3D-Drucker
Mit 3D-Druckern kann man tolle Sachen machen, aber manchmal brauchen sie auch etwas Liebe, Wartung, oder einfach nur korrekte Bedienung.
Auf diesen Seiten wirst du bald eine Einweisung in die Benutzung, Informationen zur Abrechnung und eventuellen Reparaturen finden.
(Windfisch)
Hinweis: In diesem Bereich geht es um FDM-Drucker. Hier geht es zum Resin-Drucker
- 3D-Druck-Einweisung ("kleine" Drucker)
- Links zum Thema 3D Druck
- BambuLab Drucker
- Filamente für 3D-Drucker inkl. Wechselanleitung
- Bambu Lab H2C
- Lagerung Filament
3D-Druck-Einweisung ("kleine" Drucker)
Meta-Kram
Diese Einweisung gilt nicht für den Bambu Lab H2C. Der hat eine verpflichtende extra-Einweisung.
Wer darf benutzen, was kann passieren?
Bitte benutzt die 3D-Drucker nur, wenn ihr euch sicher im Umgang mit ihnen fühlt, um Verletzungen und Schäden zu vermeiden.
Die Düse des Extruders und das Druckbett werden sehr heiß, es besteht Verbrennungsgefahr.
Unsachgemäßer G-Code kann dafür sorgen, dass die Motoren des Druckers ungebremst gegen Hindernisse fahren und sie so beschädigen. Bitte achtet immer darauf, nur gcode, der auch für den entsprechenden Drucker erzeugt wurde, zu verwenden!
Vorsicht: insbesondere bei Bambu A1 und Bambu A1 Mini besteht Verwechslungsgefahr.
Keinen Metallschaber, Messer oder Ähnliches verwenden, um Objekte vom Druckbett zu entfernen, da das selbiges zerkratzen kann. (Stattdessen das Druckbett abnehmen und sanft biegen.)
Wer darf einweisen und wie?
Es braucht keine Einweisung; wenn ihr Hilfe braucht, fragt einfach jemanden, der oder die sich mit dem Drucker auskennt
Kosten und Abrechnung
Der Slicer sagt euch, wie viel Gramm ihr verdruckt habt. Bitte rechnet den aushängenden Grammpreis ab.
Einweisung
Auch wenn das 3D-Drucken unter den Begriff “Rapid Prototyping” fällt, kann ein Druck je nach Größe und Präzision gut mehrere Stunden dauern. Deshalb ist es um so frustrierender, wenn man nach Stunden hbemerkt, dass der Druck nicht geklappt hat. Damit alles gut klappt, lies daher dieses Dokument gut durch.
3D-Modelle
Modelle sollten im .STL-Format (Einheit: Millimeter) vorliegen. Man kann sich entweder seine eigenen Modelle erzeugen (z.B. mit Blender, OpenSCAD, FreeCAD, SketchUp o.Ä.), oder diese von Seiten wie https://www.thingiverse.com/ herunterladen.
Eine einfache und kostenlose Website zum Erstellen von einfachen 3D-Modellen ist tinkercad von Autodesk. Weitere Links zu Tools und Dingen findet ihr hier.
Slicer
Mit einem 3D-Modell, also einer Liste von Punkten und Dreiecken im 3D-Raum, kann ein Drucker noch nichts anfangen. Wir brauchen also erst einen Slicer, um das 3D-Modell in eine Liste von Anweisungen (Bewegungen und Temperaturwechsel) für den Drucker umzuwandeln: Den G-Code.
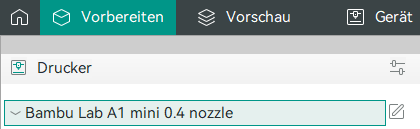
DIe Software, die mit allen Druckern vor Ort funktioniert, ist der kostenlose ORCA Slicer. D.h., dass ihr die Druckdatei damit auch außerhalb des ZAM vorbereiten könnt. Die Installation ist zu großen Teilen selbsterklärend, bis auf die folgenden Informationen, die man beim Einrichten angeben muss: Drucker, Düsen und Filamente. Die folgenden Drucker sind aktuell im ZAM (25.06.25):
 |
|
Die Einstellungen für die Drucker sind hier hinterlegt. Falls der Link evtl. nicht mehr gehen sollte: nach "Bambu" in der Suche suchen.
Todo: Düsen vervollständigen, Filamente ergänzen.
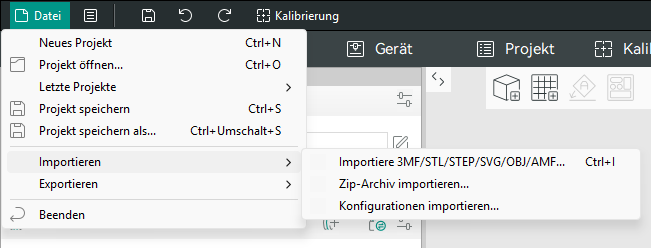
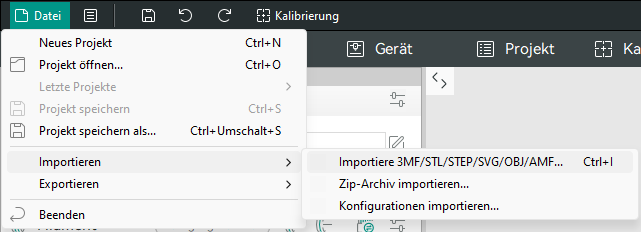
Die STL-Datei, die gedruckt werden soll, kann man über folgenden Menüpunkt importieren:
ToDo: weitere Schritte ergänzen bis zum Speichern der Druckdatei auf der SD-Karte.
Supports
Da der Drucker nach und nach Materialschichten aufeinander ablegt und nicht "in die dünne Luft" drucken kann, können manche Modelle garnicht oder nur mit Stützstrukturen ("Supports") gedruckt werden:
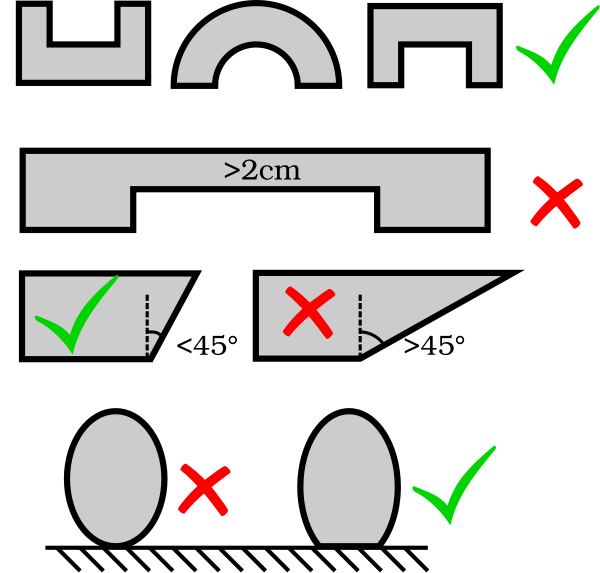
(Mit etwas Erfahrung ist ein Ausreizen der Limits über das Bild hinaus möglich, doch für Anfänger empfehlen wir ein vorsichtiges Herantasten.)
Ob der Slicer Supports erzeugen soll oder nicht, kannst du bei PrusaSlicer in der rechten Leiste einstellen.
Ebenso kann man dort den Grad des Infills (Wie hohl oder gefüllt soll das Innere des Modells werden) einstellen.
Filament
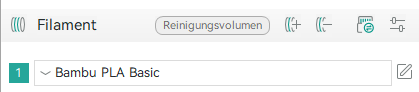
Da verschiedene Filamente mit verschiedenen Temperaturen gedruckt werden, stelle bitte das gewünschte Filament in der rechten Leiste ein (oder klicke aufs Zahnrad, um die Einstellungen selbst zu setzen), und stelle sicher, dass das Filament sich auch wirklich im Drucker befindet.
Falsches Filament kann zu fehlgeschlagenen Drucken oder sogar zum Verstopfen der Druckdüse führen.
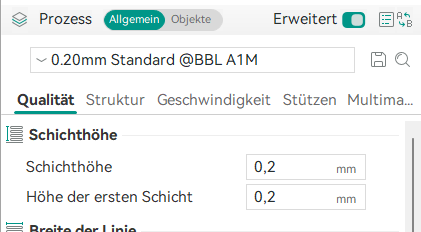
Qualitätseinstellung
Ebenfalls in der rechten Leiste können verschiedene Qualitätsstufen ausgewählt werden. Sie unterscheiden sich hauptsächlich in der Schichthöhe, wobei eine geringere Schichthöhe eine weniger stark ausgeprägte und feinere Rillenstruktur verursacht, dafür aber auch die Druckzeit verlängert.
Grundsätzlich empfiehlt es sich, die Schichthöhe zwischen 1/4 und 3/4 des Düsendurchmessers (meist 0.4mm) zu halten.
Stellt noch einmal sicher, dass ihr vor dem richtigen Drucker steht und das richtige Filament eingespannt ist. Das Druckbett sollte zur einfachen Ablösung mit Lösungsmittel gereinigt werden, bevor der Druck beginnt. Neben jedem Drucker steht das entsprechende Mittel und ein Schwamm. Wenn außen an der Extruderdüse Rückstände sind, wischt die nach dem Aufheizen auch ab (Vorsicht, heiß!).
Schaltet den Drucker an (Schalter ist meist hinten rechts), schiebt die SD-Karte hinein und wählt eure Datei aus.
Der Drucker wird automatisch mit dem Vorheizen beginnen und seine Motoren in die Begrenzungsschalter fahren. Nach einigen Minuten beginnt der Druck. Am besten wartet ihr die ersten paar Schichten ab, da hier noch am ehesten etwas schief gehen könnte.
Gedrucktes Objekt abnehmen
Nach dem Drucken den Drucker bitte wieder abschalten, Druckbett und Düse von Rückständen befreien und diese im Mülleimer entsorgen. Das Druckbett ist magnetisch und wird nach etwas Abkühlen abgenommen, um durch sanftes Biegen der Platte den Druck von ihr zu lösen.
Checkliste vor dem Druck
- Filamenteinstellung passt zum tatsächlich verwendeten Filament?
- Druckereinstellung passt zum tatsächlich verwendeten Drucker? (Für Fortgeschrittene: einschließlich Düsendurchmesser)
- Überhänge, in der Luft hängende Brücken etc angemessen mit Supports gestützt?
- Anfangsphase beobachten. Bei "Spaghetti" den Druck abbrechen, bei "ungesunden Geräuschen" sofort den Drucker am Ausschalter ausschalten.
- Druck vorsichtig(!) entfernen, Sauberkeit wiederherstellen.
Fortgeschrittenes
Wechsel der Druckdüse
TODO: Vielleicht will man dieses Kapitel woanders hin, da der Wechsel vom Druckermodell abhängt.
Hier kurz beschrieben, wie man die Düse bei einem BambuLab A1 Mini wechselt. Beim A1 funktioniert das ziemlich identisch.
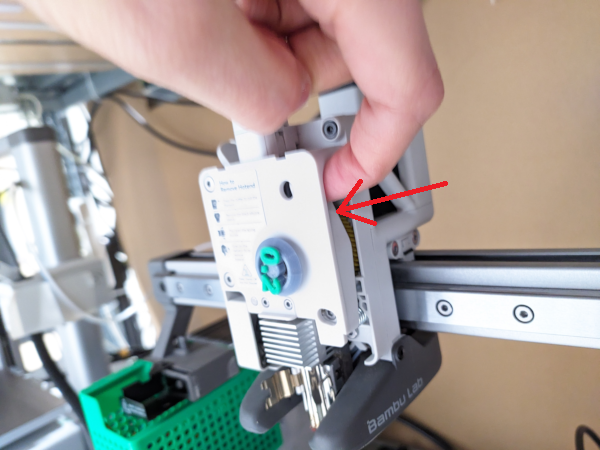
1) Als allererstes fahren wir den Druckkopf in die Mitte, sodass man gut mit der Hand an den Druckkopf drankommt:

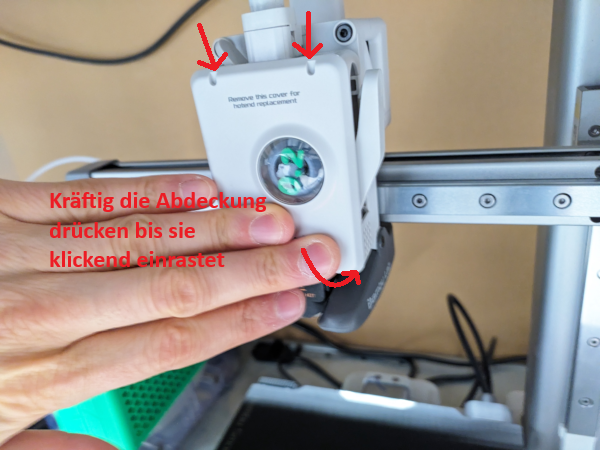
2) Mit dem Fingernagel zwischen die Abdeckung vom Druckkopf abhebeln. Das braucht etwas Kraft, aber bitte mit Gefühl.
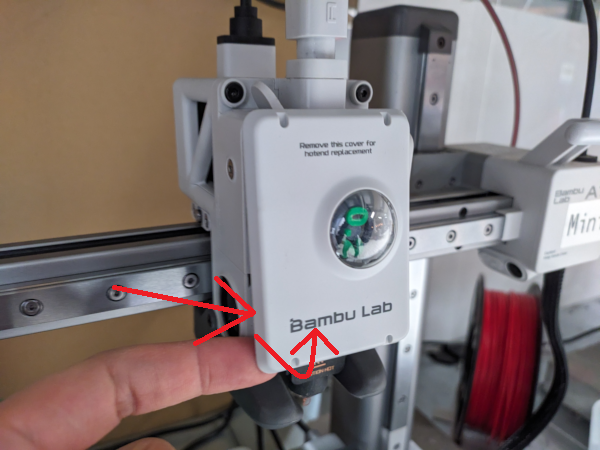
3) Die Abdeckung aushaken und abnehmen. Die Abdeckung wird an den markierten Stellen gehalten.

4) Die Silikonhülle außen greifen und nach vorne Abziehen.

5) Die Silikonform wird allein durch die Form auf der Düse gehalten. Man braucht auch da etwas Kraft,. Bitte aber aufpassen, dass die Silikonhülle oben nicht aufreißt.

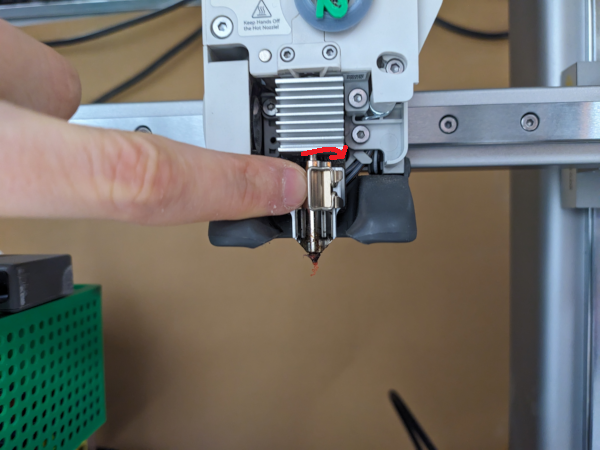
6) Jetzt stellen wir sicher, dass das Filament vom Rest in der Düse getrennt ist. Dazu einmal den Abschneideheben wie im Bild gezeigt (~5-10mm) reindrücken. Auch das erfordert potentiell etwas Kraft. Man spürt relativ schnell, wenn man das Filament durchgeschnitten hat, da dann der Hebel plötzlich sehr viel leichter nachgibt.
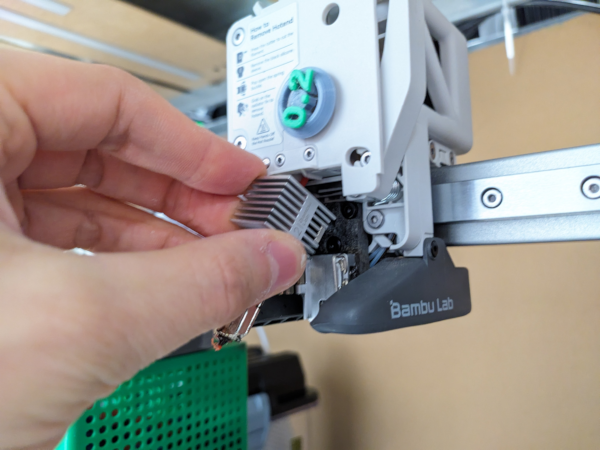
7) Nun lösen wir die Druckdüse. Dazu einmal den Fingernagel unter die Metallverriegelung und nach rechts aufklappen:
8) Nun entfernen wir die eigentliche Düse. Dazu einmal die Düse greifen und vorsichtig nach vorne rausziehen. Den unteren Teil zuest nach vorne rausklappen, da potentiell oben aus der Düse noch ein Filamentrest in den Druckkopf reinragt. Die Düse selbst wird mit einem Magneten festgehalten. Daher hier auch wieder: Etwas Kraft, aber nicht zu viel, aufwenden.


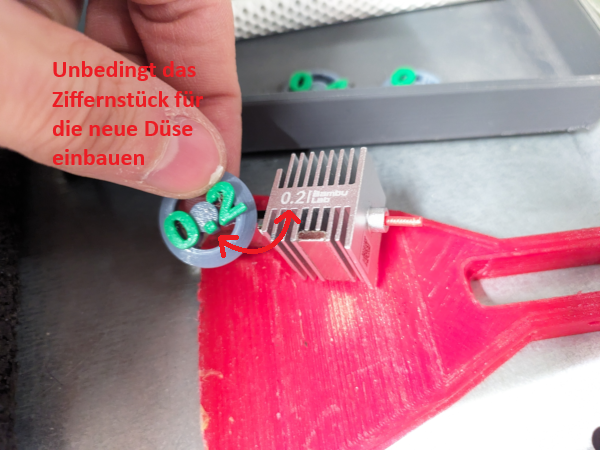
9) Die Düse ist nun ausgebaut. Wir können nun die neue Düse einbauen. Wichtig: Bitte für die neue Düse auch das neue zugehörige Ziffernstück wechseln. Das machen wir deshalb, damit man ohne größere Mühen von außen sehen kann, welche Düse grade eingebaut ist. Das Ziffernstück ist einfach nur auf die Achse draufgesteckt und kann mit wenig Kraft entfernt werden.

10) Und jetzt einmal wieder alles rückwärts:



11) Glückwunsch! Du hast eine Düse gewechselt.
Wechsel des Filaments
TODO
Erlaubte / Verbotene Materialien
Auf den offenen kleinen Druckern dürft oder könnt ihr einige Filamente nicht drucken:
Erlaubte Filamente:
- PLA
- PETG
- TPU
Verbotene Filamente:
- alles Carbon- oder Glasfaserverstärkte (oft mit -CF oder -GF im Namen): nur nach Rücksprache mit einer Betreuerin, da es den Verschleiß der Düse erhöht.
- Holz/Stein/etc Sonderfilamente: nur nach Rücksprache mit einer Betreuerin, da es den Verschleiß der Düse erhöht.
- ABS/ASA: verboten ohne Einhausung, da ungesunde Dämpfe entstehen.
Lizenz des Dokumentes
Verbreiten und Bearbeiten dieser Inhalte ist ausdrücklich erwünscht, du musst (in der Regel) nur
- Quelle und Lizenz korrekt angeben, wie etwa: Betreiberverein-Wiki: Benutzer-Einweisung 3D-Drucker, https://wiki.betreiberverein.de/books/werkstatten/page/benutzer-einweisung/, Lizenz CC-BY-SA 3.0, https://creativecommons.org/licenses/by-sa/3.0/.
- das neue (gesamte) Dokument auch unter dieser Lizenz veröffentlichen.
Dieses Dokument „Benutzer-Einweisung 3D-Drucker“ des ZAM und weiterer Autoren ist, bis auf besonders gekennzeichnete Stellen, lizenziert unter einer Creative Commons Namensnennung – Weitergabe unter gleichen Bedingungen 3.0 Unported Lizenz. Um eine Kopie dieser Lizenz zu sehen, besuchen Sie http://creativecommons.org/licenses/by-sa/3.0/.
Dieses Dokument basiert auf FAU FabLab et al.: Einweisung 3D-Drucker, https://github.com/fau-fablab/3d-druckereinweisung, Lizenz CC-BY-SA 3.0, https://creativecommons.org/licenses/by-sa/3.0/.
Links zum Thema 3D Druck
Software
Design
Die Liste bitte erweitern und mit Infos anreichern
- FreeCad - Etwas komplizierter, aber mächtig. (Win/Lin/Mac)
- GrundKurs auf Youtube
- Tinkercad - Im Browser. Für einfache Dinge
- openSCAD - textbasiertes 3D-Design, erlaubt auch parametrierbare Objekte.
- Tutorial - Schritt für Schritt Anleitung
- Cheatsheet - Überblick über die wichtigsten Befehle
- Fusion360 - Etwas komplizierter, aber mächtig, für Privatanwender kostenlos (Win/Mac)
Slicer
Software, um aus 3D-Objekten druckbare Dateien zu erstellen. Kommen meist von Druckerherstellern, aber können auch für andere Geräte verwendet werden.
Dinge
Die Liste bitte erweitern und korrigieren und mit Infos anreichern.
- Thingiverse - Von Ultimaker - meist nur stl
- Printables - Von Prusa - meist nur stl - z.T. mit Zusatzinfos, wie man am besten Druckt
- Creality Cloud - Von Creality - meist nur stl
- makerworld - von BambuLab
- GrabCad - Cad allgemein. Nach Software filterbar
- Liste mit Anbietern
- GitHub Suche nach *.stl
- GitHub Suche nach Objekten designt mit openSCAD
- STL-Generator für QR-Codes zum Erstellen eines QR-Codes als STL-Datei
- STL-Generator für Boxen
BambuLab Drucker
Grundlagen
- Bei den BambuLab-Druckern handelt es sich um HighSpeed Drucker. Bitte prüfe immer, ob dein Filament die hohen Geschwindigkeiten unterstützt und passe die Geschwindigkeiten ggf. im Slicer an
- Da wir verschiedene BambuLab Drucker haben, achtet bitte immer darauf den richtigen Drucker auszuwählen (A1 oder A1 mini)
- Wie bei jedem 3D-Drucker beobachtet bitte auch bei den BambuLab-Druckern die ersten Schichten
Nutzung
- Entwurf als .3mf, .stl, .olpt, .stp, .step, .svg, .amf, .obj vorbereiten. Ein einfaches, kostenloses und zugängliches Programm zum Erstellen von 3D-Modellen ist TinkerCAD.
Da es sich bei .svg um ein 2Dimensionales Dateiformat handelt, muss dieses im Slicer noch bearbeitet werden! - Datei in OrcaSlicer laden. Beim ersten Start und bei manchen Änderungen wirkt es so, als würde die Software nicht mehr reagieren - hier einfach Geduld haben!

- Drucker auswählen. Wichtig: A1 und A1 Mini unterscheiden, falsche Druckerauswahl führt ggf. zu Schäden am Gerät!

- Druckplatte auswählen.

Texturierte Platten haben eine rauhe Oberfläche (golden), man fühlt den Unterschied zu einer glatten Platte (schwarz) deutlich. - Filament auswählen. Mehr Infos zu Filamenten (dem Druckmaterial) findest Du im Artikel zu Filamenten.
Wenn Du nicht weißt, welches Filament eingelegt ist, frag bitte jemanden, der sich auskennt!
- Druckeinstellungen tätigen.

- Druckplatte slicen. In diesem Schritt wird berechnet, wie der Drucker das Material auf die Druckplatte aufträgt und das Modell "abfährt".

- Zuvor ausgewähltes Material im Drucker laden.
- Prüfen ob die richtige Druckplatte im Drucker liegt und diese korrekt positioniert ist.
- Prüfen ob die Druckplatte sauber ist, ggf. mit Wasser + Spülmittel oder Isopropanol sauber machen.
Sprühflasche und Schwamm liegen bei den Druckern. - Falls eine Netzwerkverbindung zwischen Rechner und Drucker besteht, die Datei an Drucker senden.

- Falls die Druckdatei per SD-Karte auf den Drucker gebracht wird, statt dessen die Option "G-Code als Datei exportieren" im Dropdown-Menü wählen, dann noch einmal klicken und dann auf der SD-Karte speichern:

- SD-Karte in den Drucker einlegen, mit den Kontakten sichtbar nach. Wenn die Karte beim Einschieben einen Widerstand hat und sich nicht gerade einschieben lässt, ist sie typischerweise falsch herum. Ggf. bitte jemanden vor Ort fragen, wenn Unklarheit besteht.
- Nicht wundern, dass es lange dauert, bis der eigentliche Druck losgeht - der Drucker macht diverse Kalibrierungsschritte, bevor er wirklich anfängt, zu drucken (mehrere Minuten).
- Erste Schichten beobachten, um sicherzugehen, dass Nichts schief geht.
- Schild mit Name und Kontaktdaten beschriften, inbesondere bei einem längeren Druck, falls ihr nicht in der Nähe bleibt
- Nach dem Druck abkühlen lassen. Die Druckbett-Temperatur muss mindestens unter 40°C liegen.
- Dann den Druck durch vorsichtiges Biegen der Druckplatte entfernen, der Druck löst sich dann normalerweise von alleine von der Platte. Falls sich das Objekt schwierig von der Druckplatte lösen lässt, kannst man einen der 3D-gedruckten Plastik-Schaber benutzen, die bei den Druckern liegen. Bitte nicht die Metallschaber benutzen, die können die Druckplatte beschädigen!
- Druckplatte säubern (s. Schritt 10).
- Druck wiegen, da so der Preis beim Checkout ermittelt wird. Eine Waage steht bei den 3D-Druckern.




Materialien
✅ Erlaubte Materialien
- PLA
- PETG
Bei Verwendung der 0.4er, 0.6er & 0.8er Nozzle sind noch erlaubt: - TPU (95D)
- Carbon (CF) Filamente
- Glasfaser (GF) Filamente
- Glitzer
- Holz
- GlowInTheDark
❌ Verbotene Materialien
- ABS und alle Unterarten
- TPU (außer 95D)
- ASA
- Alle Materialien die ein geschlossenes Gehäuse benötigen
Quellen und Lizenz
Die hier veröffentlichten Inhalte stehen unter der CC-BY-SA 3.0 Lizenz.
Filamente für 3D-Drucker inkl. Wechselanleitung
ENTWURF - muss noch von jemandem, der Ahnung hat, gegengelesen werden!
NOCH NICHT VERWENDEN!
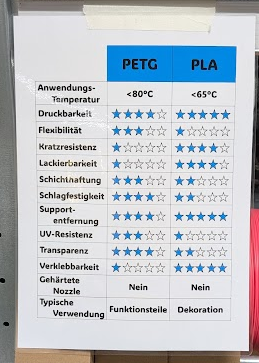
Das Druckmaterial im 3D-Drucker nennt sich Filament. In der Prototypen-Werkstatt stehen einige Filamente zur Verfügung. Die wesentlichen Unterschiede sind:
- Farbe
- Temperaturbeständigkeit
Mehr Details sind auf dem Aushang in der Prototypen-Werkstatt erklärt:
Das Wechseln des Filaments ist ein Schritt den man beim ersten Mal nicht alleine machen sollte, sondern mit jemandem, der es schon einmal gemacht hat. Dennoch hier die Schritte als Gedankenstütze für die Bambu Lab-Drucker A1 und A1 mini:
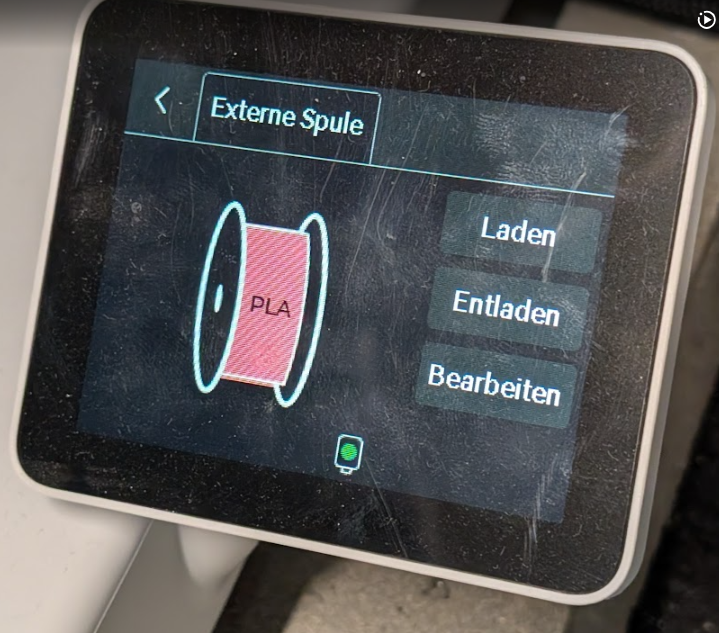
- Man wählt im Hauptmenü "Filament"

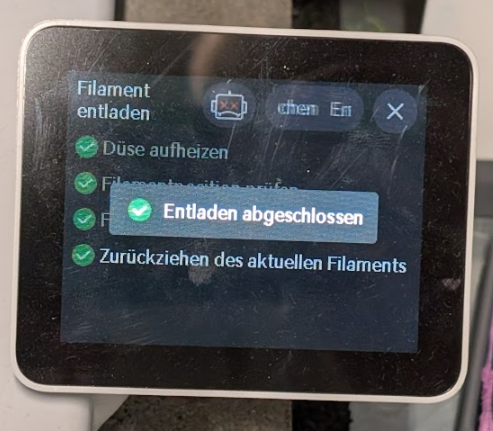
- Man drückt "Entladen", um das installierte Filament zu entfernen:

- Wenn das Entladen, also das Trennen des aktuellen Filaments vom Drucker abgeschlossen ist, kommt eine Bestätigungsmeldung. Evtl. muss man vor dem Abschluß das Filament etwas vom Drucker weg ziehen:

-
Nun kann das alte Filament entfernt werden:

- Nun laden wir das neue Fundament über das Menü mit "Filament laden":

-
Eventuell müssen Im nächsten Schritt Daten zum Filament angegeben werden:

Ob es sich tatsächlich um ein FIlament von Bambu Labs handelt, sieht man auf der Rolle:
-
Nun zeigt der 3D-Drucker dne Fortschritt beim Laden des FIlaments:

-
Im letzten Schritt wird überprüft, ob das neue Filament aus der Düse gekommen ist, dieser Schritt muss evtl. wiederholt werden, bis tatsächlich Filament aus der Düse kam:
- Fertig, das neue Filament ist geladen!





Bambu Lab H2C
Voraussetzungen
Wenn ihr keine 3D-Druck-Erfahrung habt und es euer Druck erlaubt, empfiehlt es sich, erst mit den kleinen Druckern anzufangen. (Außerdem hat der H2C gerade bei kleinen Drucken einen Zeitnachteil, den er erst bei großen Drucken wieder wettmacht.)
Wenn euer Modell den Bauraum oder die Funktionen (z.B. mehrere Extruder) benötigt, dann muss es halt der H2C sein. Lasst euch in dem Fall von jemand Erfahrenerem beraten, z.B. in einer Prototypenwerkstatt-Öffnungszeit.
Drucken auf dem H2C ist nur nach vorheriger Einweisung gestattet, da das Gerät doch komplexer ist und einiges schief/kaputt gehen kann.
Anleitung zum Drucken
Lest euch vorher die Anleitung in der Einweisung für die kleinen Drucker durch.
Allgemeine Infos zum H2C
Im wesentlichen ist der Druckprozess sehr ähnlich wie bei den Kleinen, allerdings hat der H2C natürlich einige Funktionen, denen man sich bewusst sein sollte:
- Mehrere Düsen: Der Drucker hat zwei Düsen. Mit denen kann schnell zwischen zwei Filamenten gewechselt werden. Praktisch für mehrfarbigigen Druck oder mehreren Materialien (z.B. anderes Material für Stüzen als für Druck). Wenn man also mit mehr als einem Filament druckt, sollte man also schauen, dass diese auf beide Düsen verteilt sind. Das spart Filament und Druckzeit.
- Hotend/Düsen-Magazin: Der Drucker kann eigenständig die rechte Düse/Hotend wechseln. Die Form unterscheidet sich von der linken zur rechten. Daher kann man beide nicht beliebig tauschen. In der Regel ist das auch nicht notwendig. Die linke Düse funktioniert wie bei den kleinen Bambus (Frage: Ist die Form kompatibel zu den kleinen Bambus?). Die rechte Düse hingegen kann der Drucker eigenständig mit einer Düse im Magazin rechts wechseln. Insofern genügend passende Düsen im Magazin vorhanden sind, muss bei einem Düsenwechsel auch kein Filament durchgespült werden, da dann jeweils immer nur ein Filamenttyp pro Düse verwendet wird. Beim Wechsel schneidet der Drucker das Filament eigenständig durch, sodass die Düse im Magazin abgelegt werden kann.
- AMS: Obwohl nur zwei Düsen im Drucker gleichzeitig gefüttert werden können, kann der Drucker mit mehr als zwei Filamenten drucken. Möglich wird das durch die zwei AMS ("Filamentlager"). Diese können beim Filamentwechsel eigenständig das abgeschnittene Filament wieder zurück aufrollen und das nächste wieder in den Drucker schieben (Detail: Natürlich nur dann notwendig, wenn in einer der beiden Düsen mit mehr als einem Filament gedruckt werden soll). Das befüllen und entnehmen der Filamente ist relativ selbsterklärend. Wenn non-Bambufilament in die AMS befüllt wird, unbedingt am Drucker manuell den Filamenttyp einstellen.
Zusätzlich dienen die AMS auch als Trockenbox. Wenn ihr seht, dass die Luftfeuchtigkeit hoch ist (>= 30%), der Drucker grade nicht verwendet wird, startet am besten das Trockenprogramm (wichtig für PETG!).
Wie drucke ich?
- AMS mit Filament befüllen. Am Drucker überprüfen, dass die Filamentfarbe und Typ richtig erkannt wurde
- Bambu Studio am Computer neben dem Drucker öffnen.
- Falls es aufpoppen sollte: Konfigurationsupdate wegklicken ("abbrechen")
- Neues Projekt erstellen
- Sync Infos -> Ok -> Synchronisiere weiterhin Filamente -> Ok
- Düsendurchmesser einstellen (Abschnitt "Linke Düse" & "Rechte Düse", beide müssen gleich eingestellt sein)
- Filamentzurordnung für die einzelnen Komponenten unter "Prozess" -> "Objekte" auswählen.
- (optional) Wenn die Farbinfos nicht im Modell enthalten sind, kann man in Bambustudio die Objekte bemalen. Das kann man mit dem Farbeimer machen, der auch bei den Werkzeugen zur Objektrotation, Skalierung, etc. zu finden ist.
- Bei Bedarf Stützen aktivieren (siehe unten für Details für anderes Stützmaterial bzw. Druck mit mehreren Filamenten)
- Druckplatte Slicen (TODO Filamentsparmodus/Benutzerdefiniert bzw. Zurordnung der Filamente mit Düsen. Wenn man das nicht richtig macht, muss man ggf. Filamente in eine andere AMS legen).
- Druckplatte Drucken
Mehrmaterialdruck
Allgemein
- Unterschiedliche Farben: Ziemlich unkompliziert. Rein optisch und für das Ergebnis relativ egal. Nimmt man eine andere Farbe für Stützen als für den Druck selbst, hat man ggf. Farbreste, die man später nicht mehr wegbekommt.
- Unterschiedliche Filamentypen: Achtung, unterschiedliche Materialien (z.B. PLA und PETG) haften schlechter als gleiche Materialien. Das kann gut und schlecht sein (siehe unten bzgl Stützen)
Stützmaterialien
- PVA: TODO (michy hat noch keine Erfahrung damit)
- PLA Stütze, PETG Körper (und andersherum): Ein Tipp beim Drucken von Stützen ist das Drucken mit einem Stützmaterial, was anders als das Material des eigentlich zu druckenden Teils ist (z.B. Teil aus PETG, Stützen aus PLA). Dadurch lassen sich Stützen leichter entfernen und das eigentliche Teil wird weniger wahrscheinlich beschädigt. Dadurch lassen sich auch wunderbar überhängende Flächen drucken, die auf einer soliden Stützfläche gedruckt werden.
Dazu unter den Stützeinstellungen das Stützmaterial bei beiden Punkten umstellen. Bambu Studio schlägt darauf Einstelländerungen vor, welche wir akzeptieren. Diese instruieren insb. den Drucker dazu den Stützkontakt flächig zu machen, was besseren Halt bietet und am Ende schöner aussieht.
Trotz Fläche auf Fläche bekommt man dann die Stützen dann noch gut ab. Das kann allerdings auch zum Nachteil bei kleinen Strukturen auf Stützen werden, da der eigentliche Körper dann nicht korrekt auf der Stütze beim Druck haftet. Insbesondere bei schwebenden Überhängen, die auf der untersten Schicht nicht mit den Hauptobjekt verbunden sind, gibt es gerne Probleme. Das liegt daran, dass der Drucker an einer Stelle ansetzen muss, wo kein gut haftender Untergrund ist. Sobald allerdings mal angesetzt worden ist, ists in der Regel kein Problem.
Erlaubte/Verbotene Filamente
Bitte benutzt ausschließlich die Bambu-Lab-Filamente (weiße/hellgraue Spule), da diese vom Drucker automatisch erkannt werden und euch Bambu Lab dann vieles richtig voreinstellt. Fremdfilamente nutzt ihr bitte nur, wenn ihr wisst, was dann zu tun ist und die Feinheiten der Einstellmöglichkeiten des Druckers kennt.
Non-Bambu Filamente können am Drucker in den Filamenteinstellungen manuell eingestellt werden. Diese werden dann auch korrekt in Bambu-Studio beim Synchronisieren übernommen. Bitte bei Fremdfilamenten unbedingt prüfen, dass die Rolle richtig in der AMS ohne Widerstand rollt. Tut sie das nicht, verschluckt sich die AMS (resultiert Filamentspaghetti und kaputten Druck!).
Beachtet bei den Filamenten unbedingt die Hinweise vom Bambu-Studio-Programm!
Erlaubte Filamente:
- PLA
- PETG
- TPU
- ABS (nur auf dem H2C!)
- ASA (nur auf dem H2C!)
- PVS (wasserlösliches Stützfilament. Achtung teuer!)
- PA
- PP
Verbotene Filamente:
- alles Carbon- oder Glasfaserverstärkte (oft mit -CF oder -GF im Namen): nur nach Rücksprache mit einer Betreuerin, da es den Verschleiß der Düse erhöht.
- Holz/Stein/etc Sonderfilamente: nur nach Rücksprache mit einer Betreuerin, da es den Verschleiß der Düse erhöht.
- Alle schwarzen Prusafilamentrollen. Diese sind minimal zu breit, klemmen dadurch und können von der AMS nicht rotiert werden.
Lagerung Filament
Vohanden:
- Polydryer
- Vorteile:
- Fertiges System
- Nachteile:
- Teuer ~15€ / Box bei Ali
- Box muss nach dem Trocknen vom Trockner genommen werden. (Das ist oft schwierig, weil jemand vor Ort sein und dran denken muss)
- Vorteile:
Ideen
- Tockenhaltekisten
- Vorteile
- Günstiger -> Ca 5€ / Stück bei Ali
- Nachteil
- Muss manuell getrocknet werde
- Teilweise kein Auslass
- Die durchdachten sind ähnlich teuer wie die von Polimaker
- Vorteile
- Trockenschank (inkl. Erkenntnisse aus Recherche)
- Alten Getränkekühlschrank verwenden
- Trocknung einbauen (Habe nichts fertiges gefunden was Taugt)
- Pielterelement mit zwei Kühkörpern
- Der Kühlkörper Heiß-Seite sollte groß sein um Wärme abzuführen und einen Lüfter haben. Der Lüfter sorgt auch für Zirkulation im Schrank.
- Der Kühlkörper auf der Kalt-Seite eher klein, damit der Taupunkt unterschritten wird (-4° oder so) bzw abgetaut ist.
- Anscheinend reicht ein Temp-Sensor an der Kalt-Seite und ein wenig rumprobieren mit Zeiten. Evtl basierend auf basierend auf dem Taupunkt.
- Das Kondensat kann über das Loch vom Kühlschrank abgeführt werden.