# Lastenrad ( in Bearbeitung )
# Lastenrad Einweisung
### Gefahren und Wichtiges
- **Nutzung nur nach Einweisung.**
Eine Einweisung umfasst eine Besprechung der Gefahren und deren Vermeidung, sowie die praktische Übung am Fahrrad Dokumentiert wird die Einweisung per Unterschrift.
- ***Was tun, wenn's einen unfall gibt?***
- *-noch zu bearbeiten-*
- **Nicht überladen**
- **Nicht für Personentransport geeignet**
### Nutzung
\- yet to come -
### Erteilen von Einweisungen
Das Erteilen von Einweisungen bedarf Erfahrung am Fahrrad und Klarheit bei der Vermittlung der Inhalte. Deshalb gibt sind nur folgende Personen einweisungsberechtigt:
- Axel Just
### Quellen und Lizenz
Die hier veröffentlichten Inhalte stehen unter der [CC-BY-SA 3.0 Lizenz](https://creativecommons.org/licenses/by-sa/3.0/).
Einige Textpassagen und Formulierungen wurden aus der [Lasercutter-Einweisung des FAU FabLabs](https://github.com/fau-fablab/lasercutter-einweisung) entnommen, welche ebenfalls unter CC-BY-SA lizensiert ist.
# Technische Details
Lasercutter: Zing 6030 mit 30W, [Herstelleranleitung](http://www.epiloglaser.com/downloads/pdf/zing_4.22.10.pdf), wurde Vertrieben durch [cameolaser.de](https://cameolaser.de)
Lüftung: [vacuAir UML-340](https://www.cameolaser.de/laser/absauganlagen/vacuair-uml-340/)
### VisiCut
Link: [http://visicut.org/](http://visicut.org/)
Git Repo mit ZAM-spezifischen VisiCut Einstellungen: [https://github.com/zam-haus/visicut-settings](https://github.com/zam-haus/visicut-settings)
Der zam Nutzer auf dem Lasercutter-Rechner kann dort hin pushen. Darauf achten, das nur gewollte Änderungen commited und gespushed werden.
# Foto-Samlung
Hier eine ausgewählte Sammlung an Bildern die die Lastenräder im Einsatz zeigen.
Um neue beizutragen einfach auf unsere[ Nextcloud hochladen.](https://cloud.betreiberverein.de/s/TmdCPyXeMX7L7kr)
# Log
#### 6.1.2023 - Kamera
Haben versucht die Kamera zu kalibrieren. Zunächst die Kamera mit Heißkleber fixiert. Dann die Marker gedruckt. Wir haben guvcview verwendet. Leider war die Ausleuchtung zu ungleichmäßig, so dass der Bereich um einige Marker zu hell und um andere zu dunkel war. Haben erstmal aufgegeben. -> Einschätzung: Es braucht eine Leuchtstarke Lampe die deutlich über dem Laser hängt und den Innenbereich gleichmäßig ausleuchtet.
Morty
# Wartung
## Wartung vom 06. Juli 2023
#### Anwesend:
- Jochen Hunger
- Kevin Bradenstein
- Herr Roger(?) von cameo/epilog
[Offizieller Servicebericht vom 06. Juli 2023](https://wiki.betreiberverein.de/attachments/105)
### Zustand vom Laser
- soweit alles im grünen Bereich 🥳
- **Querriemen** ist im oberen linken Arbeitsbereich etwas stärker abgenutzt
- erkennbar [an der Testgravur](https://wiki.betreiberverein.de/attachments/102) die "tttt" sind links ein bisschen fetter (sie wurden oben links im Laserbett gelasert) als die rechts (diese wurden oben rechts im Bett gelasert). Da man aber die einzelnen "t"s sich noch nicht berühren und man den Strich dazwischen deutlich sehen kann ist das noch voll im akzeptablen Rahmen
- *Empfehlung*: Tausch in ca. einem Jahr. Können wir selber machen. Kostenpunkt 20-30 Euro für das Ersatzteil
- **Laserröhre** ist bei ca. 30,5 Watt Maximalleistung
- ausgeliefert wird die Laserröhre in unserem Modell mit ca. 32-35 Watt Maximalleistung - wir liegen aktuell minimal darunter. Konkret wurden bei der ersten Messung 29,5 Watt und bei der zweiten Messung 31,5 Watt gemessen
- Unsere Röhre wurde *2016* verbaut. Wir befinden uns am Ende der durchschnittlichen Lebensdauer von *6 bis 6,5 Jahre.* [siehe Graph des Herstellers](https://wiki.betreiberverein.de/attachments/101)
- Im Betrieb unbedingt auf gleichbleibende Temperaturen achten. Temperaturschwankungen (auch über den Tag verteilt) sind ein großer Negativfaktor für die Lebensdauer der Röhre
- *Empfehlung:* Benötigte einstellte Leistung [bei bekannten Materialien](https://wiki.betreiberverein.de/attachments/103) beobachten: Sollte die benötigte Leistung für Gravur/Schnitt innerhalb von kurzer Zeit ansteigen, muss die Röhre getauscht werden. Kostenpunkt ca. 2800 Euro. Bei unseren aktuellen Messwerten kann nicht klar gesagt werden, ob wir uns [am Anfang des "Leistungsabnahme"-Knicks](https://wiki.betreiberverein.de/attachments/101) befinden oder ob wir noch ein paar Jahre Ruhe haben.
- **Sauberkeit**:
- Grundsätzlich ist unser Gerät im guten Zustand, jedoch sollen wir darauf achten auch "versteckte" Stellen wie Laufschienen, Linse, Spiegel regelmäßiger zu reinigen.
- *Idee:* Reinigungsplan (siehe unten) mit regelmäßigen Kontrollen und passender Anleitung im Wiki, wie man an schwierige Stellen kommt.
### Allgemeine Empfehlungen:
- **Abluft**
- **Empfehlung Vorfilter**: falls wir viel Hartholz/Stempel gravieren, wird uns ein Vorfilter empfohlen. Dieser erhöht die Lebensdauer des HEPA-14 Filters enorm: [Vorfilter im Cameo-Shop](https://shop.cameolaser.de/epages/cameolaser-shop.sf/de_DE/?ObjectPath=/Shops/cameolaser-shop/Products/34810000) Ersatzfilter kostet hier im Original von Cameo/Epilog "nur" 100 Euro. Herr Roger meinte jedoch, es wird ein LKW-Luftfilter verwendet (auf Anschlussmaße achten)- im [Internet kosten diese ca. 30-40 Euro](https://lkwteile.autodoc.de/hengst-filter/1734530)
- **Wechsel Aktivkohlefilter** erst nötig, sobald die Luft aus dem Umluftkasten merklich nach dem Verarbeiten Material zu stinken beginnt
- **Abluft nach außen:** Falls wir Abluft nach außen planen und hier etwas selber bauen (lassen) wollen, so sollen wir uns an dem Datenblatt der [kleinsten verkauften Abluftanlage von cameo ](https://www.cameolaser.de/laser/absauganlagen/vacuair-abl-615/)orientieren und hier unbedingt auf die Werte *Ventilautorenleistung* und *Pressung* achten
- **Reinigung**
- **Arbeitsraum**: *Bref Power Reiniger gegen Fett und Eingebranntes* eignet sich gut für alle Ablagerungen (und funktioniert auch z.B. auf gravierten Holz mit einer Bürste gegen Rußreste gut)
- **Linse/Spiegel:** Idealerweise [Linsenreiniger von cameo](https://shop.cameolaser.de/optoKLAR-Linsenreiniger-Inhalt-50-ml) verwenden. Im Notfall tut es auch 30% Isopropanol-Lösung. [Zusammensetzung vom Reiniger als Referenz.](https://wiki.betreiberverein.de/attachments/104)
- **Coole Links**
- [http://boxdesigner.frag-den-spatz.de/](http://boxdesigner.frag-den-spatz.de/)
- [https://kyub.com/](https://kyub.com/) (Boxmaker/CAD-Tool, closed beta)
### Reinigungsplan
#### Monatlich
- Laufschiene an der Brücke reinigen
- Linse checken (z.B. mit Taschenspiegel oder heraus schrauben) und bei Bedarf reinigen (spezieller cameo Linsenreiniger oder 30% Isopropanol)
#### alle halbe Jahre
- Seitliches Gehäuse links aufschrauben
- checken, ob nach oben gerichtete Lüfter frei sind
- interne Spiegel und Auslassfenster reinigen (mit Linsenreiniger)
- mit wenig Maschinenfett an den Fingern die Laufstangen (links uns rechts) einmal berühren - schmiert sich dann selber richtig
- Spiegel/Linsenwagen lösen (zuerst die zwei Schrauben, dann den Federmechanismus oben) und reinigen
# Best Practice
Sammlung von Erfahrungswerten und praktischen Hinweise für gängige Bastelprojekte
## Ideen und Vorlagen
- Vorlagen zum erstellen von Boxen und Aufbewahrungshilfen: [https://www.festi.info/boxes.py/](https://www.festi.info/boxes.py/)
- Verbindungen von Plexiglaselementen
https://store.curiousinventor.com/blog/how-to-make-cheap-lasercut-custom-boxes-for-your-diy-electronics/
## Workflow zum Lasercutten
Empfohlenes Vorgehen:
- Falls noch nicht erledigt: Eigenen Laptop mit Lasercutter verbinden. Dazu ins Zam Netzwerk einloggen. Die Einrichtung dauert unter 5 Minuten, die Arbeitsersparnis ist enorm - vor allem wenn mit Schriftarten gearbeitet wird, welche nicht auf dem ZAM PC installiert sind.
- Platte aus der gecuttet werden soll raussuchen (1. Müll, 2. Vorrat) und vermessen
- Dokument in Inkscape anlegen, mit den Maßen der Platte. Bei bereits ausgeschnittenen formen, einfach Platzhalter an die entsprechenden stellen ziehen. Im weiteren Verlauf bildet dieses Inkscape-Dokument quasi den digitalen Zwilling für die Platte im Lasercutter zur Verwaltung der freien Flächen.
- Lasercutt-Daten zu Dokument hinzufügen und auf der Platte positionieren
- rot, #ff0000ff: schneiden
- grün, #00ff00ff: markieren
- schwarz, #000000ff: gravieren
- blau, #0000ffff: ignorieren
- Nächstes Element (oder Elemente) zum cutten an den Lasercutter senden via VisiCut Plugin for Inkscape ([https://hci.rwth-aachen.de/visicut-inkscape-plugin](https://hci.rwth-aachen.de/visicut-inkscape-plugin))). Das Element wird genau gleich, wie in Inkscape positioniert. Zusätzlich werden alle Elemente als Pfade umgewandelt (bei nicht umgewandelten Elementen kann es zu Abweichungen beim Lasercutten kommen).
- VisiCut einstellungen treffen und Jobnamen festlegen.
Empfehlung Jobname: Initialien und aktuelle Minuten. Wenn Hans Müller um 18:35 Uhr einen Job versendet, wäre das "hm35". Das ist kurz und eindeutig.
## Materialkosten
Preisliste Stand 15. Januar 2024
[](https://wiki.betreiberverein.de/uploads/images/gallery/2024-02/4DMWV92PkVUFzfpp-240115-zam-lasercutterpreisliste.png)
## Steckverbindungen und Burn-Korrektur
Erfahrungswerte Burn-Korrektur: Bitte neuestes Datum oben
| Datum
| Gerät
| Material + Dicke
| Burn-Korrektur
| Eigetragen von
|
| 2024-01-19
| Zing 6030
| HDF 3mm
| 0.06
| Markus Dutschke |
### Hintegrund
Beim Erstellen von Rechteck-Steckverbindungen wie auf Pyboxes verwendet (ineinander greifende Rechtecke) müssen folgende Effete beachtet werden, um eine Passgenauigkeit zu erzielen, welche weit genug zum zusammenführen und eng genug für einen stabilen Halt ist:
- große des Laserstrahl
Die Schnittdicke des Lasers führt dazu, dass ineinander greifende Rechtecke eine ganz leichte Lücke aufweisen
- Materialeigenschaften
Verhalten und Oberfläche des Materials an den Schnittkanten bestimmt ebenfalls die Eigenschaften der Steckverbindung
- Laserstrahl ist nicht parallel sondern fokusiert
- Laserstrah ist nicht punktförmig, sondern oval
- Genauigkeit (Diskretisierung) Motorsteuerung
- (eventuelle) Schiefstellung des Lasers
Wenn der Laser nicht 100% Senkrecht steht, sondern ganz leicht schief, sind die Schnittkanten nicht mehr senkrecht und es wird etwas mehr Spiel benötigt, um Rechteck-Steckverbindungen zusammenzustecken. Diese extra Toleranzen hängen vom Zusammensteckwinkel und der Orientierung der Steckverbindung beim Lasercutten ab.
Der Einfachheit halber, fassen wir diese Effekte als **Burn-Korrektur** zusammen. Es ist am sinnvollsten diese empirisch zu ermitteln. Da auch andere Effekte als die Laserausdehnung eine Rolle spielen, muss diese nicht für alle Materialtypen und Dicken gleich sein.
### Definition der Burn-Korrektur
Bei der Definition der Burn-Korrektur lassen wir die anderen Effekte außer Acht und betrachten nur die physische Ausdehnung des Laserstrahl. Die Burn-Korrektur entspricht hierbei dem Radius des Laserstrahls.
Nehmen wir für die folgenden **Beispiele** eine **Burn-Korrektur von 0.06mm** an.
**Unterschied zwischen positivem und negativem Ausschnitt:**
Möchte ich also ein **Quadrat** von 6mm Kantenlänge ausschneiden, muss ich dieses **6.12mm** groß designen, da beim ausschneiden an beiden Rändern der Radius des Laserstrahls von 0.06mm zusätzlich abgetragen wird. Möchte ich hingegen eine **quadratische Aussparung** von 6mm Kantenlänge erzeugen, so muss ich dieses als **5.88mm** großes Quadrat anlegen, da der Radius des Lasers zusätzlich abgetragen wird.
**Abmessung Burn-Korrektur:**
Hier nocheinmal die typischen Bemaßungenbei einer Rechteck-Steckverbindung
[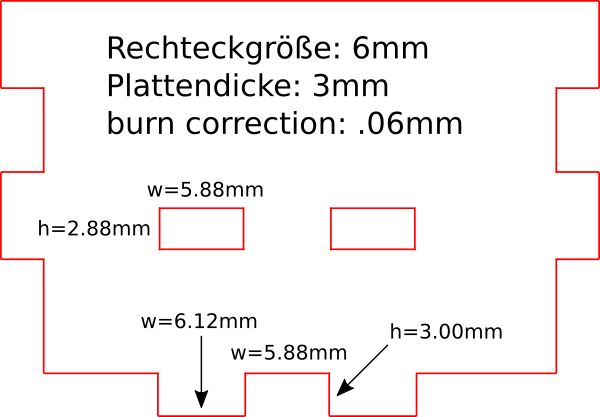](https://wiki.betreiberverein.de/uploads/images/gallery/2024-02/sPKaMzxvjFWAxxDB-240201-burnkorrektur.png)
Download als .svg: [240201\_burnKorrektur.svg](https://wiki.betreiberverein.de/attachments/139)
## Verbindung von Lasergecutteten Teilen
### Rechteck Steckverbindung
Standardverbindung. Zur vollen Stabilität noch kleben
### Kleben
### Einschmelzgewinde
## Schriftzüge auf Acryl