehen keine Falschluft?
- Opferplatte ersetzen?
- Lineale ersetzen?
Wartung und 3D-Druck-Teile
3D-Druck und Laser-Teile zum nachbauen
Dinge gehen manchmal kaputt, zum Glück sind sie schnell nachgebaut.
Saug-Kasten
insgesamt: box.scad
Clips: clip.stl
Kasten: box.svg (für 3mm Acryl transparent. Möglichst den dickflüssigen Kleber zum zusammenkleben nehmen, dünnflüssiger Sekundenkleber macht die Scheiben matt)
Bajonett: bajonet_basethick7_len20.stl (passend dazu z.B. die Bürstenleiste https://www.sorotec.de/shop/Buerstenleiste-fuer-abnehmbaren-6831.html?language=de; Reststücke lagern im Schubfach "Putzen, Saugen")
Anschluss Staubsauger an den Metallblock des Kastens: adapter.stl
Saug-Dinge allgemein
Schlauchbefestigung am Aluprofil: schlauchhalter.scad schlauchhalter-squish3.stl
Staubsauger-OSVAC-Adapter für den Zyklon: oben zyklonadapter_55.5x48x25f.stl, seitlich zyklonadapter_55x49x22m_.stl
OSVAC-Pfropf passend für (u.A.) Nilfisk-Staubsauger (für unten rein): staubsaugergeraetadapter.stl
OSVAC-Schlauchadapter (für gewendelten Schlauch zum anschrauben): schlauchadapter-m.stl schlauchadapter-f.stl
Technische Daten
| Arbeitsvolumen | Frästisch: 800x600 mm Arbeitshöhe: 150 mm (TODO verifizieren) |
| max. Geschwindigkeit | 70mm/s (x/y-Achsen) und 25mm/s (z-Achse) |
Nachkaufteile
Die folgenden Teile wurden bereits gekauft (und passen).
Fräser: Günstige gibts bei sorotec.de (z.B. L2SF.M.0300) ; https://hc-maschinentechnik.de/Life-Latitudes-Fraeser-Starterset
Spannzangen: 3mm (SKR.0300), 1/8" (SKR.0317), 6mm
Einweisung
Wie erhalte ich eine Einweisung?
Bitte lest dieses Dokument durch und bereitet euer Projekt entsprechend so weit wie möglich als SVG- oder STL-Datei vor, bevor ihr eine persönliche Einweisung vereinbart. Das macht alles schneller ;).
Ihr könnt die Videos per Klick ausklappen.
Euer erstes Projekt sollte ein weiches Material wie Holz, Styrodur oder Plastik verwenden und "schnell" gehen: Faustregel: Wenn's auf DIN-A5 passt und max. 20mm dick ist, ist's ok. Bringt mindestens 2 Stunden Zeit mit.
Ihr werdet das Projekt wie in der Fahrschule unter Aufsicht fräsen, euch wird alles erklärt und ggf. rechtzeitig eingegriffen. Nach 2-3 "Fahrstunden" dürft ihr dann alleine fräsen. Derzeit: Windfisch fragen.
Sicherheitshinweise
Die CNC-Fräse ist nur mit Einweisung/"Führerschein" zu benutzen. Macht bitte weder euch noch die Fräse kaputt.
Roter Knopf = Sofortstopp. (Fräse bremst stark ab, bleibt stehen und geht in den "Alarm"-Modus. Die Spindel müsst ihr manuell ausschalten. Das ist kein Not-Aus.)
Grüner Knopf = Pause. (Fräse bremst sanft ab, bleibt stehen und kann nach Wunsch fortgesetzt werden. Die Spindel bleibt an, wenn ihr sie nicht selbst ausschaltet.)
Nur mit Schutzbrille fräsen! (Schubfach oben rechts.)
Warum?
Fräser brechen und fliegen mit viel Energie durch die Gegend. Am besten nicht in dein Auge. Normale Brillen reichen nicht aus, da sie seitlich nicht abschließen.
Immer erst eine Referenzfahrt machen! Sonst funktionieren Sicherheits- und Automatikfunktionen nicht richtig.
Fräser werden heiß! Erst abkühlen lassen.
Fräser sind scharf! Nicht an der Schneide anfassen.
Metallspäne sind scharfkantig. Platinenmaterial ist ähnlich gesund wie Asbest. Pinsel/Bürste benutzen. Danach die gesamte Fräse und den Boden gründlich(!) reinigen.
Warum?
Die Fräse ist vorrangig für Holz bestimmt. Andere Materialien werden geduldet, aber nur, wenn keine Beeinträchtigung für Holzprojekte entsteht.
Selbst einzelne Metallspäne zerkratzen Oberflächen.
Glasfaserstaub von Platinen legt sich überall hin und wird irgendwann wieder aufgewirbelt und eingeatmet.
Fräsmotor direkt am Gerät an- und ausschalten, bevor/nachdem gefräst wird! Vertraut nicht der Softwaresteuerung (die aktuell eh nicht funktioniert), wenn ihr bspw. gerade den Fräser wechselt.
Manuelles Fahren oder automatische Funktionen wie Referenzfahrt/Werkzeuglängenmessung nur unter ständiger Alarmbereitschaft. Auf Objekte vor/hinterm Tisch, und auf dem Pfad des Fräsers achten. Bei Bedarf kleinen roten "Stopp"-Knopf drücken.
Vor dem automatischen Z-Abnullen immer erst eine Testauslösung (Tastplatte an den Fräser halten) machen!
Warum?
Die Tastplatte ist active-high, d.h. sie kann nur auslösen, wenn sie auch angeschlossen ist und eine elektrisch leitfähige Verbindung zwischen dem Fräser und der Tastplatte auf dem Werkstück herstellen kann. Das könnte versagen, wenn:
- Stecker herausgerutscht. (Sieht man nicht, ist unter dem Fräsentisch)
- Fräser mit nicht leitfähiger Beschichtung.
Dann würde die Fräse immer weiter ins Werkstück hineinfahren und die Spindel beschädigen, da sie Kräfte in diese Richtung nicht gut abkann.
Fräsprogramme -- insbesondere aus eigener Quelle -- immer erst in sicherer Höhe testfahren!
Warum?
Es gibt hunderte verschiedene G-Code-Dialekte, und nicht jedes Programm versteht alle. Dazu noch Inch vs Millimeter, schlicht fehlerhafter Code oder Kommandos, die zu unerwarteten Bewegungen führen. Eine sichere Höhe gibt euch Zeit zum "Stopp"-Drücken, bevor etwas kaputtgeht.
Wenn das gemacht habt, und ihr euer Fräsprogramm dann eine Minute im Werkstück habt laufen lassen, und euch nichts komisch vorkommt, müsst ihr nicht mehr jederzeit am Aus-Knopf stehen. Das wird dann schon funktionieren™, was soll schon schiefgehen™.
Auf ausreichend Anbindungen beim Ausfräsen achten. Werkstück fliegt sonst durch die Gegend.
Grundlegende Bedienung
Vorlage erstellen
Um eine SVG- oder STL-Datei zu einem Fräsprogramm zu machen, benötigt ihr ein CAM-Programm. (Das ist vergleichbar mit dem Slicer beim 3D-Druck). Außerdem müsst ihr die richtigen Drehzahlen und Fahrgeschwindigkeiten einstellen. Siehe hier.
Wir empfehlen folgende beiden CAM-Programme:
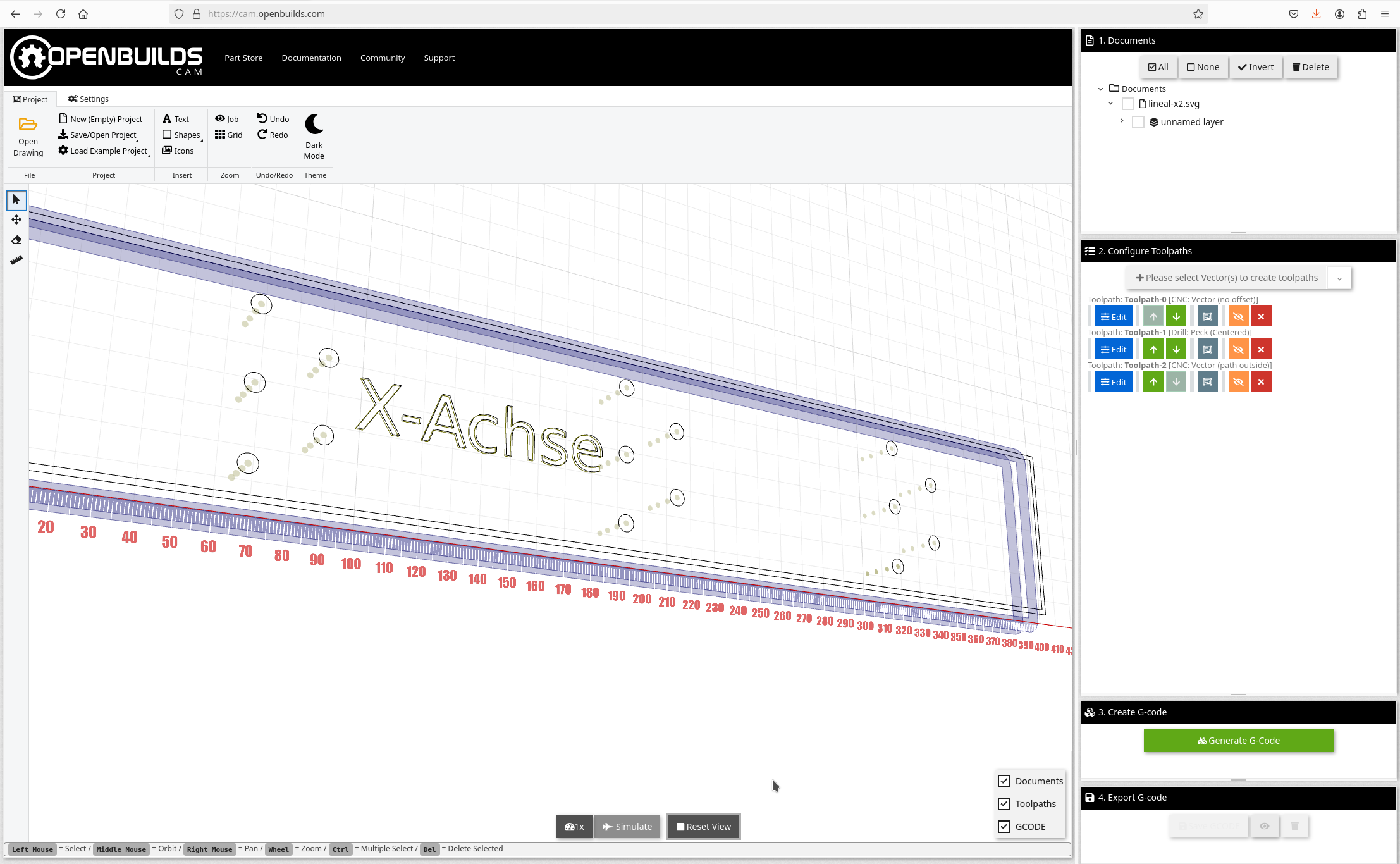
für 2D: OpenBuilds CAM: Mit OpenBuilds CAM könnt ihr -- ähnlich wie beim Lasercutter -- Formen aus einer SVG-Datei in das Material hineinfräsen. Ihr könnt einen oder mehrere Umrisse auswählen und die gewünschte Tiefe angeben. Dabei gibt es vor allem drei wichtige Operationen:
- Tasche/Pocket: Räumt das Material auf voller Breite und Tiefe aus. D.h. der Fräser fährt in Zickzackbahnen durch die gesamte Form, bis alles Material in Späne verwandelt wurde.
- Innen, außen, oder auf dem Pfad: Der Fräser fährt nur die Randlinie eurer Form, ggf. nach innen oder außen versetzt, damit der Ausschnitt die richtigen Maße hat. Das geht deutlich schneller, erfordert aber Maßnahmen gegen herumfliegende Stücke, wie z.B. Anbindungen. Auch graviert werden kann damit.
- Bohren: Der Fräser fährt im Mittelpunkt eines Kreises senkrecht nach unten. Der eigentliche Kreisdurchmesser ist egal, das Loch wird so groß, wie der Fräser oder Bohrer dick ist.
für 3D: Kiri Moto: Mit Kiri Moto könnt ihr "echte" dreidimensionale Objekte herstellen. Das klappt sogar doppelseitig, das Programm hilft euch beim Umdrehen des Werkstücks, indem es Ausrichtungslöcher bohrt. Hier gibt es wieder verschiedene Grundoperationen:
- Schruppen ("rough"): Fräst die groben Konturen vor und räumt das meiste Material bereits ab. Dafür benutzt man gerne einen großen (und damit schnellen) Fräser. Hier entstehen aber oft "Treppenstufen" von 5-10mm, die im nachfolgenden Gang noch verfeinert werden.
- Schlichten: Fräst nochmal fein nach. Wichtig hier ist, dass beim Schlichten nur die Konturen nachgefahren werden und sich darauf verlassen wird, dass der Rest drumherum schon weggefräst wurde. Fräserbruchgefahr!
Das Schlichten kann in horizontaler oder vertikaler Richtung ("contour") mit einstellbarem Abstand der parallelen Linien, oder in Form von Höhenlinien ("outline") mit einstellbarem Höhenabstand erfolgen. Oder in Kombination, je nachdem welcher Feinheitsgrad gewünscht ist.
Beide Programme sind Webanwendungen und können ohne Installation verwendet werden. Außerdem sind sie Open Source und können daher von jedem selbst gehostet und auch angepasst werden.
Wenn ihr schon viel Erfahrung mitbringt und euer eigenes Lieblings-CAM habt, könnt ihr auch das nach Rücksprache verwenden. Allerdings müsstet ihr dann ein wenig Überzeugungsarbeit leisten, dass die entstehenden G-Codes auch wirklich unbedenklich sind ;).
Fräse fahren und Vorbereitungen
Zur Steuerung der Fräse benutzen wir gSender. Auf dem Desktop findet ihr diese Anwendung.
Direkt nach dem Starten werdet ihr von einer roten Warnung begrüßt, dass die Fräse ersteinmal eine Referenzfahrt ("Homing") machen möchte. Prüft, dass auf dem Tisch nichts im Weg steht und macht die Referenzfahrt.
Dann kann die Fräse mit den blauen Pfeilen links bewegt werden. Die Segmente geben die Geschwindigkeit an. Unbedingt den Fahrweg im Blick behalten.
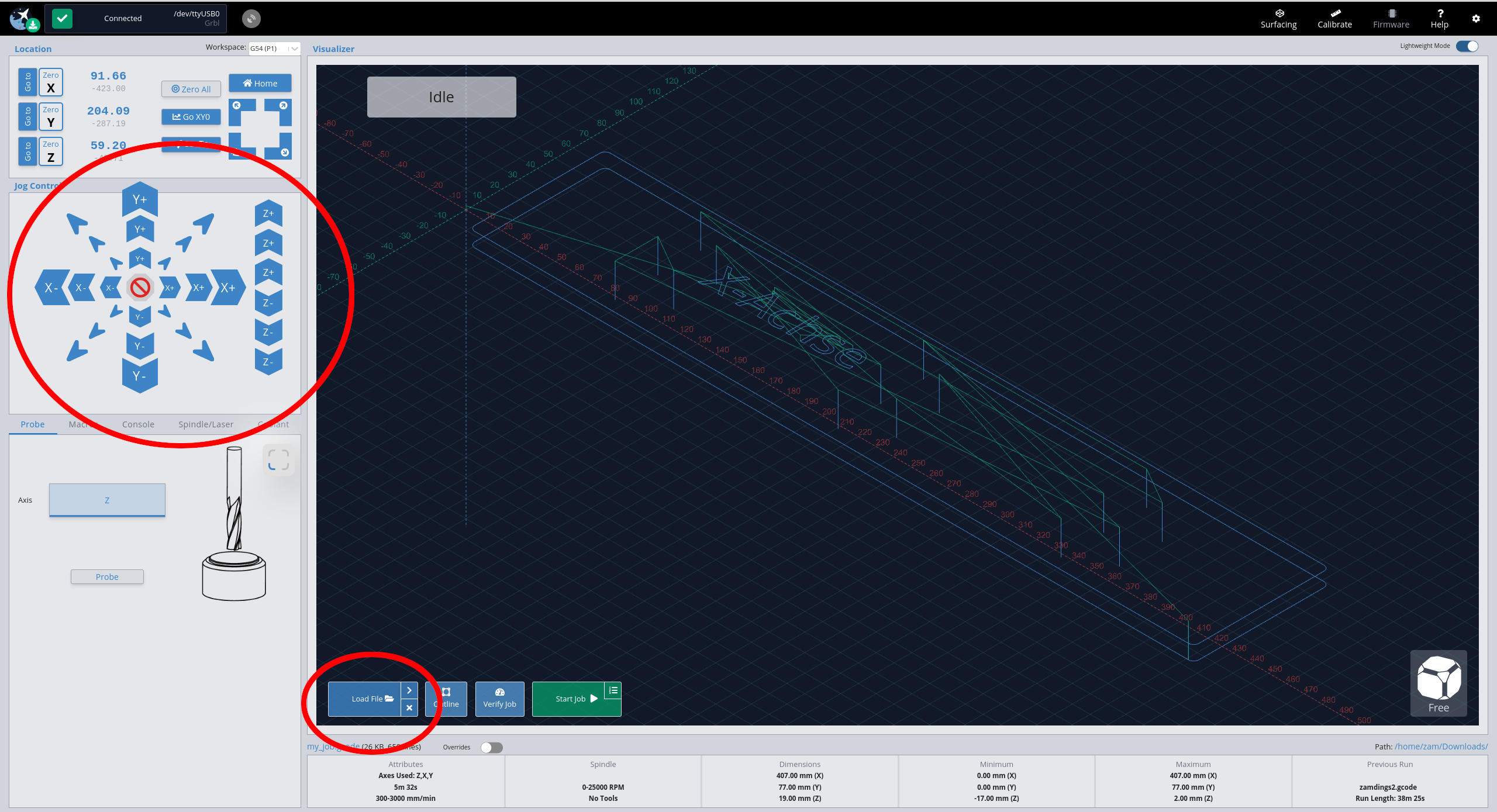
Euren g-Code ladet ihr mit dem "Load File" Button.
Fräser einspannen
Zu jedem Fräser muss eine exakt passende Spannzange verwendet werden. Besondere Vorsicht ist bei 3mm vs 3.175mm=1/8" geboten, bitte nicht verwechseln!
Zuerst die Überwurfmutter vom Fräsmotor abschrauben und ggf. den alten Fräser vorsichtig am Schaft herausziehen. Achtung, Fräser sind scharf!
Dann ggf. die alte Spannzange entfernen. Dazu diese am besten schräg stellen und von unten herausdrücken. Da sie eingerastet ist, ist das manchmal etwas knifflig. Die neue Spannzange wird ebenso schräg eingeführt und dann runtergedrückt, bis sie einrastet. (Maulschlüssel im Schubfach)
Den Fräser so weit einführen, dass man ihn gerade noch am Schaft greifen kann, und die Spannzange festschrauben. Dickere Fräser, bei denen das geht, bis zum Anschlag einschieben. Möglichst nur kräftig mit den Fingern anziehen. Bei dickeren Fräsern kann man vorsichtig mit dem Maulschlüssel nachziehen. Achtung! Nach "fest" kommt "ab"!
Video



Werkstück einspannen und abnullen
Das Werkstück muss auf der Fräse gut fixiert werden. Möglichkeiten dazu sind:
- Exzenterspanner drücken das Werkstück seitlich gegen die Kanten / "Lineale". Geeignete Größe aussuchen, ins Lochraster Schrauben, Spanner um mind. 90 Grad drehen und so das Werkstück an 3-4 Punkten einklemmen.
Video
- Doppelseitiges Klebeband eignet sich für flache, breite Projekte. Bedingt auch für höhere Projekte, bei denen wenig Kraft benötigt wird, z.B. Gravuren. Das Klebeband hält überraschend gut, was es auch sehr schwierig zu entfernen macht.
- Festschrauben. Wenn möglich, mit Metallschrauben ins Lochraster schrauben. Wenn nicht, kann man auch in die Holzplatte des Frästisches mit Holzschrauben schrauben. (Die Holzplatte ist als Opferplatte gedacht, in die auch reingefräst wird.) Achtung! Nicht gegen die Schrauben fahren! Sicherheitshöhe beachten!
Danach müsst ihr die Fräse abnullen. Das könnt ihr auf verschiedene Arten machen, meist braucht ihr aber das "Location"-Fenster oben links dafür:
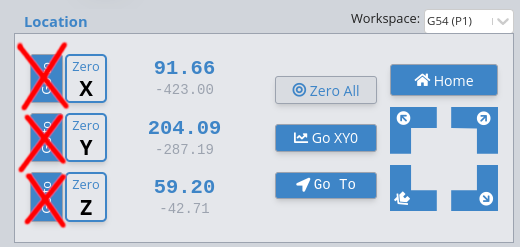
- Entweder fahrt ihr von Hand an den gewünschten Nullpunkt, so dass der Fräser gerade so an der Werkstückoberseite kratzt. Dann klickt ihr die weißen "zero X / Y / Z"-Buttons oben links.
- Oder ihr fahrt zuerst etwas tiefer als die Werkstückoberseite ist, und dann von links oder von vorne seitlich ans Werkstück heran. Dann klickt ihr auf die blauen Zahlen im "Location"-Fenster, und tippt dort die gewünschten Koordinaten ein. Wenn ihr von links bzw. von vorne kommt, wäre das "minus der halbe Fräserdurchmesser".
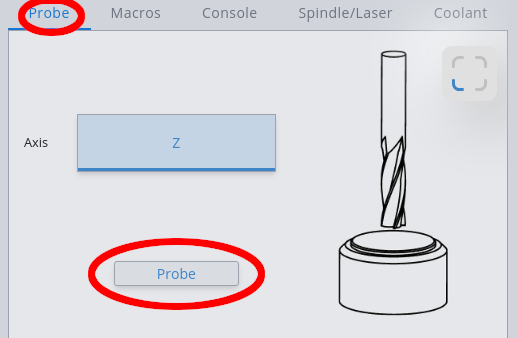
Die Oberseite wie oben. - Das Z-Abnullen könnt ihr auch mit der Tastplatte machen.

Dazu die Tastplatte auf die Oberfläche eures Materials legen, und den Fräser vorsichtig ca 5mm über die Tastplatte fahren. Dann klickt im "Probe"-Fenster auf den "Probe"-Button und folgt den Anweisungen.
(Ihr werdet aufgefordert, zuerst zu beweisen, dass die Tastplatte funktioniert, indem ihr sie an den Fräser haltet; dann lässt euch das Progamm proben.)
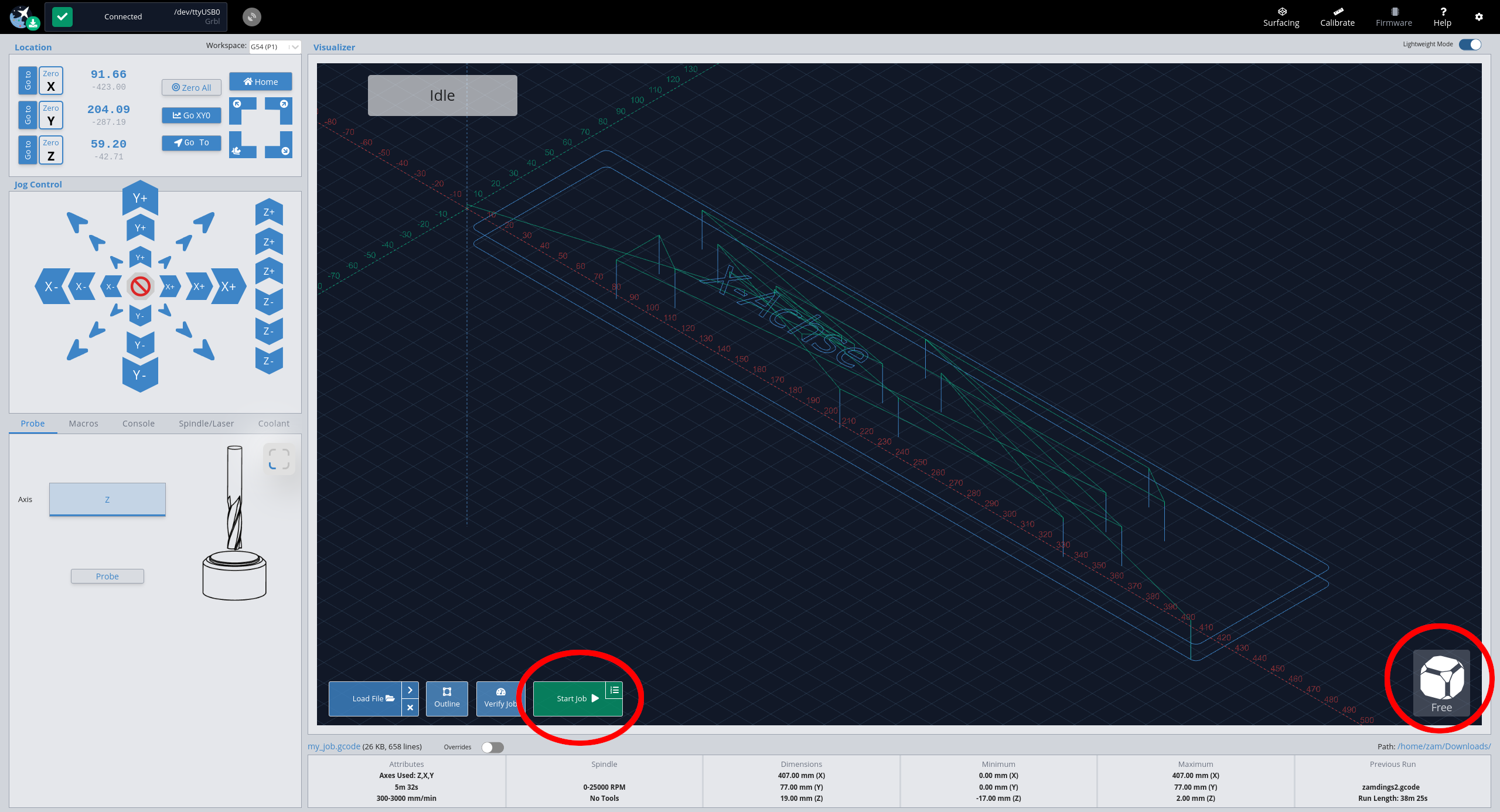
Ihr seht jetzt auf dem Bildschirm euer Fräsprogramm mit Koordinatensystem und als weißen Punkt die Position der Fräse. Ihr könnt die Ansicht mit der Maus drehen, oder auf eine der Flächen des Würfels rechts unten klicken.
Fahrt die Ränder ab, um euch von der richtigen Größe/Skalierung zu überzeugen.
Wenn alles passt, klippst die Staubsaugerhaube dran, vergesst nicht, den Fräsmotor auf die richtige Drehzahl einzustellen und anzuschalten, und klickt auf "Start Job"
Werkzeugwechsel
Wenn euer Fräsprogramm einen Werkzeugwechsel (M6 Tx-Befehl) enthält, führt gSender euch durch den Werkzeugwechsel.
Schaltet zuerst die Frässpindel aus und nehmt ggf. den Staubsaugerkasten ab.
Sucht euch einen beliebigen Ort aus, den ihr bei jedem Werkzeugwechsel verwendet um die Tastplatte darauf zu legen. Der kann auf der Oberfläche eures Werkstücks liegen (wenn ihr die nicht wegfräst), oder auch auf der Grundplatte / dem seitlichen Lineal / etc. Wichtig ist nur, dass ihr die Tastplatte immer auf den selben Ort (mit der selben Höhe) legt. Nur so kann die Werkzeuglängendifferenz richtig bestimmt und nachjustiert werden.
Beim ersten Mal müsst ihr erst das alte, dann das neue Werkzeug messen; bei allen weiteren Malen nur noch das neue. Der Prozess ist ähnlich wie beim Z-Abnullen mit Tastplatte ("Probe").
Nachbereitung
Wenn ihr fertig seid, räumt auf und macht sauber! Saugt alle Späne weg (den Schlauch kann man per Bajonett-Drehverschluss vom Saugstutzen abmachen), räumt alles dahin, wo es herkam.
- Späne weg?
- Spannzange in der Schublade?
- Fräser in der Schublade?
- Überwurfmutter (in die ihr die Spannzange eingebaut habt) wieder locker an die Frässpindel schrauben.
estlcam-Einstellungen
| Steuerungselektronik | GRBL 0.9-1.1 |
| Schritte pro Umdrehung | 1600 (x/y), 800 (z) |
| Weg je Umdrehung | 4mm (x/y/z) (Richtung umkehren bei z) |
| max. Vorschub |
70mm/s (x/y), 25 mm/s (z) |
| Trägheit | 85% (x/y), 95% (z) |
| Beschleunigungsweg | 5 mm |
| Startvorschub | 0.5 mm/s |
Welcher Fräser und welche Einstellungen?
Fräsertypen
Ein Fräser hat mehrere Aufgaben. Er muss nicht nur durchs Material fräsen, sondern die entstehenden Späne auch zuverlässig abtransportieren, da er sonst verstopft. Außerdem muss er hart genug sein.
Fräser unterscheiden sich nach verschiedenen Eigenschaften. Im folgenden werden einige "Faustregeln" dazu angegeben.
Anzahl der Schneiden
mehr = schneller, aber auch weniger Platz zur Spanabfuhr.
Für weiches Aluminium (z.b. 5754 Legierung) eher eine Schneide, für härteres Alu oder gut zerspanbare Werkstoffe zwei (oder vielleicht mehr).
Anschliff
Es gibt an der Stirnseite (also "vorne" / "unten") verschiedene Schneidengeometrien. Die üblichsten sind hier abgebildet.
|
Flacher Stirnschliff
|
Fischschwanz
|
Bohrer, kein Fräser
|
|
|
|
|



Daneben gibt es noch:
- Vollradius/Kugelfräser: Für Feinarbeiten bei gewölbten Oberflächen, oder runde Nuten.
- Fasenfräser: V-Förmige Spitze, um 45°-Anschrägungen (Fasen) an Kanten anzubringen.
- Viertelkreisfräser: Ähnlich wie der Fasenfräser zum Abrunden von Kanten, nur dass sie eben rund, nicht angefast werden.
Durchmesser
Größerer Durchmesser lässt mehr Platz zur Spanabfuhr, und der Fräser bricht nicht so leicht. Dafür kommen wir schlechter in Ecken hinein.
Da es beim Fräsen auf die Geschwindigkeit der Klingen ankommt, müssen wir (wenn wir den Vorschub, siehe unten, gleich lassen) bei größerem Durchmesser langsamer drehen.
Einstellungen
Die Drehzahl darf maximal so schnell wie die Herstellerangabe gewählt werden. Drehen wir schneller, wird der Fräser heiß. Langsamer drehen ist problemlos möglich, dauert dann halt länger. Nur allzu niedrige Drehzahlen sind zu vermeiden, da unsere Frässpindel sonst an Drehmoment/Kraft verliert.
Der Vorschub (wie schnell der Fräser durchs Material fährt) muss gemäß Formel zur Drehzahl passen! Ist er zu langsam, reißt der Fräser keine schönen Späne mehr heraus, sondern reibt nurnoch am Material, produziert Staub und erhitzt sich dabei. Ist er zu hoch, kann der Fräser stecken bleiben.
KOSY CNC
Ziel des Projekts ist es die KOSY CNC Maschine sicher im ZAM nutzbar zu machen.
Kontakt: Thomas Ruehr (thomas.ruehr at gmail.com)
Historie der Maschine
Die CNC Maschine ist ursprünglich von der deutschen Firma Max Computer / KOSY in der Verkehr gebracht worden. Die KOSY CNC Maschinen stehen schon seit den 90er Jahren in vielen Schulen und Berufschulen, sie werden mit einer relativ einfachen Steuerung ausgeliefert und es gibt Materialien fuer den Unterricht. Leider ist die Steuerung nicht mehr ganz zeitgemaess. Es koennen auf der Maschine Holz, Plastik und im begrenzten Umfang auch Nichteisen-Metalle bearbeitet werden. Fuer Eisenmetalle ist die Maschine im Originalzustand mechanisch nicht ausgelegt.
Unsere KOSY CNC besteht im wesentlichen aus Beton, die Linearfuehrungen bestehen aus Aluminium-Stranggussprofilen in die rostfreie Stahl-Wellen eingegossen sind, auf denen Rollen laufen. Die Schrittmotoren sind im aktuellen Zustand open loop Schrittmotoren der Groesse Nema 17. Als Spindel ist derzeit ein Oberfraesen-Motor verbaut.
Im Habitat Augsburg wurde von einem Mitglied die Steuerung neu aufgebaut, allerdings auf etwas abenteuerliche Weise. Dabei wurde insbesondere die Antriebselektronik der Schrittmotoren / Controller zusammen mit der CNC Steuerung ersetzt.
Aktueller Zustand
Das Gerät ist betriebsbereit.Der Laptop hat eine EstlCAM Installation. Inkscape läuft. Verarbeitet werden können SVG-Dateien.
Mittlerweile ist GRBL als Firmware geflasht, gSender wird als Steueranwendung verwendet und als CAM / gcode-Generator empfehlen wir Kiri Moto und OpenBuilds CAM. (Andere CAMs sind aber auch ok)
Verbesserungs-Vorschläge
Umbau Elektrik/Elektronik
1. Schritt: Wieder-Inbetriebnahme im Zustand wie vom Habitat (Mit der Hacky Steuerung + EstlCam)
Erledigt.
2. Schritt: Einbau eines Notaus. Hierfuer sollten ein PILZ PNOZ und Notaus Schalter (Siemens) im Beifang der CNC vorhanden sein. Ziel ist es einen oder zwei Notaus Schalter zu verbauen die die Maschine tatsaechlich Stromlos schalten, also kein Feed Stop.
3. Schritt: Pruefung / Einbau eines Feed-Stop Schalters. Evtl ist da schon etwas vorhanden, an der vorderseite der CNC. Der Feed Stop soll ermoeglichen das Programm an zu halten wenn etwas schief geht, etwa Material loest sich etc. wenn es kein Notfall ist. Sonst Not-Aus.
Erledigt: Roter Taster an Frontseite stoppt den Prozess.
4. Steckdosen für Absaugung, sichere Kabelführung
Migrationspfade Steuerung/Elektronik
Derzeit läuft auf der Steuerung ein GRBL. Da als Mikrocontroller nur ein AVR ATMEGA 32 verwendet wird, ergeben sich Limitierungen im Funktionsumfang der Firmware; beispielsweise puffert GRBL zwar die entgegengenommenen G-Codes, aber meldet nicht zurück, an welche G-Codes schon verarbeitet wurden und welche noch nicht; damit ist die "aktuelle Position in der Datei" ungenau.
Die Steuerung selbst ist "zusammengeschustert" und leidet möglicherweise unter EMI-Problemen bei den Sensoreingängen; (bspw. löst der Werkzeuglängensensor manchmal einfach so aus). Das könnte (?) ein Problem mit der Versicherung darstellen.
Modernere Alternativen wären bspw. GRBL-Hal und andere.
Todos:
- Mögliche EMI-Probleme debuggen. Bestätigen oder ausschließen.
- Grbl-Hal ausprobieren, STM32-Adapter bauen.
Vorgeschlagener Pfad:
- Erstmal mit der "zusammengeschusterten Lösung" probieren.
- Diese Lösung durch einen 5-Euro-STM32-Mikrocontroller und GRBL-Hal upgraden.
- Bei Bedarf: Hardwarebox kaufen, auf der auch GRBL-Hal läuft.
- für ca 300 Euro incl 4A-Treibern, deutscher Shop, CE Zeichen: OpenBuilds Blackbox X32: https://www.conucon.de/cnc-steuerungen/openbuilds-blackbox-x32-motion-control-system-mit-software_2000223_1863
- ca 100 Euro ohne Stepper-Driver, Import aus Kanada: Flexi-Hal
Umbau Mechanisch
Die Maschine ist an sich recht steif, allerdings sind die Fuehrungsschienen nicht mehr Stand der Technik. Ein Ziel koennte sein, diese durch moderne Profilschienen ("THK-Schiene") zu ersetzen. Im Idealfall waeren dann Eisenmetalle zu verarbeiten.
Umbau Antriebe
Es steht ein Satz Closed-Loop Stepper zu Verfuegung. Diese sind deutlich staerker, passen aber mechanisch nicht so einfach in die Maschine.
Umbau Spindel
Es steht eine wassergekuehlte 2.2KW Spindel mit ER25 Collet zur Verfuegung. Ein Vorteil dieser Spindel ist der deutlich bessere Rundlauf, so dass die Werkzeuge/Fraeser geschont werden. Die Spindel ist aber moeglicherweise zu schwer fuer den Stepper in der Z-Achse, daher ggf. abhaengig von "Umbau Antriebe". Es waere denkbar nur an der Z-Achse den Schrittmotor zu ersetzen. Ziel sollte dabei aber auch sein, dass bei Notaus die Spindel nicht absinkt, d.h. stromlose Haltekraft des Motors soll im Zusammenspiel mit der Kugelumlaufspindel (KUS) ausreichen, ggf. koennte statt einem starken Achsmotor eine KUS mit kleinerer Steigung verwendet werden oder aber fuer das Notaus Szenario auch eine Bremse verbaut werden.
Evtl. kann auch die Luftgekuehlte ER11 1.5 kW Spindel verwendet werden, Nachteil: Oberfraesenbits sind evtl. zu gross fuer ER11 (max. 7mm).
Spannsystem und Lineale
Das Lochraster für die Exzenter-Hebel ist manchmal zu gross:
→ zusätzliche Löcher im Mittelpunkt jedes Lochquadrates
→ zusätzliche kleinere Exzenter-Hebel könnten alternativ oder zusätzlich helfen
→ (versetzbare Lineale (50% des Rasters) haben den Nachteil, dass das Koordinatensytem jedesmal neu genullt werden muss?) (macht man eh nicht, einmal einspannen und nie wieder loslassen.
Die Excenter-Hebel könnten stabiler sein:
→ 3D-gedruckte Hebel
oder Laser-geschnitten aus festerem Material
→ Imbusschrauben-Kopf versenken (weniger Überstand → weniger Kollisionsgefahr mit Fräser)
→ Holz-Hebel brauchen eine Unterlegscheibe unter dem Schraubenkopf
Die Lineale sind nicht parallel zum Tisch:
→ neu ausrichten (und Imbusschrauben-Kopf versenken)
Standort
Maschine etwas von der Wand abrücken
(damit man um die Maschine herumgehen und den Fräs-Verlauf von allen Seiten kontrollieren kann).
Tisch-, Kapp-, Gehrungssäge ELU TGS 173 A5
Diese Zusammenfassung der wichtigsten Punkte für Sicherheit von Mensch und Maschine basiert auf den Betriebsanweisungen für Bau-Kreissäge und Kappsäge von der Berufsgenossenschaft und auf der ELU Bedienungsanleitung. Details und ausführliche Erklärungen finden sich dort.
Gefahren und Wichtiges
- Nutzung der Säge nur nach Einweisung.
- Eine Einweisung umfasst eine Besprechung der Gefahren und deren Vermeidung, sowie die praktische Übung am Gerät. Dokumentiert wird die Einweisung per Unterschrift.
- Gefahr von schweren Körperverletzungen möglich (z.B. Hand- und Fingerverletzungen) durch:
- Hineingreifen und Einzugsgefahr in das Sägeblatt bei fehlender oder beschädigter Schutzeinrichtung (Schutzhauben).
- Nichtbenutzung eines Schiebestockes beim Längsschnitt als Tischkreissäge
- Fehlen einer sicheren Auflage bei großen Werkstücken (Werkstück kann sich in Sägeblatt verkannten und wird
zurückgeschleudert)
- Rückschlag des Werkstückes durch falsche Wahl des Sägeblattes und/oder Fehlen des Spaltkeils. - Gefahr einer Gehörschädigung durch fehlenden Gehörschutzes
- Gefahr durch weg fliegende Teile
- Krebsgefährdung durch Buchen- und Eichenholzstaub
- Schlag durch elektrischen Strom bei Defekt der elektrischen Einrichtung
Verhaltensregeln
- Vor dem ersten Benutzen die Bedienungsanleitung durchlesen (hängt in der Nähe der Säge)
- Auf Ordnung und Sauberkeit achten
- Im Tischsägen Betrieb mit Parallelanschlag Schiebestock verwenden
- Im Gefahrenbereich dürfen sich keine Unbeteiligten aufhalten
- Späne dürfen nicht von Hand aus dem Bereich des laufenden Sägeblattes entfernt werden
- Bei Schaden an der Säge Maschine nicht verwenden und ZAM-Team benachrichtigen
- Arbeitsplatz nach dem Arbeiten reinigen
Schutzmaßnahmen
- Gehörschutz verwenden
- Schutzschuhe tragen (muss geklärt werden)
- Absaugung an Säge anschließen und benutzen
- Keine Handschuhe tragen, wegen Einzugsgefahr in Säge
- Finger immer soweit wie möglich vom Sägeblatt entfernen
- Enganliegende Kleidung tragen
- Säge muss sicher stehen
- Spaltkeil verwenden (im Betrieb als Tischkreissäge)
- Schutzhauben verwenden
- Vor dem Betrieb Prüfung der Anschlussleitungen auf Beschädigungen
- Überprüfen, ob Sägeblatt beschädigt ist