# Lasercutter
Mit den Lasercuttern im ZAM kann Kunststoff, Holz, Pappe und Papier graviert und geschnitten werden. Metall kann damit nicht bearbeitet werden. Es dürfen nur die dokumentierten Materialien verarbeiten werden! Alle Laser brauchen eine Einweisung.
Zur Verfügung stehen aktuell:
- ein Trotec Speedy 100 mit 45W CO2-Laser (Arbeitsfläche 61 x 30 cm)
- ein Trotec Speedy 400 mit 120W CO2-Laser (Arbeitsfläche 101 x 61 cm)
Einweisungen in die Lasercutter finden regelmäßig statt.
Die Teilnehmendenzahl pro Einweisung ist begrenzt, melde dich also über [unser Ticketsystem](https://ticketing.zam.haus/ZAM/prototypenwerkstatt/) an.
# Lasercutter Einweisung - Trotec Speedy 400 & Speedy 100
Sie gilt für den Trotec Speedy 400 ("großer Laser") und Speedy 100 ("kleiner Laser").
Beide verhalten sich relativ ähnlich, Unterschiede sind entsprechend markiert.
Weitere Details im [offiziellem Handbuch vom Speedy 400](https://www.manualslib.de/manual/829199/Trotec-Speedy-400.html#product-Speedy%20400)
### Gefahren und Wichtiges
- **Nutzung nur nach Einweisung.**
Eine Einweisung umfasst eine Besprechung der Gefahren und deren Vermeidung, sowie die praktische Übung am Gerät, inkl. eines “Rollenspiels” zum Brandfall. Dokumentiert wird die Einweisung per Unterschrift.
- **Gerät niemals unbeaufsichtigt betreiben, wegen Brandgefahr.**
Lasercutter schneiden und gravieren mit Hitze, d.h. sie erwärmen, verbrennen oder verdampfen das Werkstück (sehr gezielt). Dabei kann es zu unkontrollierten Bränden kommen. Deshalb muss der Lasercutter im Betrieb immer beaufsichtigt werden um im Bandfall schnell eingreifen zu können.
- ***Was tun, wenn es brennt?** Bei kleinen Flammen abseits vom Laserpunkt: Laserauftrag durch Pause/Play-Knopf pausieren und beobachten.*
1. *Deckel anheben (reicht meist)*
2. *Deckel ganz öffnen*
3. *Feuer mit nebenstehenden CO2-Löscher bekämpfen*
*Das HappyLab in Wien ist wegen eines unbeaufsichtigt laufenden Lasercutters einmal ausgebrannt.*
- **Nur geeignete Materialien verwenden, wegen Gefahren für Gesundheit und Gerät.** Keine unbekannten Materialien. Besonders keine Materialien die giftige Gase entwickeln können, wie zum Beispiel PVC, Teflon, etc. Der Filter wird diese Stoffe nicht restlos entfernen. Außerdem kann das Gerät, besonders die Linse und Spiegel, Schaden nehmen.
*Welche Materialien geeignet sind erfährst du im Abschnitt "Materialien".*
- **Keine leicht entzündlichen Sachen im Lasercutter bearbeiten, wegen Brand und Explosionsgefahr.**
Feuerzeuge (außer diese wurden noch nie befüllt), Gasflaschen und dergleichen können durch die eingebrachte Wärme Feuer fangen und sogar explodieren. Bei Akku-betriebenen Geräten muss der Akku entfernt werden, wenn das Gehäuse nicht aus Metall oder Glas ist, denn der Laser könnte sich durch das Gerät – bis zum Akku – schneiden und diesen entzünden.
### Nutzung
#### Am eigenen Rechner oder ZAM-Rechner
1. Vektordaten für Schnitte als SVG-Datei vorbereiten
Schnitte als rote Linien (RGB Farbe #FF0000) - Linienbreite wird ignoriert
Markierungen (Vektor-Gravur) als grüne Linien (RGB Farbe #00FF00) - Linienbreite wird ignoriert
2. Bilder für Gravuren als PNG oder JPG bereitstellen - diese werden von der Software automatisch in Graustufen konvertiert
3. Trotec Nutzungskarte des jeweiligen Lasercutters für die Anmeldung holen. (Es können mehrere Nutzer gleichzeitig auch von verschiedenen Rechnern eingeloggt sein. Diese müssen aber alle unterschiedliche Zugangsdaten nutzen - daher die Karten.)
#### Im Browser (Chromium / Google Chrome)
1. Im Chromium / Google Chrome Browser (**NICHT Firefox**) die folgende Adresse öffnen:
In den Anmeldebildschirm die **Zugangsdaten der jeweiligen Nutzungskarte** (Großer Laser/ Kleiner Laser) eintragen und auf "Anmelden" klicken
2. Die Steuersoftware von Trotec heißt "Ruby" und ist in vier Bereiche eingeteilt: Manage, Design, Prepare und Produce
3. Von der Startseite "Manage" zum Bereich "Prepare" wechseln:
[](https://wiki.betreiberverein.de/uploads/images/gallery/2024-05/cjblvdU6Dp8YWNvS-04-wechsel.png)
4. SVG Datei per Drag&Drop in den Arbeitsbereich ziehen:
[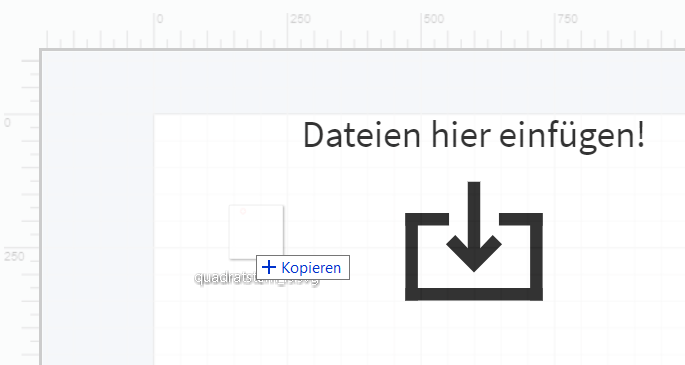](https://wiki.betreiberverein.de/uploads/images/gallery/2024-05/FgztauT8iAxxt0E7-05-dragdrop.png)
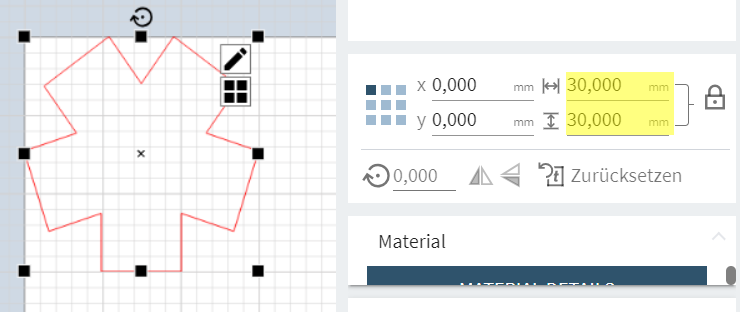
5. Die eingefügte Grafik hat in Ruby die "Anfasser" mit den Abmessungen der ursprünglichen **Dokumenten-Größe** (im Beispielbild 210x297 mm - also DIN A4), nicht der **Grafik-Größe** (hier 30x30 mm)
[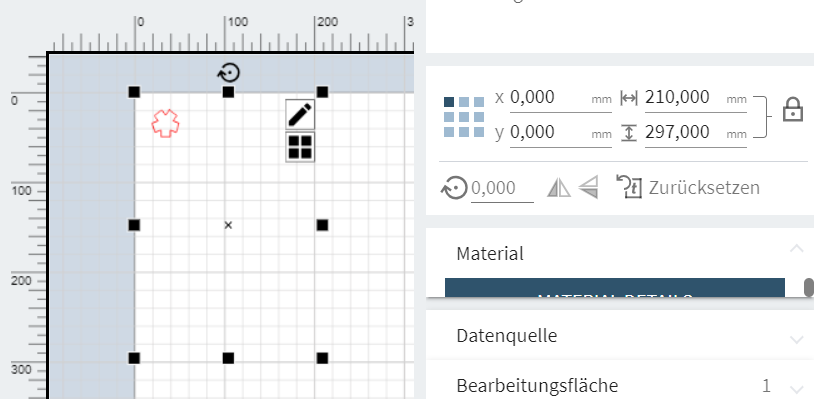](https://wiki.betreiberverein.de/uploads/images/gallery/2024-05/iui7a9hDqaWeUUQL-06-dokument.png)
Die Arbeitsfläche lässt sich mit der rechten Maustaste verschieben und mit dem Scrollrad zoomen.
6. Grafikbereich anpassen
 Edit-Button (im Rahmen der Eingefügten Grafik) anklicken, dann Grafik auswählen und "An Design anpassen" Button in der Menüzeile anklicken
[](https://wiki.betreiberverein.de/uploads/images/gallery/2024-05/K8muf6F5B4LhbF4I-08-anpassen.png)
Hier können nun auch die **Farb**-Zuordnungen geändert/korrigiert werden.
Anschließend "Job Aktualisieren" Button klicken: [](https://wiki.betreiberverein.de/uploads/images/gallery/2024-05/uyEgEMOrmXlrMCnk-09-aktualisieren.png)
7. **Kontrollieren**, ob die Größe und Position passt - ggf. durch manuelle Eingabe korrigieren:
[](https://wiki.betreiberverein.de/uploads/images/gallery/2024-05/SAuyIDYYZCuUcu7K-10-kontrolle.png)
#### Am Laser
1. Laser einschalten:
Dazu am Gerät den Schlüsselschalter nach rechts auf "Power" drehen. Der Deckel muss während der Laser "hochfährt" geschlossen bleiben und es ***darf sich kein Werkstück im Laser befinden.***
**Speedy 100:** Nach Abschluss fährt der Laser-Kopfs nach oben links.
Das Gerät piept noch einmal leise.
Die LED über der "Play"-Taste blinkt weiterhin grün.
**Speedy 400:** Der Laser piept beim Starten, das ist normal.
Nach Abschluss wechselt die Anzeige von "Gerät nicht bereit" zu "Queue ist leer" bzw. einer Liste der Jobs in der Queue (Warteschlange) wechselt.
2. Jetzt kann man sowohl den Laser-Kopf, als auch den Tisch mit den Bedientasten am Laser verfahren.
**Speedy 100:**
[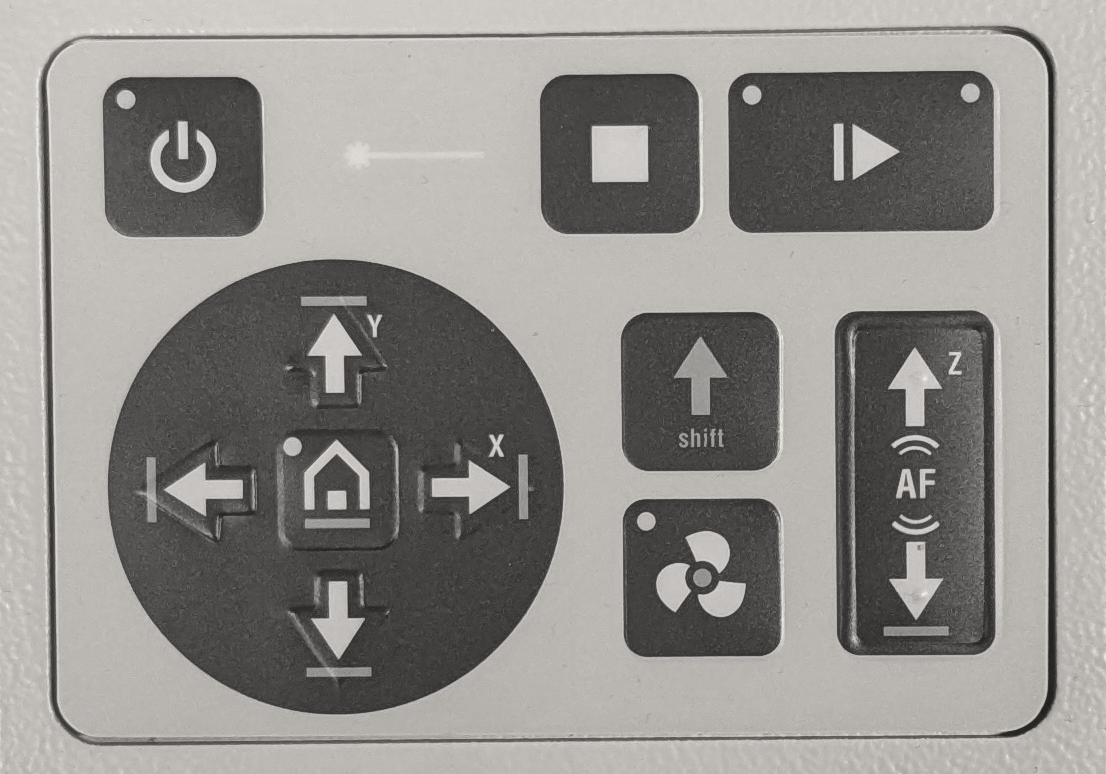](https://wiki.betreiberverein.de/uploads/images/gallery/2025-03/QdYYjqg6f7kB2Xhu-pxl-20250330-153848065-copy.png)
Die Tasten links verfahren den Laserkopf.
Die Tasten rechts fahren den Tisch rauf oder runter.
Zum Fokussieren fährt man nun den Kopf an eine geeignete Position des Werkstücks (angezeigt durch den roten Laserpunkt) und drückt zur Aktivierung des Autofokus die beiden rechten Tasten (hoch UND runter) kurz **gleichzeitig**.
**Speedy 400:**
[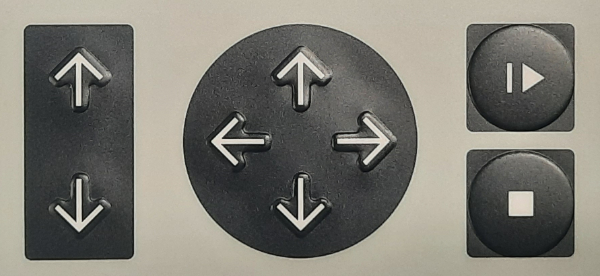](https://wiki.betreiberverein.de/uploads/images/gallery/2024-05/yMvrnWthyFwfN8Sy-13-panel.png)
Die Tasten links verfahren den Tisch rauf und runter, und die mittigen Tasten den Laserkopf.
Zum Fokussieren fährt man nun den Kopf an eine geeignete Position des Werkstücks (angezeigt durch den roten Laserpunkt) und drückt zur Aktivierung des Autofokus die beiden linken Tasten (hoch UND runter) kurz **gleichzeitig**.
#### Zurück im Browser (Chromium / Google Chrome)
1. Jetzt kann in Ruby das Design passend zum Werkstück platzieren - entweder über die Position des Lasers - die in Ruby durch das \[+\] Symbol auf der Arbeitsfläche dargestellt wird (die Grafik rastet mit den Anfassern und dem Zentrum darauf ein) - oder über die Kamera (siehe unten).
[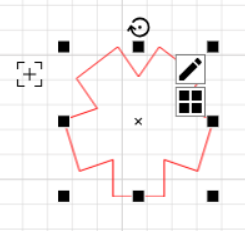](https://wiki.betreiberverein.de/uploads/images/gallery/2024-05/zJtMjl7LsTTx5j0Z-14-platzierung.png)
Für Foto-Gravuren zieht man einfach das Bild in den Ruby Arbeitsbereich, skaliert es bis es den Anforderungen entspricht, und platziert anschließend die Grafik wie oben für Vektorgrafiken erklärt. Auch Bilder rasten mit den Anfassern oder dem Zentrum am Marker für die aktuelle Laser-Position ein.
[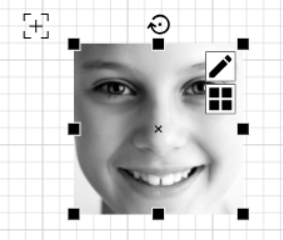](https://wiki.betreiberverein.de/uploads/images/gallery/2024-05/WTNN83OlpdJIuovD-22-images.png)
**Zur einfachen Platzierung kann man auch die eingebaute Kamera nutzen** - diese aktiviert man in Ruby mit der Schaltfläche "Tischkamera" [](https://wiki.betreiberverein.de/uploads/images/gallery/2024-05/uxx3Zg2fEdsTsG7M-15-camera.png). Es dauert einen Moment bis die Kamera aktiv ist.
2. Nun wählt man das passende Material aus der Materialdatenbank aus. Hier als Beispiel "Papier 300":[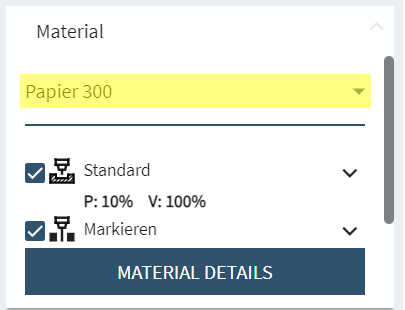](https://wiki.betreiberverein.de/uploads/images/gallery/2024-05/Fsq2MMJLOIN3OLaI-16-material.png)
Operationen/Arbeitsschritte denen keine Farbe zugeordnet ist werden nicht ausgeführt.
Möchte man die die Farbzuordnung, Laserleistung, Geschwindigkeit oder AirAssist (Zublasung direkt an der Düse/Schnittkante) ändern, so klickt man auf "Material Details". Dort dann entsprechend die Änderungen vornehmen. die zwei größten Stellschrauben sind:
**Leistung (P):** prozentuale Anteil der Laserleistung
**Geschwindigkeit (V):** prozentuale Anteil der Geschwindigkeit
Es gibt noch weitere Einstellungen, die jedoch eine kleinere Rolle spielen.
Wichtig sind noch die Unterschiede bei "Prozessgas":
**Speedy 400:** "Aus" keine Zublasung bei der Düse/Schnittkante
"Zublasung" durch den interne Kompressor (<<5bar)
**Speedy 400:** "Aus" keine Zublasung bei der Düse/Schnittkante
"Zublasung" durch den interne Kompressor (<<5bar)
"Gas 1" ist die externe 5 bar Druckluft
"Gas 2" ist nicht angeschlossen
Mit dem **rechten** Knopf speichern (der linke überschrieben die globalen Materialeigenschaften).
**Falls man sich hier nicht sicher ist bitte eine einweisende Person fragen.**
3. Jetzt kann man den Job zum Laser schicken, mittels "QUEUE" Knopf oben rechts.
[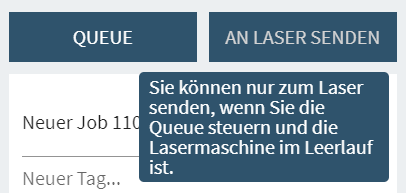](https://wiki.betreiberverein.de/uploads/images/gallery/2024-05/HDfhzJwyt8QHbmqq-11-ausgeschaltet.png)
Bei größeren Projekten sollte man vorher die Jobdauer berechnen mit einem Klick auf [](https://wiki.betreiberverein.de/uploads/images/gallery/2024-05/FDySbg8qZ0NzTamY-18-jobdauer.png)
**Speedy 100:**
Da ohne Display, oben "Produce" auswählen;
Bedienung und Anzeige dort analog zum Speedy 400.
Zum Starten des Laserauftrages müssen die Taster am Laser direkt verwendet werden.
*TODO Bild*
**Speedy 400:**
Am Laser unten links in die Warteschlange ("Queue") wechseln und den passende Auftrag auswählen.
[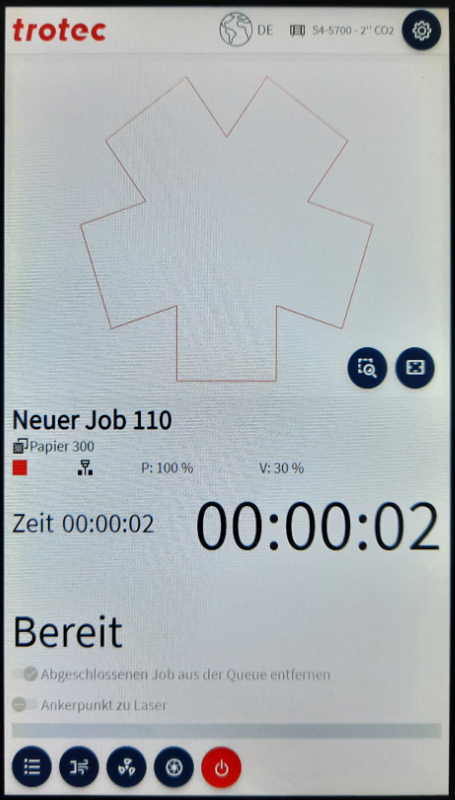](https://wiki.betreiberverein.de/uploads/images/gallery/2024-05/SsUWboPYeSK5z9vI-20-screen.png)
4. Jetzt kann die Ausgabe am Laser mit der "Play" Taste am Bedienfeld gestartet werden.
5. **Lasercutter bis zum Auftragsende beobachten**, **bei Feuer eingreifen**.
Sobald irgendwas gefährlich schief läuft (für Mensch oder Maschine), sofort Not-Aus-Taster drücken! Zum Wiedereinschalten muss der Laser dann ggf. neu gestartet werden.
[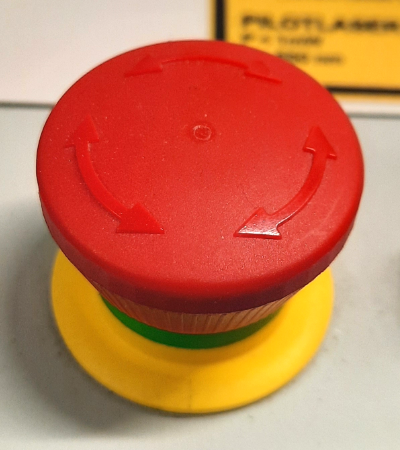](https://wiki.betreiberverein.de/uploads/images/gallery/2024-05/gnSqDluWAALNc5wN-23-emergency.png)
6. Werkstück entnehmen und Abschnitte - die auf dem Tisch/Gitter liegen - entfernen.
Falls kleinere Teile durch das Gitter gefallen sind kann dieses herausgenommen werden:
**Speedy 100:**
- Laserkopf manuell an die Startposition (oben links) fahren falls noch nicht dort.
- Tisch weit nach unten fahren (optional, macht das Herausheben einfacher)
- Gitter vorsichtig herausnehmen, dabei aufpassen dass man nicht an den Laserkopf stößt.
- Teile entfernen.
- Gitter wieder einsetzen. Darauf achten, dass es in den vorhanden Aussparungen "einrastet".
**Speedy 400:**
- Laserkopf manuell an die Startposition (oben links) fahren falls noch nicht dort.
- Tisch weit nach unten fahren (optional, macht das Herausheben einfacher)
- Druckknöpfe oben links und unten rechts entriegeln.
- Gitter vorsichtig herausnehmen, dabei aufpassen dass man nicht an den Laserkopf stößt.
- Teile entfernen.
- Gitter wieder einsetzen und mit Druckknöpfen verriegeln.
7. In der Zeit in der der Laser nicht aktiv genutzt wird ...
**Speedy 100:**
... bitte über den Schlüsselschalter wieder ausschalten - auf "0" drehen. Dies spart Strom und reduziert die Lautstärke deutlich.
**Speedy 400:**
... kann man diesen über das eingebaute Display in den Standby Modus schalten - das reduziert die Lautstärke erheblich. Dazu den Power-Button auf dem Display betätigen.
8. Nutzungskarte bitte wieder zurücklegen
### Materialien
Damit Materialien sicher für Mensch und Maschine sind, dürfen diese beim Erhitzen, Verbrennen oder Verdampfen nicht zu toxischen oder ätzenden Stoffen werden und sollte außerdem nicht "spritzen". Wenn Material auf die Linse spritzt wird diese leicht beschädigt (und Ersatz ist teuer).
##### Maximale Werkstückgrößen
**Speedy 100:** 30,5 x 60cm
**Speedy 400:** 60 x 100cm
Unsere Materialien vor Ort sind in der Regel auf 30 x 60cm zugeschnitten.
#### ✅ Erlaubte Materialien
- unbrennbares: Glas, Keramik, Stein
- dünne Lackschichten auf Metall (außer Teflonbeschichtung)
- Acrylglas (PMMA)
- PET (z.B. Overheadfolie, Bayer Vivak)
- Moosgummi (z.B. EVA Schaum)
- POM (Polyoxymethylen, z.B. Delrin)
- Papier, Pappe, Karton
- Holz (auch Sperrholz, MDF, HDF und ähnliche Werkstoffe nur aus Holz und Leim)
- "trockene" Nahrungsmittel, soweit bekannt, wie zum Beispiel Äpfel (nur gravieren), Butterkeks ohne Schokolade, Brezen, ...
- PE Polyethylen (z.B. DuPont Tyvek) / PP Polypropylen:
Schaumstoffe gehen gut
Platten schlecht laserbar, aber erlaubt
- PS Polystyrol bis 1mm Dicke
- PC Polycarbonat bis 1mm Dicke
- spezieller laserbarer Stempelgummi aus dem FabLab
- Heißlaminierfolie nur wenn sie laut Datenblatt des Herstellers aus PET+EVA besteht (keine Kaltlaminierfolie, diese enthält oft PVC)
- Baumwolle (auch Viskose), Leinen, Naturfasern
- Bastelfilz, wenn aus Viskose oder Viskose-Wolle-Mischung
Wolle stinkt beim Lasern wie verbrannte Haare, ist aber sonst nicht problematisch.
- Schellack *Verwechslungsgefahr* muss ausgeschlossen sein: Normale Schallplatten sind nicht aus Schellack sondern aus PVC und deshalb verboten.
#### ❌ Verbotene Materialien
- im Zweifelsfall: **alles was nicht erlaubt ist**
- nicht eindeutig identifizierbare Kunststoffe („irgendwas durchsichtiges“)
- spritzendes oder stark wässriges Material (Schokolade, ...)
- Schallplatten aus Vinyl (ist PVC). Alternative siehe: Schellack
- ABS, Epoxidharz (GFK, CFK, Platinen), weil es übelst stinkt
- PS Polystyrol / PC Polycarbonat dicker als 1 mm, weil es beim Lasern spritzt
- PA Polyamid / PU Polyurethan / Textilien mit Nylon- oder Elastan-Anteil / NBR-Gummi Nitrilkautschuk / alle Stoffe, die gleichzeitig H-, C- und N-Atome enthalten: entwickelt Blausäure (HCN)
- halogenhaltige Kunststoffe: PVC = Vinyl = Neopren, PTFE = Teflon (z. B. als „glitschige“ Beschichtung von Taschenmessern), PFA, ...
### Erteilen von Einweisungen
Das Erteilen von Einweisungen bedarf viel Erfahrung am Gerät und Klarheit bei der Vermittlung der Inhalte. Deshalb gibt sind nur folgende Personen einweisungsberechtigt:
- Kevin Bradenstein
- Melanie Wittig
- Julian Hammer
- Florian Jung
- Oliver Rennen
### Quellen und Lizenz
Die hier veröffentlichten Inhalte stehen unter der [CC-BY-SA 3.0 Lizenz](https://creativecommons.org/licenses/by-sa/3.0/).
Einige Textpassagen und Formulierungen wurden aus der [Lasercutter-Einweisung des FAU FabLabs](https://github.com/fau-fablab/lasercutter-einweisung) entnommen, welche ebenfalls unter CC-BY-SA lizensiert ist.
### Backup
[Backup der Materialeinstellungen vor dem entfernen von Trotec Defaults.](https://wiki.betreiberverein.de/attachments/140)
# Best Practice / Erfahrungsberichte
Sammlung von Erfahrungswerten und praktischen Hinweise für gängige Bastelprojekte
## Materialkosten
Preisliste Stand 15. Januar 2024
[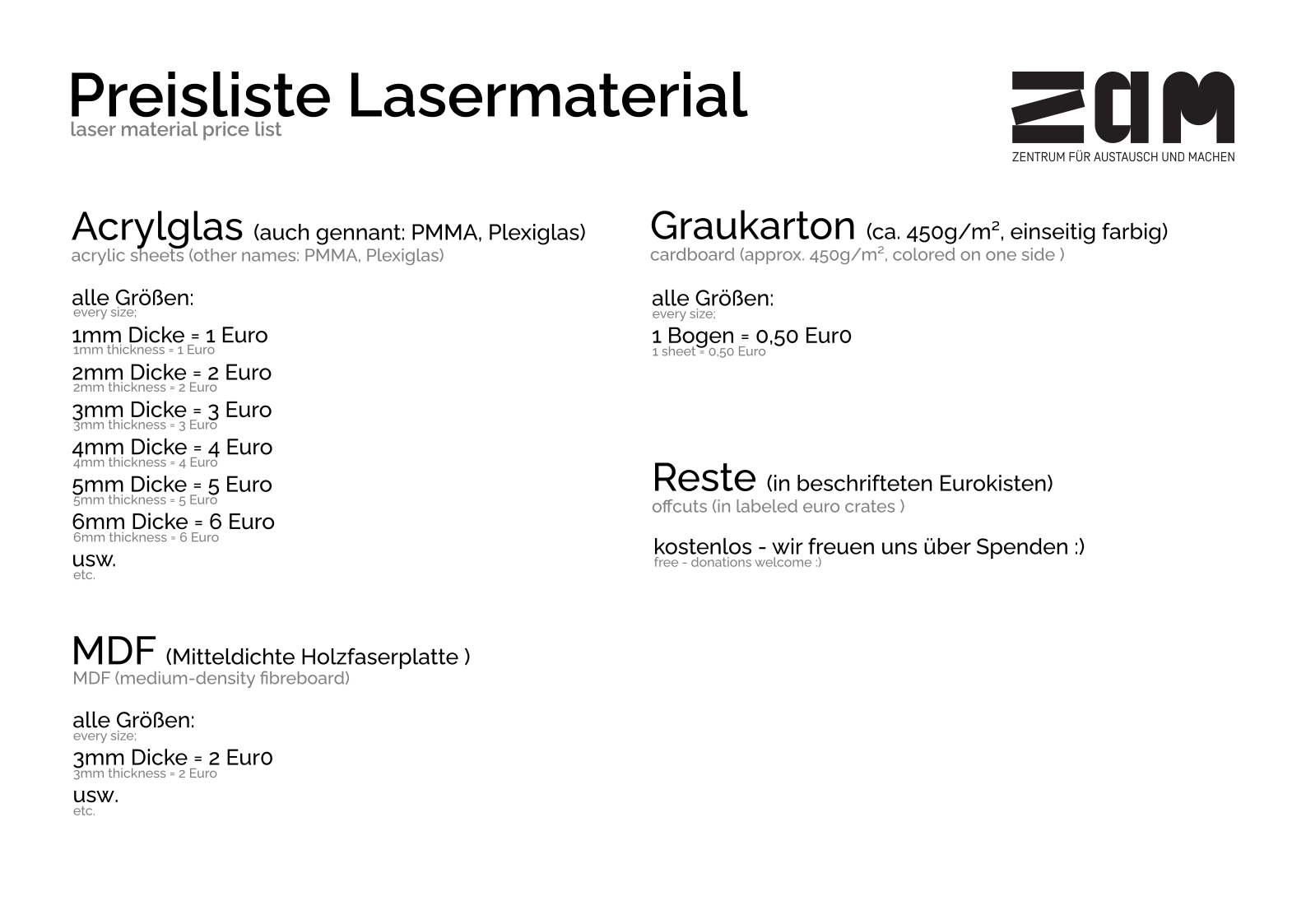](https://wiki.betreiberverein.de/uploads/images/gallery/2024-02/4DMWV92PkVUFzfpp-240115-zam-lasercutterpreisliste.png)
## Ideen und Vorlagen
- Vorlagen zum Erstellen von Boxen und Aufbewahrungshilfen: [https://boxes.hackerspace-bamberg.de/](https://boxes.hackerspace-bamberg.de/) (boxes.py)
- Verbindungen von Plexiglaselementen [https://store.curiousinventor.com/...](https://store.curiousinventor.com/blog/how-to-make-cheap-lasercut-custom-boxes-for-your-diy-electronics/)
### Ecken
Die Trotec Lasercutter behandeln Ecken intelligent und brauchen hier keine Hilfe. Beispielsweise bei boxes.py sollte bei "inner\_corners" anstelle von loop einfach corner ausgewählt werden. Sonst werden die Ecken doppelt gelasert.
## Steckverbindungen und Burn-Korrektur
Erfahrungswerte Burn-Korrektur: Bitte neuestes Datum oben
Datum
Gerät
Material + Dicke
Burn-Korrektur
Eingetragen von
2025-03-30
Trotec Speedy 400
HDF 3mm
0,05
Kevin Bradenstein
2024-01-19
Zing 6030
HDF 3mm
0.06
Markus Dutschke
### Hintergrund
Beim Erstellen von Rechteck-Steckverbindungen wie auf boxes.py verwendet (ineinander greifende Rechtecke) müssen folgende Effekte beachtet werden, um eine Passgenauigkeit zu erzielen, welche weit genug zum Zusammenführen und eng genug für einen stabilen Halt ist:
- Größe des Laserstrahls
Die Schnittdicke des Lasers führt dazu, dass ineinander greifende Rechtecke eine ganz leichte Lücke aufweisen
- Materialeigenschaften
Verhalten und Oberfläche des Materials an den Schnittkanten bestimmt ebenfalls die Eigenschaften der Steckverbindung
- Laserstrahl ist nicht parallel sondern fokussiert
- Laserstrahl ist nicht punktförmig, sondern oval
- Genauigkeit (Diskretisierung) Motorsteuerung
- (eventuelle) Schiefstellung des Lasers
Wenn der Laser nicht 100% senkrecht steht, sondern ganz leicht schief, sind die Schnittkanten nicht mehr senkrecht und es wird etwas mehr Spiel benötigt, um Rechteck-Steckverbindungen zusammenzustecken. Diese extra Toleranzen hängen vom Zusammensteckwinkel und der Orientierung der Steckverbindung beim Lasercutten ab.
Der Einfachheit halber, fassen wir diese Effekte als **Burn-Korrektur** zusammen. Es ist am sinnvollsten diese empirisch zu ermitteln. Da auch andere Effekte als die Laserausdehnung eine Rolle spielen, muss diese nicht für alle Materialtypen und Dicken gleich sein.
### Definition der Burn-Korrektur
Bei der Definition der Burn-Korrektur lassen wir die anderen Effekte außer Acht und betrachten nur die physische Ausdehnung des Laserstrahl. Die Burn-Korrektur entspricht hierbei dem Radius des Laserstrahls.
Nehmen wir für die folgenden **Beispiele** eine **Burn-Korrektur von 0.06mm** an.
**Unterschied zwischen positivem und negativem Ausschnitt:**
Möchte ich also ein **Quadrat** von 6mm Kantenlänge ausschneiden, muss ich dieses **6.12mm** groß designen, da beim ausschneiden an beiden Rändern der Radius des Laserstrahls von 0.06mm zusätzlich abgetragen wird. Möchte ich hingegen eine **quadratische Aussparung** von 6mm Kantenlänge erzeugen, so muss ich dieses als **5.88mm** großes Quadrat anlegen, da der Radius des Lasers zusätzlich abgetragen wird.
**Abmessung Burn-Korrektur:**
Hier nocheinmal die typischen Bemaßungen bei einer Rechteck-Steckverbindung
[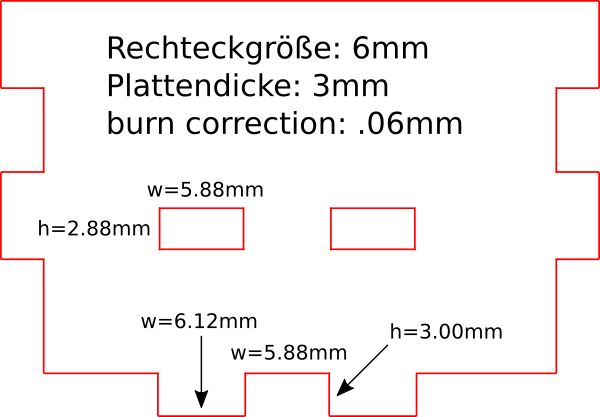](https://wiki.betreiberverein.de/uploads/images/gallery/2024-02/sPKaMzxvjFWAxxDB-240201-burnkorrektur.png)
Download als .svg: [240201\_burnKorrektur.svg](https://wiki.betreiberverein.de/attachments/139)
### Individuelle Gehäuse und Boxen parameterisiert mit Inkscape designen
Sowohl die Materialdicke als auch die Lasercuttereigenschaften können sich ändern. Da ist es verdammt schade, wenn die aufwändig designte SVG Datei für eine Box auf einmal nicht mehr funktioniert. Im folgenden wird eine Methode vorgestellt, wie Gehäuse und Boxen mit überschaubaren Aufwand so gestaltet werden können, dass sich die entsprechenden SVG Dateien schnell auf geänderte Materialdicke, Burnkorrektur, ... anpassen lassen.
Wie das ganze funktioniert, erfährst du in folgenden Youtube Video:
Und hier noch die entsprechende Datei als Vorlage: [vorlage\_gehaeuse.svg](https://wiki.betreiberverein.de/attachments/242) (wird aktuell gehalten).
## Verbindung von Lasergecutteten Teilen
### Rechteck Steckverbindung
Standardverbindung. Zur vollen Stabilität noch kleben
### Kleben
### Einschmelzgewinde
### Schriftzüge auf Acryl
### Beschriftungen in 3D-gedruckten Teile
Da man mit dem 3D-Drucker nur bedingt saubere Schriftzüge erstellen kann, hier eine kleine Anleitung, wie man schöne Schilder mit einem relativ einfachen 2-Farb-Druck (manueller Filamentwechsel) erstellen kann.
Hierzu erstellt man das Modell am besten so, dass nur 2 Lagen eine unterschiedliche Farbe haben. Damit der Farbwechsel im relevanten Modell sauber funktioniert, erstellt man einen kleinen Purge-Tower neben dem Modell, den man in der Modellliste dann ganz nach oben schieben muss, um als erstes in jedem Layer gedruckt zu werden. Dieser Tower muss nur so hoch sein, dass er von der zweiten Farbe eine Schicht enthält.
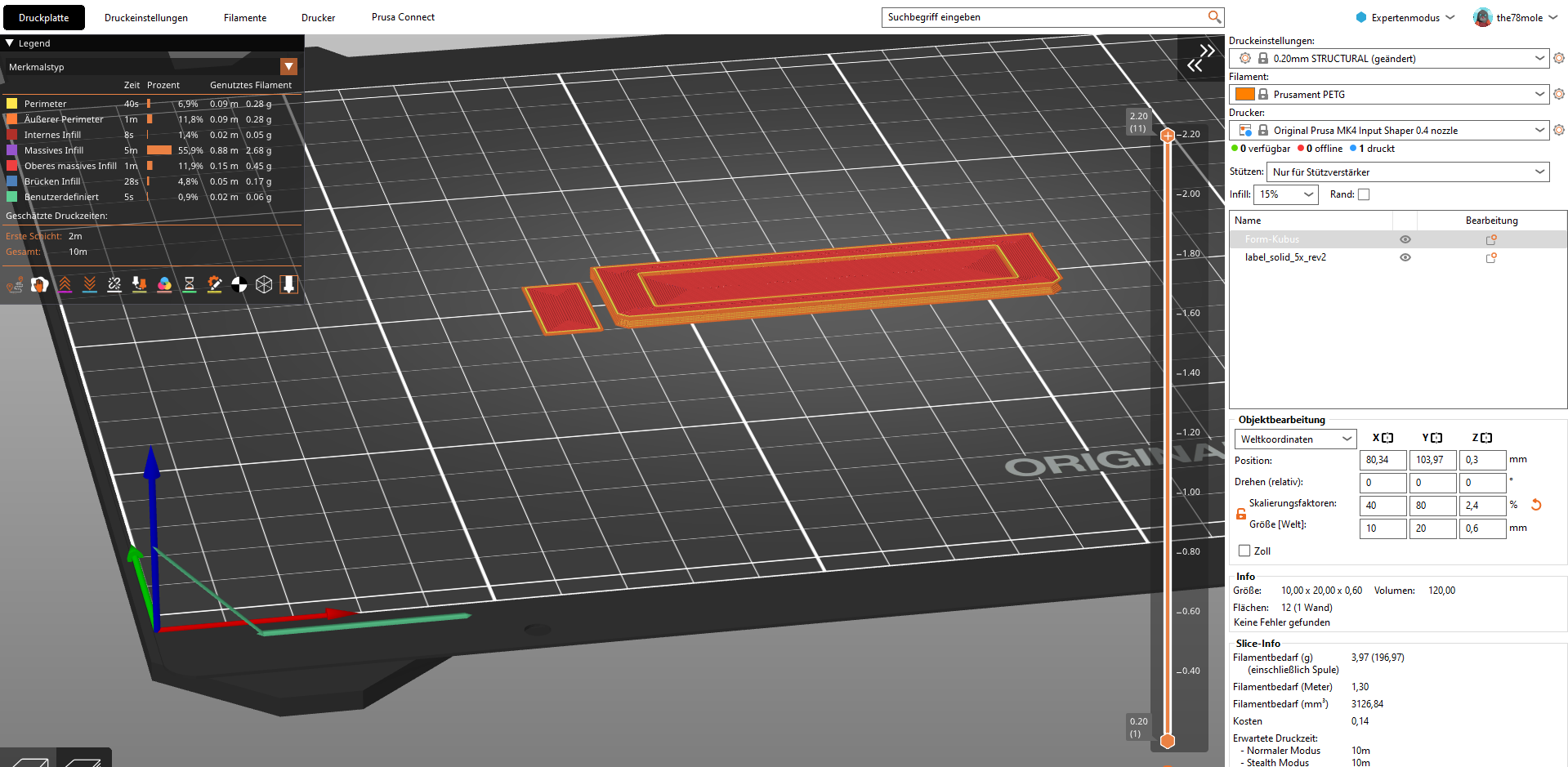
Hier ein Beispiel für die Schildchen des [Modern-Gridfinity-Case](https://www.printables.com/model/894202-modern-gridfinity-case).
[](https://wiki.betreiberverein.de/uploads/images/gallery/2024-11/rl0bLXooM50mY3eZ-image.png)
Der Purge-Tower ist 10 x 20 x 0,6 mm groß. Die Frontfarbe ist zwei Schichten dick, da bei einer Schicht und ungünstiger Farbkombination (z.B. schwarz - rot) der Kontrast ein wenig ärmlich wird.
[](https://wiki.betreiberverein.de/uploads/images/gallery/2024-11/eBtO6OChZS4Uoe7f-image.png)
Nun geht man in die Schicht auf 0,6mm höhe und klickt auf das (+)-Zeichen. Das Ergebnis sieht dann folgendermaßen aus. Das kleine (X) neben dem Höhelineal zeigt, dass man alles richtig gemacht hat. Durch Klick auf das (X) kann man den Farbwechsel auch wieder aufheben, sollte man sich vertan haben.
[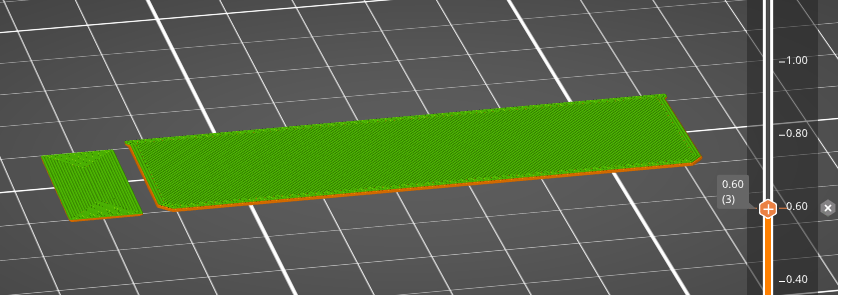](https://wiki.betreiberverein.de/uploads/images/gallery/2024-11/0pJKv2lhdU3q5mDn-image.png)
Nun kann man das Modell zum Drucker schicken (oder auf einen USB-Stick schieben) und drucken. Das sieht dann etwa so aus.
[](https://wiki.betreiberverein.de/uploads/images/gallery/2024-11/UoBDO5MpcYJh3ABI-image.png)
[](https://wiki.betreiberverein.de/uploads/images/gallery/2024-11/83YiWy6lVlPqhHur-image.png)
Nun kann man das Teil in den Lasercutter legen und mit der Gravur beginnen...
To be continued...
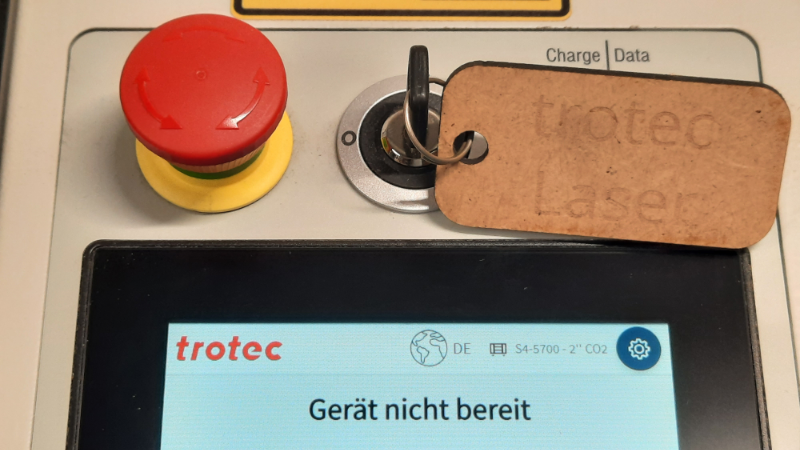
Am Ende kann es dann so aussehen:
[](https://wiki.betreiberverein.de/uploads/images/gallery/2024-11/N29pguwmxNEFSUmX-image.png)
### Versuche: Glas "schneiden"
**Fensterglas** (hat grüne Kante) wird mit der [TLS-Methode](https://de.wikipedia.org/wiki/Laserschneiden#Thermisches_Laserstrahl-Separieren_(TLS)) "geschnitten", mit max. Leistung und max. Frequenz.
- *Parameter experimentieren*: hier max. Leistung (120 W) und max. Frequenz (60 kHz) verwenden. Fokus muss oberhalb der Platte liegen, so dass der Strahldurchmesser auf der Glasoberfläche etwa 5 mm misst. Ein schmal-fokussierter Strahl (4"-Linse) wäre besser, aber der Abstand wird dann vermutlich zu groß? dann die 2"-Linse verwenden. Verfahrensgeschwindigkeit so wählen, dass der Spannungsriss von der Glasoberfläche möglichst bis unten geht (erste Einstellung 50 m/s).
- *Abschrecken*: Ideal wäre, wenn die Düse hinter dem Laserstrahl die Oberfläche kühlen (abschrecken) könnte... (kalte Luft, vernebelt)
- *Glas-Vorbereitung*: Das Glas muss zum Schneiden sauber sein. Erst beidseitig mit klarem Wasser waschen und anschließend trocknen. Dann entlang der vorgesehenen Risslinie mit Petroleum reinigen.
- *Initialriss*: Jede Schnittlinie braucht einen Initialtiss auf der Linie (einige mm), ausgeführt mit dem Hand-Laserschneider. Durch die thermische Energie des Lasers und die Ausdehnung des Materials wird der Initialriss dann fortgeführt.
- *Entlastungsschnitte*: Wenn der Schnitt nicht von einer Glaskante zur anderen geht, sondern eine *geschlossene Form* geschnitten werden soll, dann braucht man Entlastungsschnitte. Zuerst wird 1. die geschlossene Form geschnitten (beispielsweise ein Kreis) . Anschließend werden 2. ausgehend von der bereits geritzten Form zur Außenkante des Glases mehrere Entlastungssschnitte gemacht, die den Verlust-Teil außen rum in mehrere Stücke teilen. Dazu wird für jede Linie mit dem Hand-Glasschneider ausgehend von der bereits geritzten Linie ein durchgehender gerader Initialriss gemacht bis zur Außenkante der Glasscheibe.
Alternative ist [Wasserstrahlschneiden](https://de.wikipedia.org/wiki/Wasserstrahlschneiden). Anbieter: [metallundleben.de](https://www/metallundleben.de) Nürnberg (1 Schnitt 150 cm 150 € plus Material).
### Gravieren
##### Tipps:
- Die Gravur soll von vorne nach hinten ausgeführt werden. Die Gravur wird dadurch sauberer, da keine Rückstände auf dem Weg zum Auspuff über frisch gravierte Teile geblasen werden.
- Luftunterstützung aktivieren ("On")
- Laserkorrektur (LC-Wert) auf 10 einstellen
- Material muss über den gesamten Arbeitsbereich flach bleiben.
- Durch Erhöhung des Z-Offsets (kontrollierte Entschärfung) wird der Kontrast erhöht und das Gravurbild dunkler.
Das kann aber auch die Gravurdetails verringern.
### Gravieren von Glas
Um Glasflaschen zu gravieren, eignet sich die Einstellung "Glass Industrial | 2.0mm".
Am besten unter Materialeinstellungen / Fortgeschritten noch als Dithering-Algorithmus "Stucki" auswählen.
# Technische Details: Trotec Speedy 400
### [](https://wiki.betreiberverein.de/uploads/images/gallery/2024-05/hwLzam7Xln2locxX-12-einschalten.png)
### Spezifikationen
### Zubehör
Zum Speedy 400 gibt es im ZAM folgendes Zubehör:
##### Fokuslinsen
**Fokuslinse**
**Gravieren**
**Schneiden**
**2"** = 5,08 mm Brennweite
Grafiken mit mittleren Details und Auflösung (500 dpi Auflösung; mit verminderter Schärfe bis 100 dpi Auflösung),
Standard-Gravuren
Mittlere Laserleistung,
Acryl < 8 mm,
Holz mittlerer Härte < 12 mm.
**4"** = 10,16 mm Brennweite
Brandgravur Holz, Lasergravieren Grafiken mit geringer Detaillierung mit hohen Laserleistungen
Schaumgummi
# Rotationseinheit -- Einweisung
Der Trotec Speedy 400 ("der große") kommt auch mit einer Rotationseinheit. Mit dieser kann man Rundgravuren, z.B. um Tassen, Flaschen etc. anfertigen.
Ihre Benutzung birgt allerdings einige Tücken und zusätzliche Gefahren, deshalb ist die Nutzung **nur mit einer zusätzlichen, per Unterschrift bestätigten, Rotationseinheits-Einweisung** erlaubt!
### Einweisung
#### Installation
Die Rotationseinheit liegt unter dem Laser. Um sie einzubauen, muss erst der Lasertisch ganz nach unten gefahren werden (dafür muss der Laser an sein), und der Laser muss wieder ausgeschaltet werden.
Es empfiehlt sich, die rote Klappe herunterzuklappen, dann hat man mehr Bewegungsfreiheit
Bild
[](https://wiki.betreiberverein.de/uploads/images/gallery/2025-05/arSat7SsA6MIeepw-img-20250517-002447.jpg)
Dann kann man die Rotationseinheit auf das Lasergitter setzen, sodass die Löcher links und rechts in die Stifte im Lasertisch einrasten:
[ ](https://wiki.betreiberverein.de/uploads/images/gallery/2025-05/mICeQxl39j4t3Cfs-img-20250517-002707-2.jpg)[](https://wiki.betreiberverein.de/uploads/images/gallery/2025-05/D8romf13JEUzBlUn-img-20250517-002814.jpg)
Die Winkelverstellung muss ganz heruntergeklappt sein. Das Kabel wird **bei ausgeschaltetem Laser** in den Anschluss in der linken Innenwand eingesteckt. Danach wird der Laser eingeschaltet. Achtung: Der Laserkopf fährt automatisch über die Rotationseinheit. Kollisionsgefahr!
**Achtung:** Die Rotationseinheit darf nur **bei ausgeschaltetem Laser** eingesteckt werden!
#### Linsenwechsel
Der Laser kann mit einer 2-Zoll oder einer 4-Zoll-Linse betrieben werden. Die beiden unterscheiden sich in der Brennweite, d.h. darin, wie weit das Werkstück vom Laserkopf entfernt sein muss.
Für Arbeiten mit der Rotationseinheit bevorzugen wir die 4-Zoll-Linse, da das die Gefahr von Kollisionen mit der Einheit oder dem Werkstück reduziert.
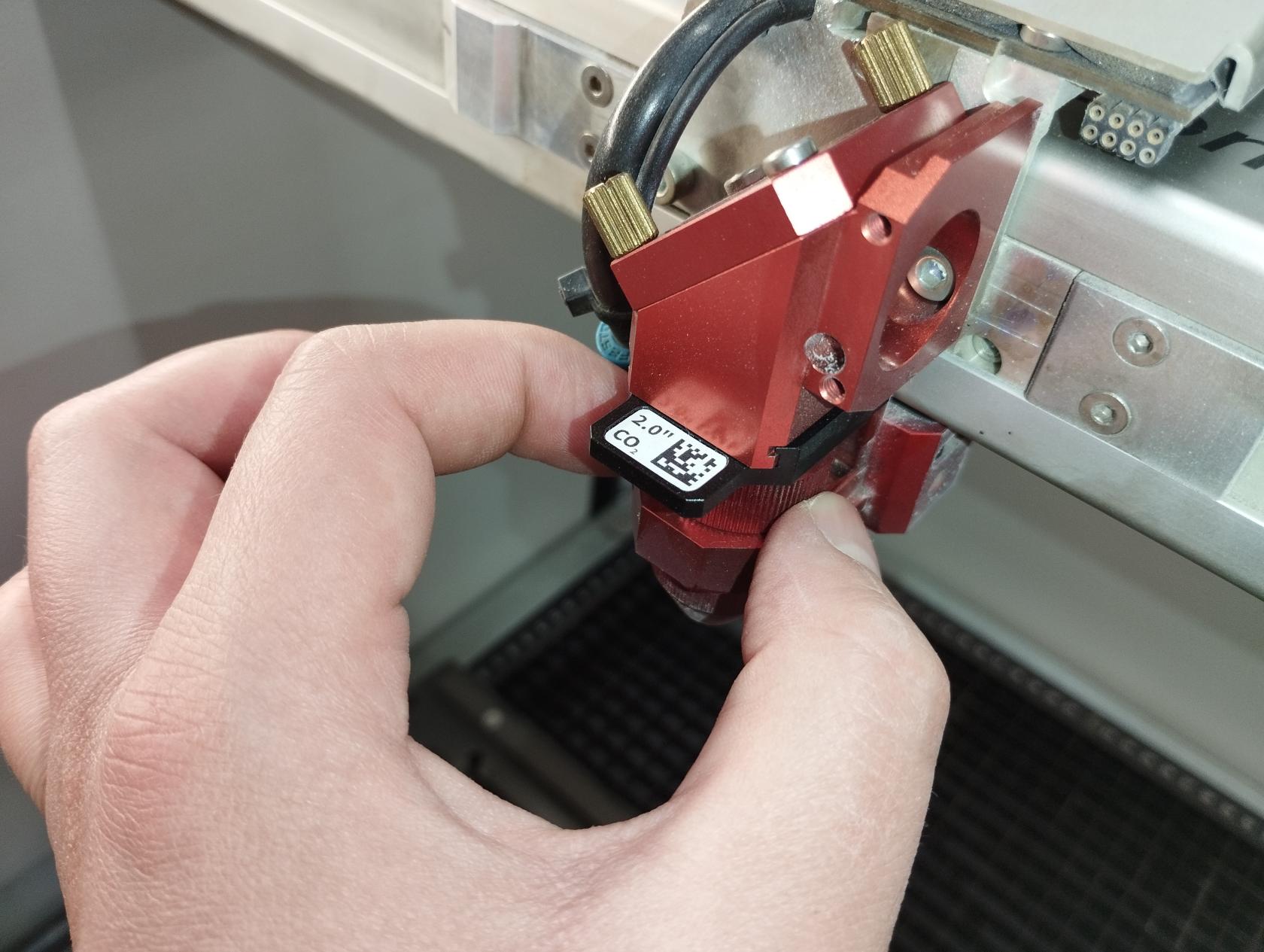
**Achtung: Linsen sind empfindlich und teuer.** Nur in der gepolsterten Linsenbox ablegen!
[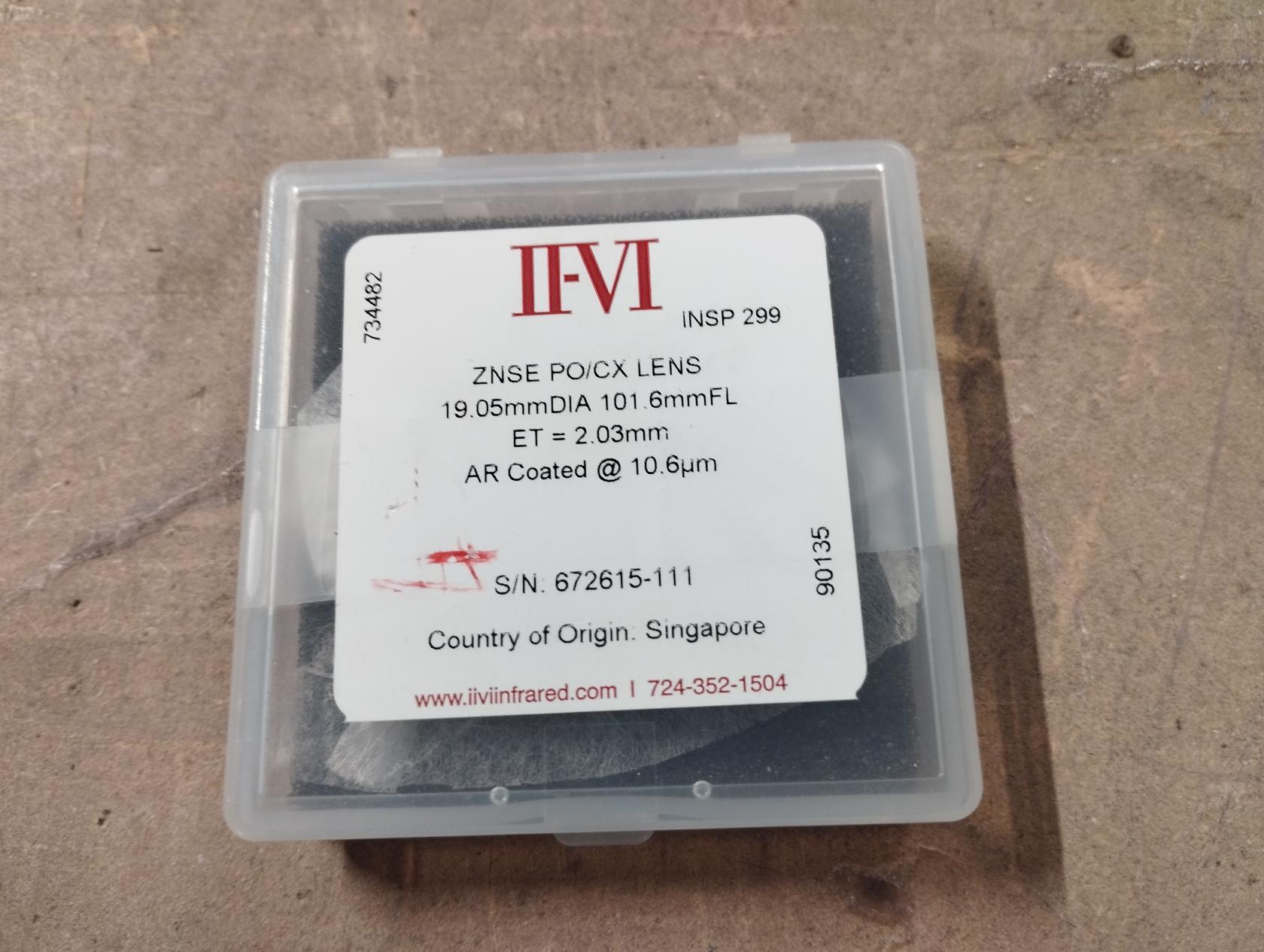](https://wiki.betreiberverein.de/uploads/images/gallery/2025-05/uMpJLxCSRNobatvO-img-20250517-003137.jpg)[ ](https://wiki.betreiberverein.de/uploads/images/gallery/2025-05/FZtt5w3x9z8xQoLD-img-20250517-003145.jpg)
Um die Linse auszutauschen, wird erst der Zylinder unterhalb der Linse etwas nach unten geschraubt. Dann kann die alte Linse herausgezogen und die neue eingeschoben werden. Dann mit dem Zylinder wieder fixieren:
[](https://wiki.betreiberverein.de/uploads/images/gallery/2025-05/rdOaXcg2fxaKQXci-img-20250517-003256.jpg)[ 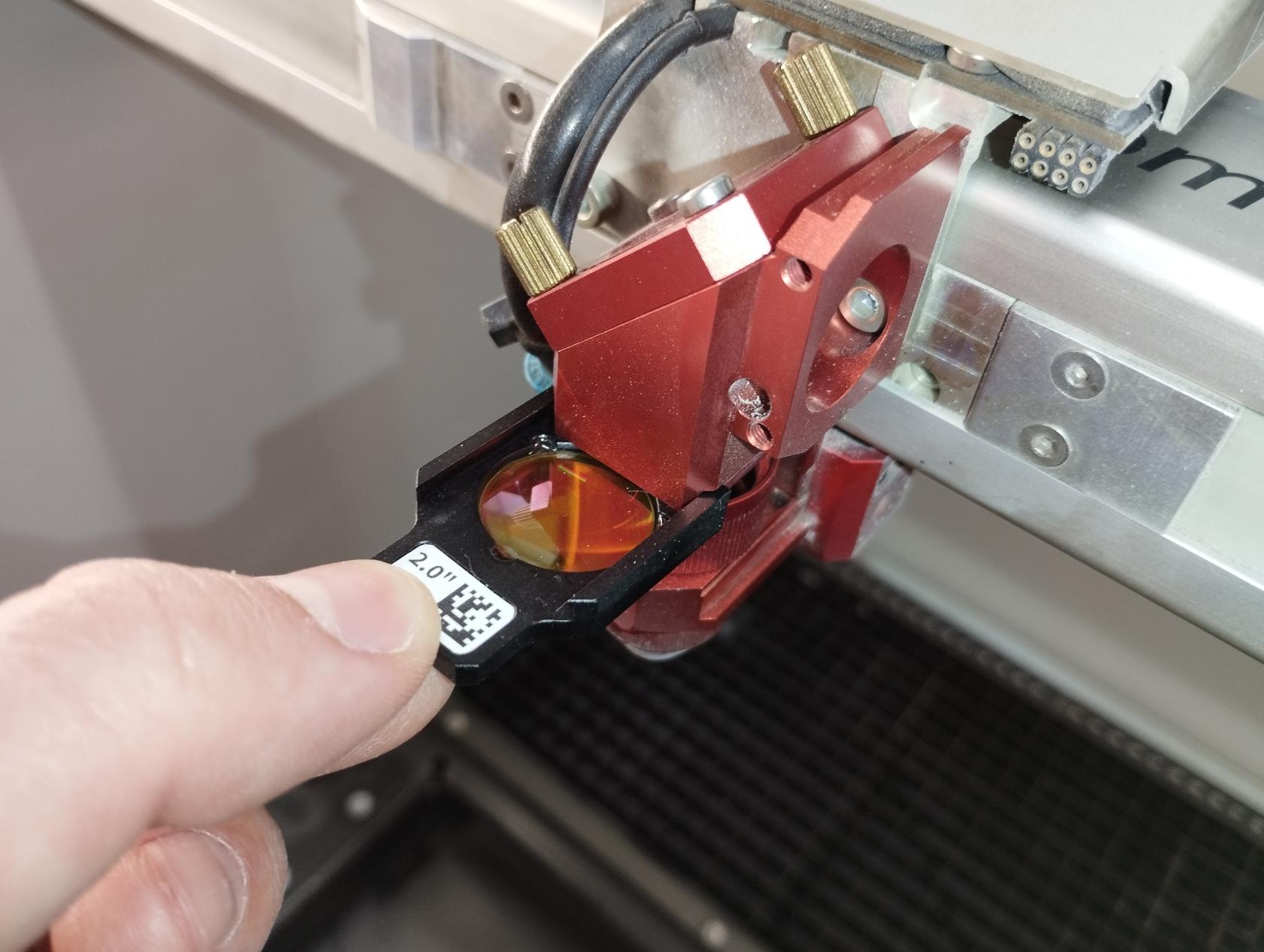](https://wiki.betreiberverein.de/uploads/images/gallery/2025-05/CTIwa8JvkbTmQGkc-img-20250517-003308.jpg)
Der Konus kann optional entfernt werden. Er dient der Kanalisierung der Druckluft, aber kann je nach Werkstück mit der Rotationseinheit kollidieren. Wenn nötig, einfach abschrauben:
[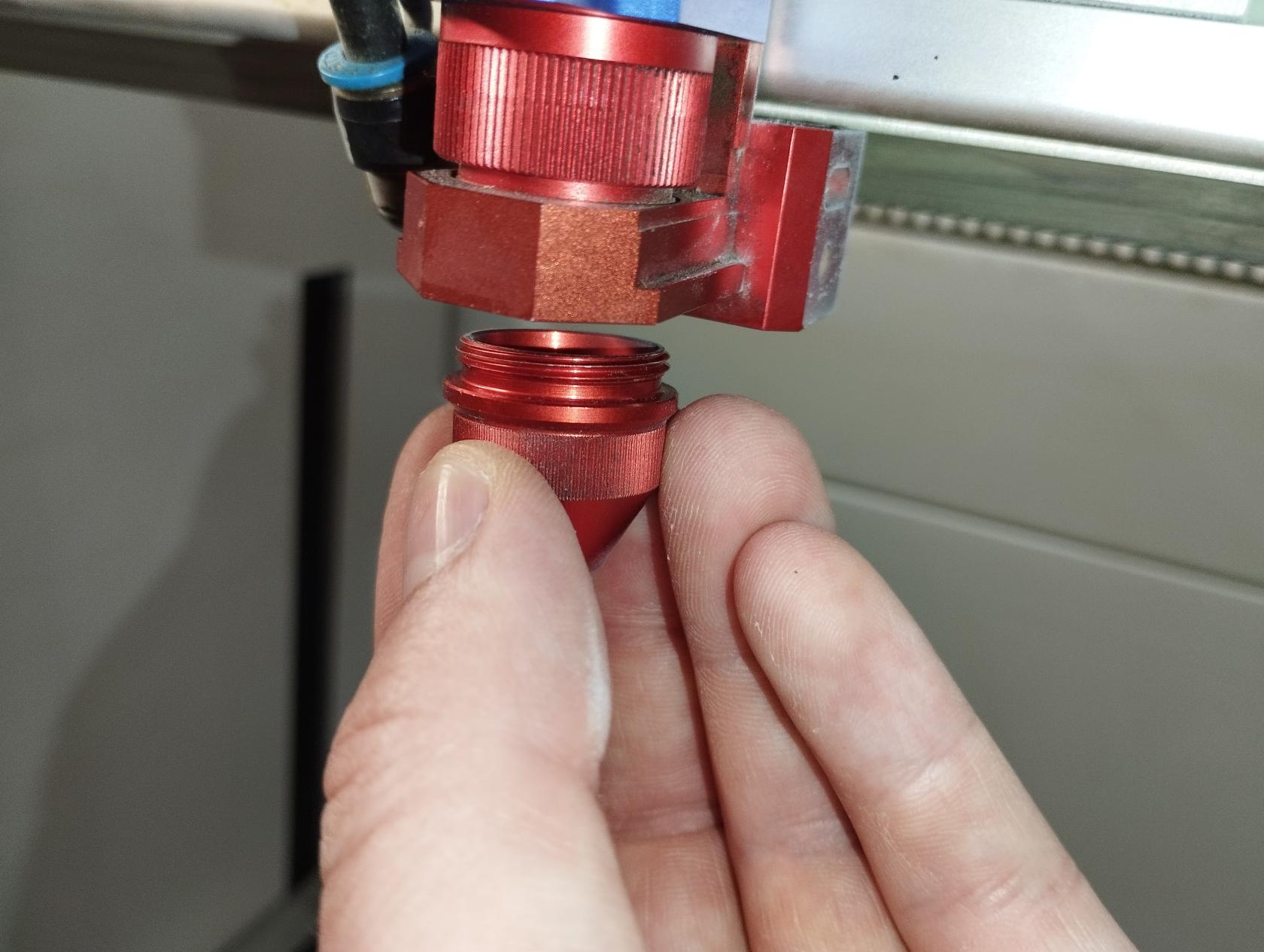](https://wiki.betreiberverein.de/uploads/images/gallery/2025-05/lYPt7QdOCTRwSjVR-img-20250517-003446.jpg)
Bitte nach getaner Arbeit die Linse wieder zurückwechseln!
In jedem Fall muss nach einem Linsenwechsel dem Laser der neue Linsentyp mitgeteilt werden. Hierfür im Webinterface des Lasers im "Burgermenü" auf "Einstellungen", dort unter "Gerät" die entsprechende Linse einstellen und speichern.
[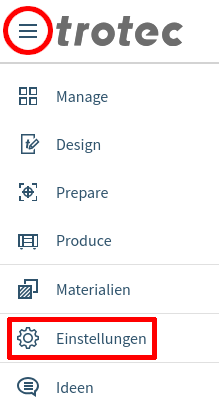](https://wiki.betreiberverein.de/uploads/images/gallery/2025-05/3spsY7U0zXWFOot0-settings1.png)[ 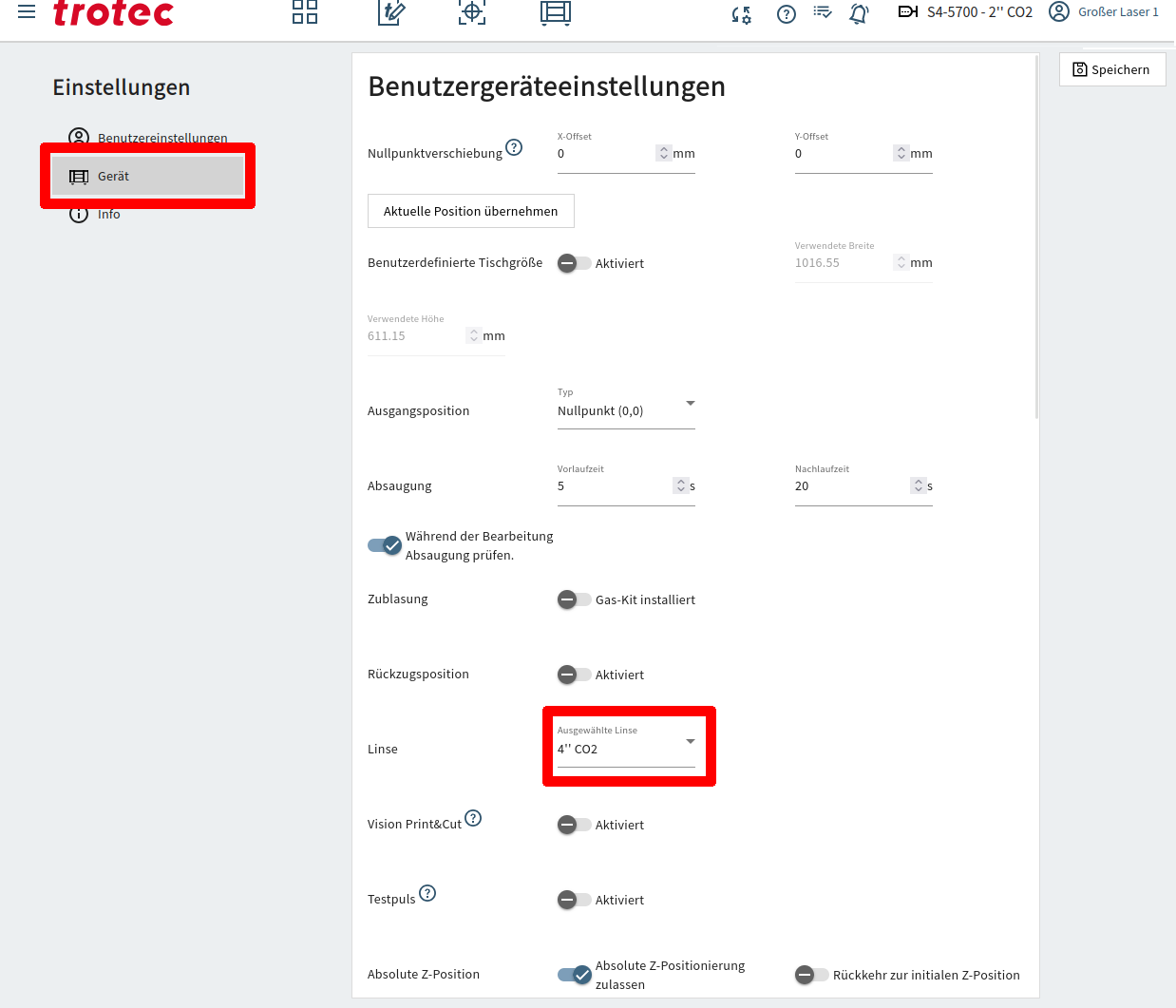](https://wiki.betreiberverein.de/uploads/images/gallery/2025-05/ODerWRZwlyjIWVMk-wintermate-settings2b.png)
#### Einspannen des Werkstücks
Das Werkstück wird zwischen die beiden schwarzen Drehteller eingespannt. Dazu kann der linke Teller mit dem Hebel bewegt werden. Der linke Teller ist gefedert gelagert; die Feder sollte ca halb gespannt sein, wenn das Werkstück eingespannt ist:
[](https://wiki.betreiberverein.de/uploads/images/gallery/2025-05/OdntO3V3h9o5A78P-img-20250517-003712.jpg)[ ](https://wiki.betreiberverein.de/uploads/images/gallery/2025-05/0rIfwV1N1Pphbu6W-img-20250517-003807.jpg)
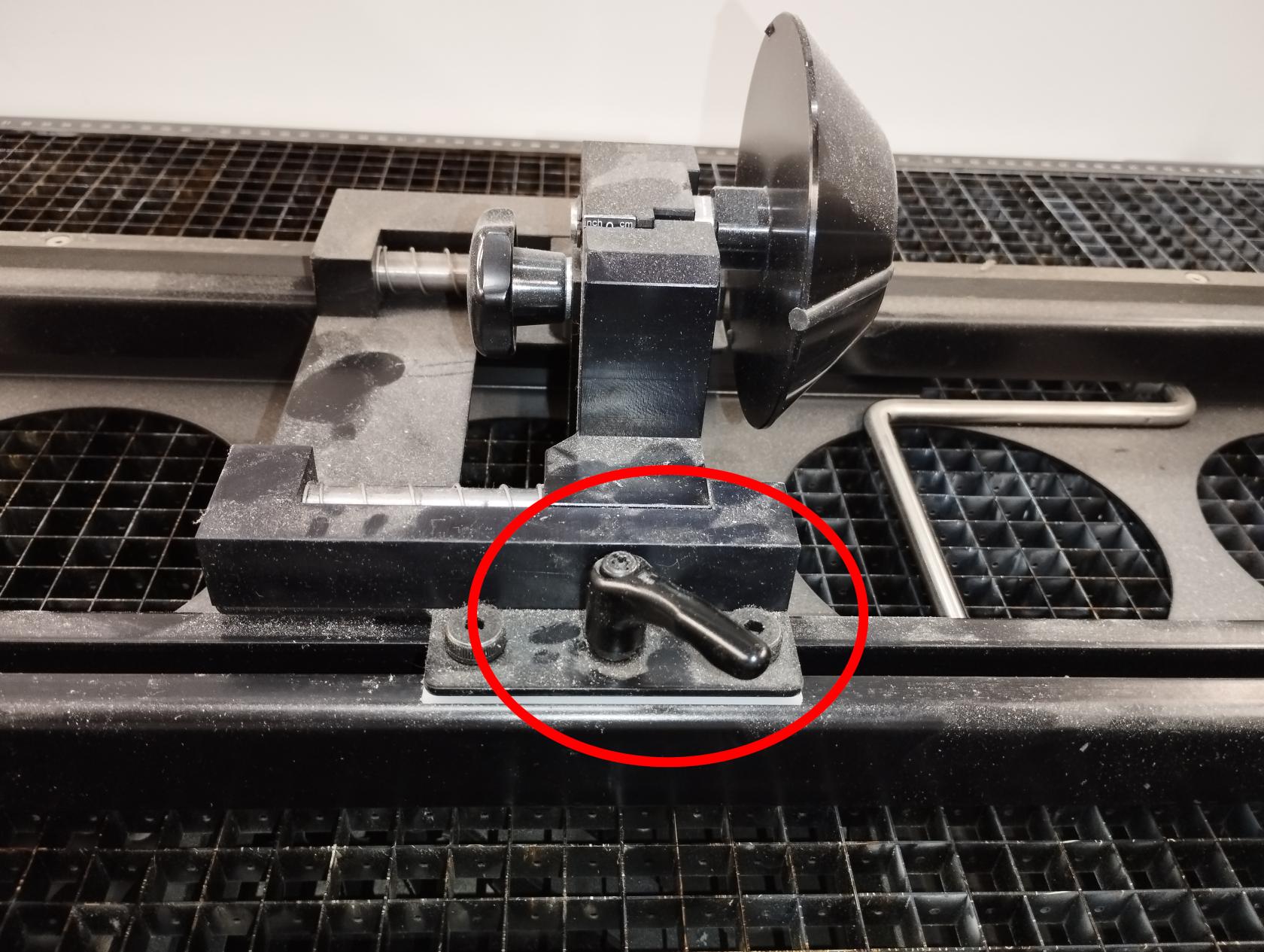
#### Kippen des Werkstücks
Wenn das Werkstück konisch ist, kann es schräg gestellt werden, damit die zu lasernde Fläche parallel zur Horizontalen ist:
[](https://wiki.betreiberverein.de/uploads/images/gallery/2025-05/iC46yKp5F8xygm0p-img-20250517-010932.jpg)[ 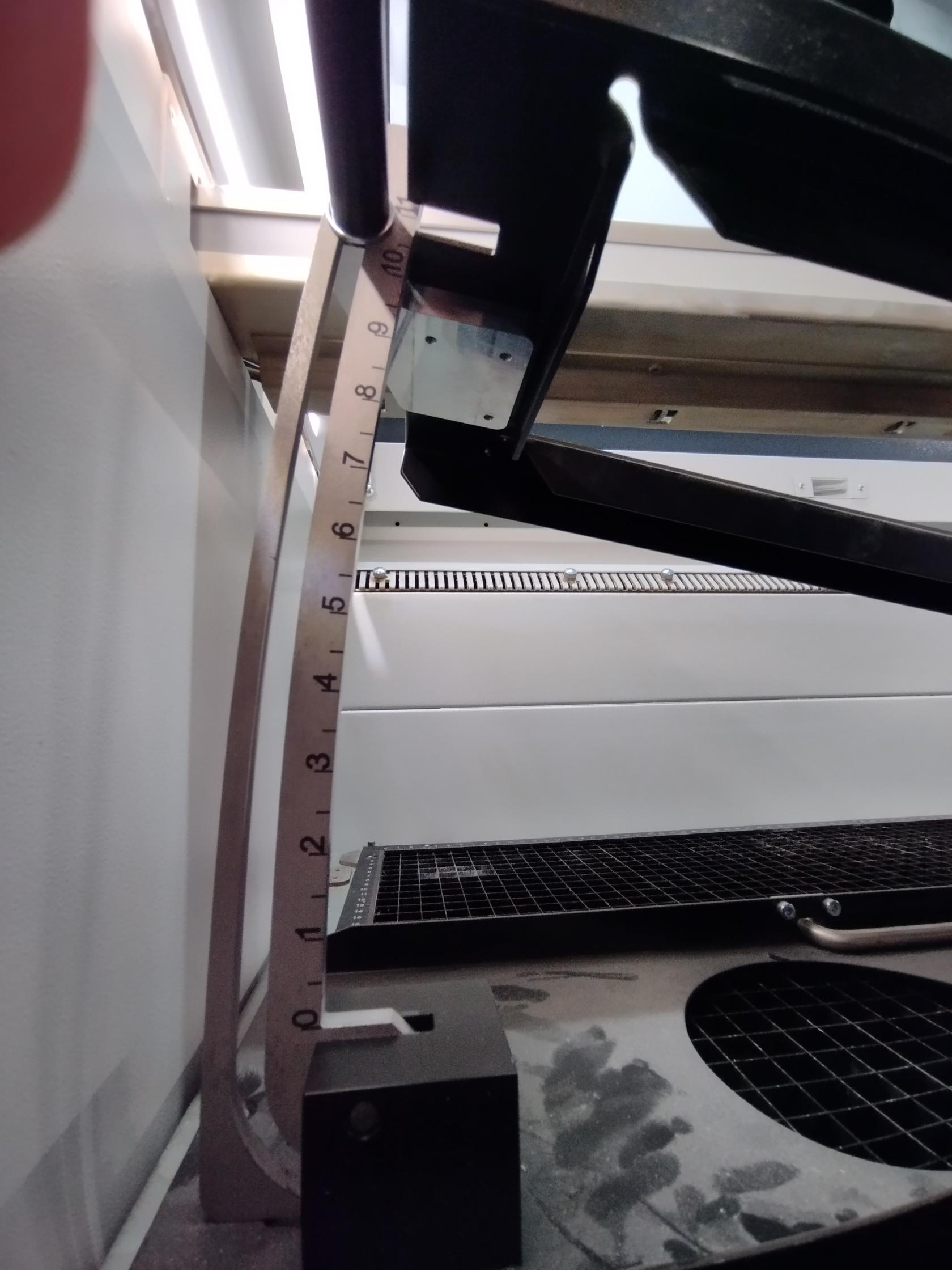](https://wiki.betreiberverein.de/uploads/images/gallery/2025-05/CVuvMWK0gwy0VP3D-img-20250517-011100.jpg)
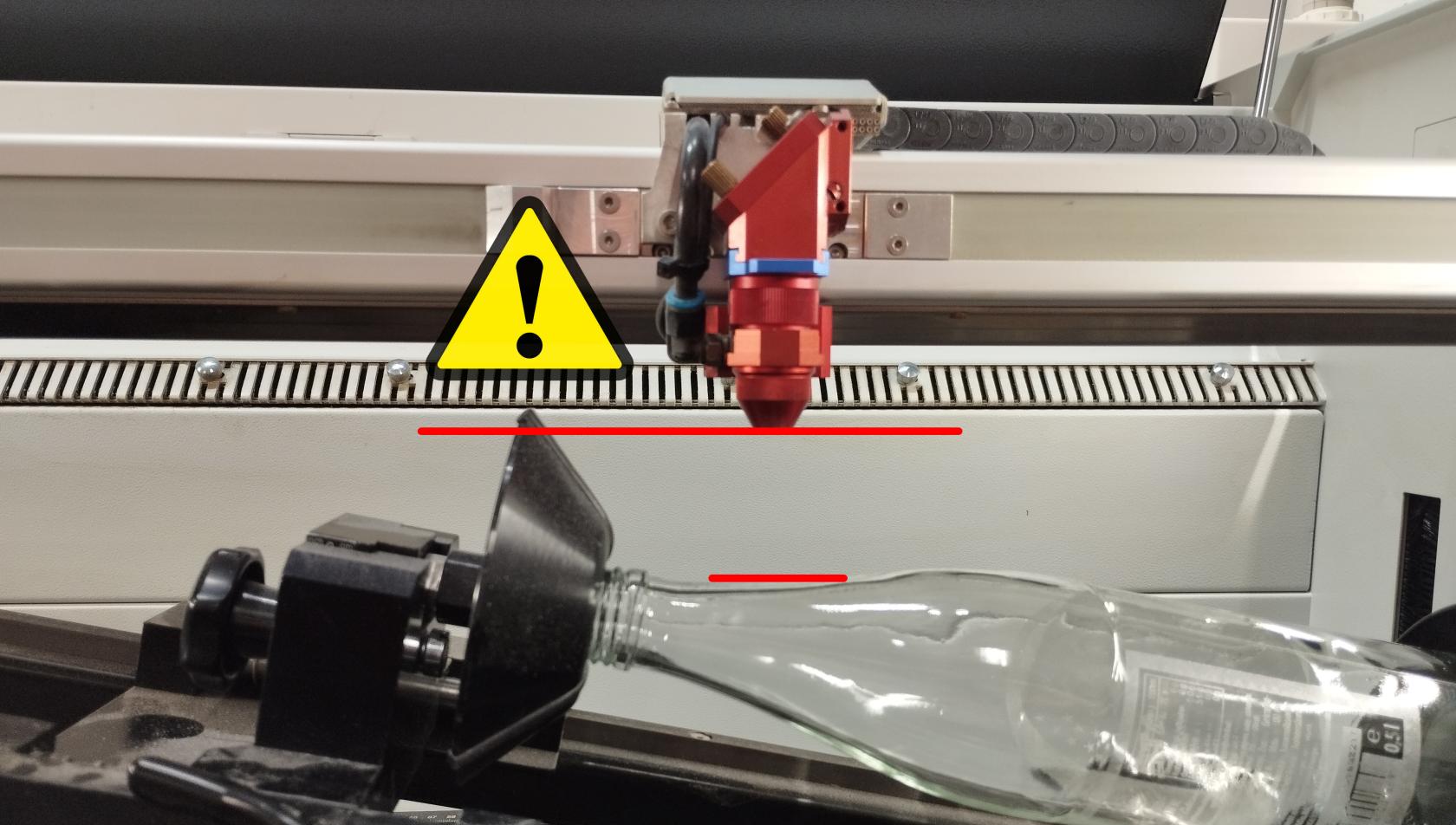
#### Achtung
Sowohl die Rotationseinheit als auch das Werkstück kann nach oben hin überstehen. Es besteht **Kollisionsgefahr** mit dem beweglichen Laserkopf!
[](https://wiki.betreiberverein.de/uploads/images/gallery/2025-05/y0jTaUTHs6Y6lImn-img-20250517-011204b.jpg)[ ](https://wiki.betreiberverein.de/uploads/images/gallery/2025-05/0hMrfCnkWdLgGMsw-img-20250517-012208.jpg)
#### Fokussieren
Der Autofokus kann nicht benutzt werden. Stattdessen liegt jeder Linse eine Fokussierhilfe bei. Diese wird in den Laserkopf eingehängt, dann fährt man den Tisch langsam hoch bis die Fokussierhilfe das Werkstück berührt und herunterfällt. Das ist dann die korrekte Höhe.
[](https://wiki.betreiberverein.de/uploads/images/gallery/2025-05/wgI4M6niBi017FsW-img-20250517-003929.jpg)[ 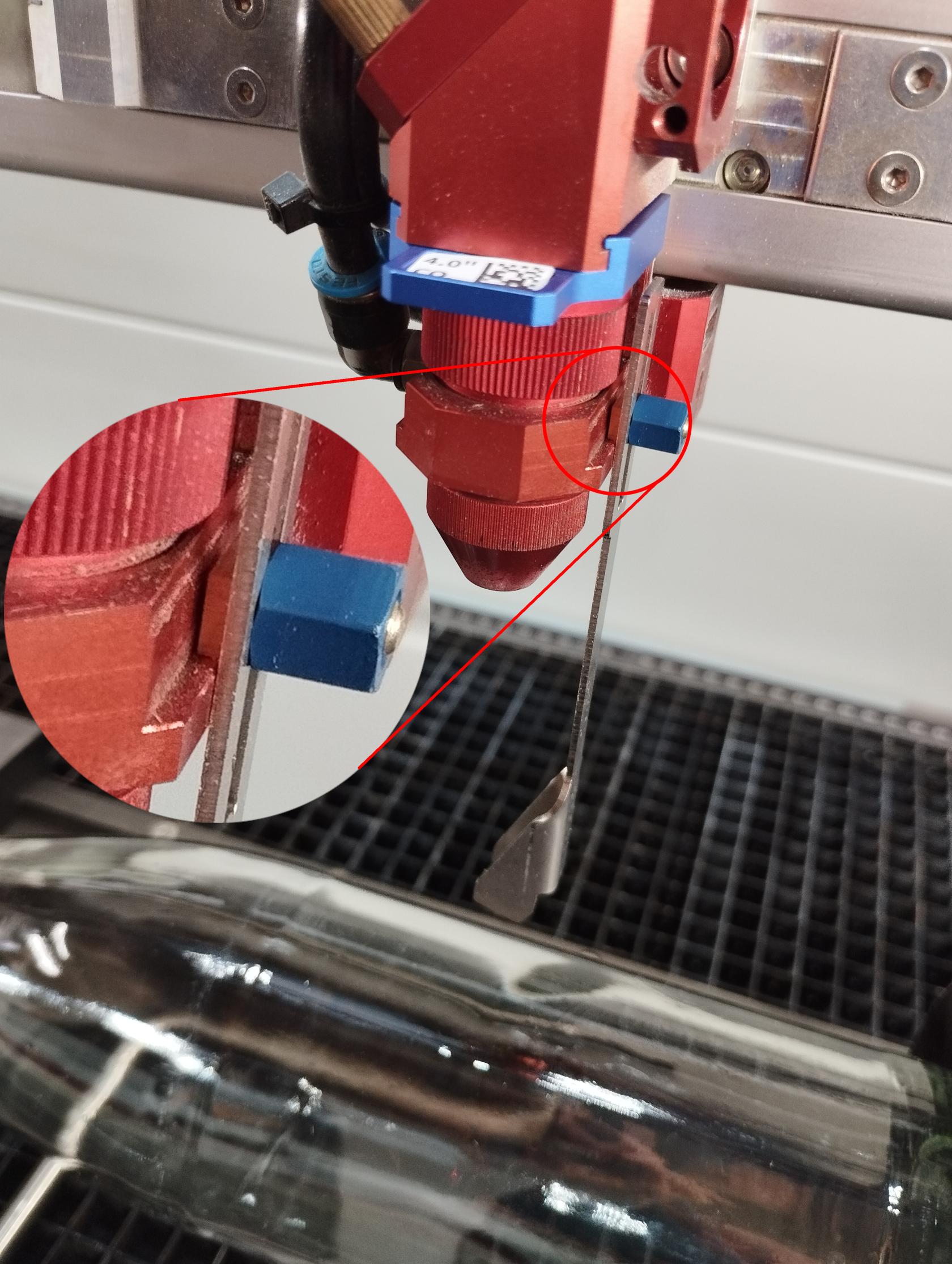](https://wiki.betreiberverein.de/uploads/images/gallery/2025-05/zvqMW6lLKaP2ipUo-img-20250517-004049.jpg)
#### Vorlage vorbereiten
Die Vorlage wird weitgehend wie üblich erstellt. Im dritten Schritt, in dem dann die Position im Laserbett und das Material eingestellt werden kann, muss auf das "Glas" geklickt werden:
[](https://wiki.betreiberverein.de/uploads/images/gallery/2025-05/ZDp3I86bzZHLlJQ3-button1.png)
Im dann erscheinenden Textfeld gibt man dann den Durchmesser des eingespannten Objektes an:
[](https://wiki.betreiberverein.de/uploads/images/gallery/2025-05/r8TZnRDTwyzPA4cx-button2.png)
Das beeinflusst, wie weit (um wie viele Grad) das Werkstück pro Zentimeter der Vorlage gedreht wird. Falsche Werte führen also zu einem gestauchten Bild.
Für gekippt eingespannte Objekte kann man z.B. den mittleren Durchmesser nehmen.
Die Bedienoberfläche sieht dann folgendermaßen aus und zeigt angedeutet, wie die Vorlage "um das Objekt gewickelt" werden wird:
[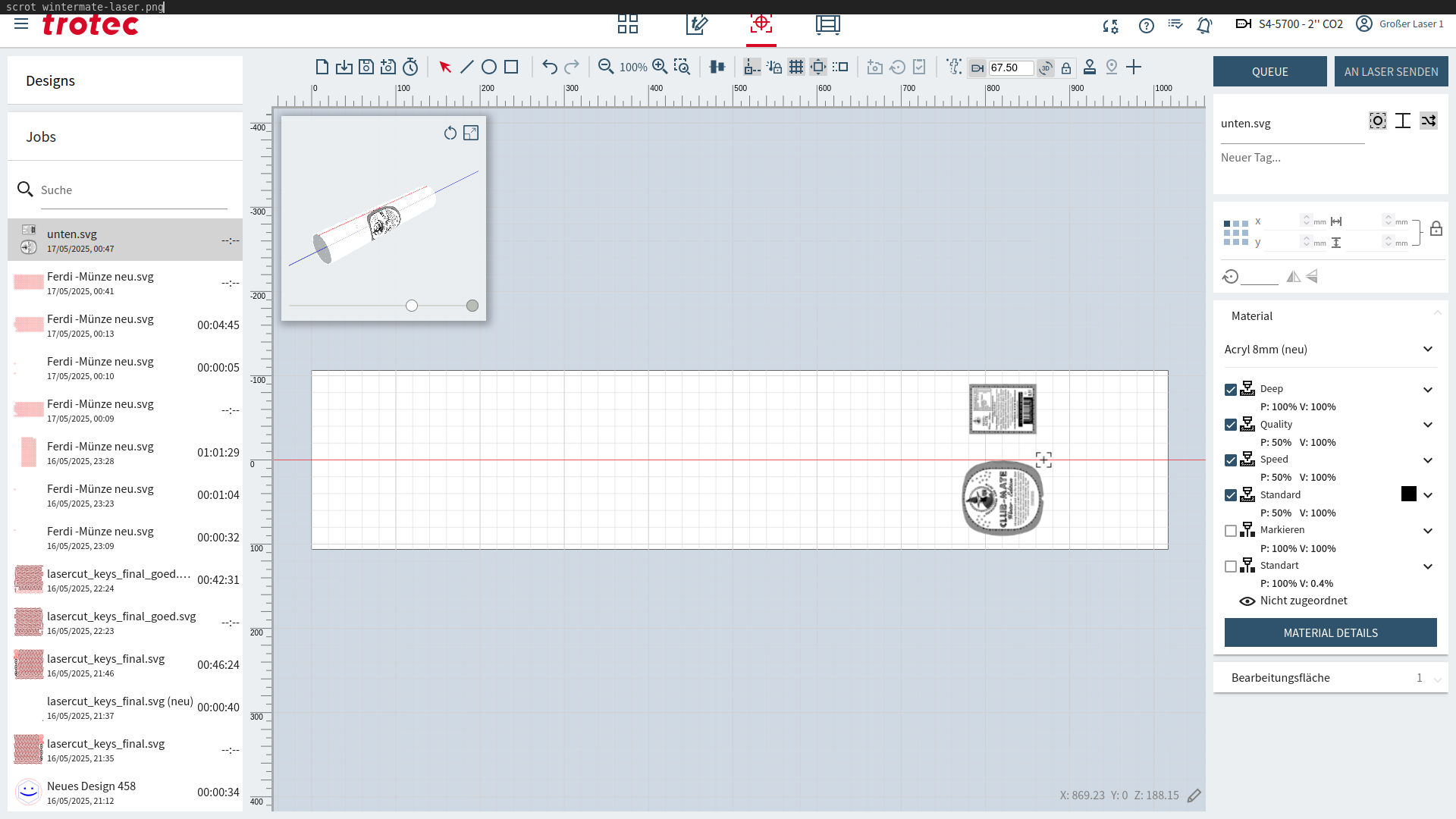](https://wiki.betreiberverein.de/uploads/images/gallery/2025-05/9FmkvJ98L8xbr7h2-wintermate-laser.png)
Die horizontale rote Linie ist längs zur Rotationsachse. "Nach oben / unten" dreht das Werkstück.
#### Danach / Aufräumen
Nach Benutzung der Rotationseinheit bitte wieder alles rückbauen:
1. Laser ausschalten. (!)
2. Rotationseinheit ausstecken.
3. Laser einschalten und den Laserkopf nach hinten / aus dem Weg fahren.
4. Rotationseinheit nach oben herausnehmen und wieder unter dem Laser verstauen.
5. Linse zurückwechseln und in den Einstellungen entsprechend umstellen.
# Wartung
**Achtung: Die Lasercutter werden nur von Betreuern gewartet. Bitte nichts selbstständig aufschrauben.**
### Linse reinigen
**Wann reinigen?** Zu Beginn jeder Öffnungszeit! Und nach jedem größeren Job.
**Wie?**
- Im Regal links ist eine rote Kofferbox mit den Linsen und Reinigungsmaterialien (insbesondere: Reinigungsflüssigkeit und Wattestäbchen)
- Linse aus dem Laser ausbauen.
- Einige Tropfen Reinigungsflüssigkeit auftragen, verfließen lassen, einwirken lassen.
- Mit einem *sauberen* Wattestäbchen *vorsichtig* trocken**tupfen**. **Nicht reiben/drehen.** Tupfen bedeutet wirklich nur "Wattestäbchen nach unten führen, warten bis es Flüssigkeit aufgesaugt hat, Wattestäbchen wieder nach oben wegheben".
Ich erlaube mir zu wiederholen: **AUF KEINEN FALL REIBEN.** (Die Linsen sind so dermaßen empfindlich, dass man sie damit unsichtbar zerkratzt. Das sieht man erst nicht, aber nach kurzer Laserzeit später sammelt sich dann richtig viel Dreck in den feinen Kratzern und verschlimmert sie drastisch.)
- Mit der Rückseite wiederholen.
- **Nicht. Reiben. **kthxbye :)
- Im Wartungsprotokoll (klebt an/auf jedem Laser) eintragen.
### Filter tauschen
**Achtung, einmaliges Experiment Stand Dezember 2025:** Um die Auswirkungen von HDF auf die Filter herauszufinden, bitte einmalig nur Filtermatte+Taschenfilter *zusammen* tauschen. Bitte zwingend(!) den originalen Trotecfilter (im Regal im Laserraum oben in den Pappkartons) benutzen (baugleich zu dem, der gerade eingebaut ist). Bitte dann entsprechend den "Nur Echtholz/HDF"-Zettel auswechseln und im Wartungsprotokoll eintragen.
Sowohl der Trotec Speedy 100 als auch der Speedy 400 haben einen Taschen- und Aktivkohlefilter, der regelmäßig getauscht werden muss.
**[](https://wiki.betreiberverein.de/uploads/images/gallery/2025-12/kLgsipu6y8VMBrXW-img1b.jpg)**
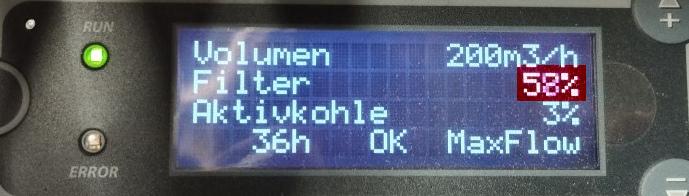
**Wann tauschen?** Wenn die Filteranzeige bei 100% ist, oder wenn der Filter ein Loch hat (erkennbar an hartnäckig verrauchtem Raum, auch wenn man die Nachlaufzeit der Lüftung brav eingehalten hat.)
**Filteraufbau:** Grundsätzlich sind die Filter so aufgebaut: Dreckluft -> (Filtermatte) -> Taschenfilter -> Aktivkohle -> Filtermatte -> Gebläse -> Raumluft. Der Taschenfilter filtert Schwebstoffe wie Holz/HDF-Staub und Ruß, die Aktivkohle neutralisiert Gerüche wie z.B. von Acryl. Die Filtermatten dienen als Vorfilter (um das gröbste vom Taschenfilter fernzuhalten) oder als Nachfilter, um das Gebläse zu schützen.
**Wie tauschen?** Gut dass du fragst. Zu allererst: **Mit Handschuhen und Gesichtsmaske.** (In den Filtern sammelt sich Giftschlonz, den du weder einatmen noch ins Gesicht schmieren willst.)
**Ersatzfilter** sind im Regal links von den Lasern oben, oder mehr Nachschub im Haupthaus unter der Sitztreppe.
**(Vor)letzten Filter genommen?** Bitte an oder in der "Prototypenwerkstatt-Orga"-Mattermostgruppe Bescheid sagen, damit nachbestellt werden kann.
Am wahrscheinlichsten ist entweder die obere Filtermatte oder der Taschenfilter mal wieder voll. Der sieht so aus. Achtung, die Filter vom Speedy 100 ("kleiner Laser") und Speedy 400 ("großer Laser") sehen sich ähnlich, sind aber unterschiedlich. Der vom Speedy 400 (rechts, schwarz) hat einen Flansch oben, der vom Speedy 100 (links, weiß) nicht. Vertraut nicht den Farben, achtet auf den Flansch.
[](https://wiki.betreiberverein.de/uploads/images/gallery/2025-12/fUS39Kb71MQfjIwc-img6.jpg)
**Generelles Vorgehen:**
- **"Filter 100%"?**
- (Nur Speedy 400): Erstmal nur die obere Filtermatte tauschen. (**grobe** Filtermatte verwenden)
- Hilft nicht (oder Speedy 100)? Dann den Taschenfilter tauschen.
- Im Wartungsprotokoll (klebt auf/an den Lasern) eintragen.
- **"Aktivkohle voll"?**
- obere Filtermatte (nur Speedy 400) und Taschenfilter ausbauen, um an die Aktivkohle zu kommen
- Aktivkohlesack wechseln
- untere Filtermatte prüfen, wenn dreckig oder beschädigt, wechseln. (**feine** Filtermatte verwenden)
- Taschenfilter und obere Filtermatte rückbauen.
- Im Wartungsprotokoll (klebt auf/an den Lasern) eintragen.
- Verbrauchtes Filtermaterial **luftdicht in Plastikbeutel** packen und im **Restmüll** (Container unten vor der Holzwerkstatt) entsorgen.
**Vorgehen Speedy 400:**
Lüftungsschläuche nach hinten aus dem Filterkasten herausziehen und z.B. an der Wand rechts parken.
Den Filterkasten nach vorne fahren, ohne dabei Kabel einzuklemmen oder kurze Kabel abzureißen! Mit einem Imbusschlüssel (Schubkasten) die beiden Verriegelungen lösen und öffnen.
Nacheinander ausbauen (soweit wie nötig) und wieder rückbauen:
1. "Schlauch/Gitter"-Kasten
2. Matte (grob)
3. Taschenfilter
4. Aktivkohle
5. Matte (fein)
Im Wartungsprotokoll (klebt auf/an den Lasern) eintragen.
[](https://wiki.betreiberverein.de/uploads/images/gallery/2025-12/XrTGL5W6ASNVGhe0-img5.jpg)[ ](https://wiki.betreiberverein.de/uploads/images/gallery/2025-12/xe3c5rqYtvj9vwqK-img4.jpg) [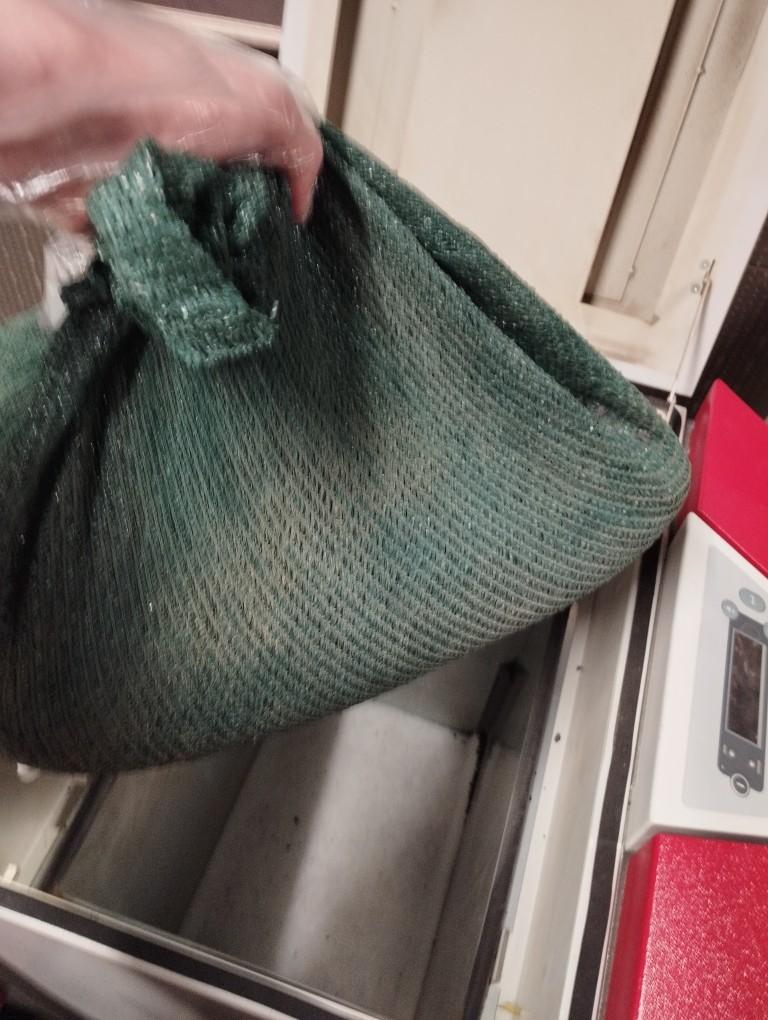](https://wiki.betreiberverein.de/uploads/images/gallery/2025-12/0BqV4j7WaOShR3Sy-img3.jpg)
**Vorgehen Speedy 100:**
Der Filter ist direkt unterm Laser eingebaut.
- Schwarze Schnalle unten links lösen.
- Metallenen Hebel nach unten ziehen.
- Kasten mit dem Taschenfilter entfernen.
- Metallgestell, auf dem der Kasten stand, aushaken und ausbauen. (Achtung: *vorher* merken, wie es eingebaut war!)
- Aktivkohlesack entfernen.
- Matte (fein).
Im Wartungsprotokoll (klebt auf/an den Lasern) eintragen.
### Speedy 400: untere Kammer reinigen
Manchmal fliegen kleine Bruchstücke bis ganz nach unten durch, wo sie dann vielleicht die Riemen des Lasers blockieren oder beschädigen können. **Einmal im Monat** sollte man da unten sauber machen:
- Den Notaus des Lasers drücken. (Ihr steckt gleich eure Finger da rein, wo der Laser sie einklemmen könnte.)
- Rote Frontblende herunterklappen (dazu etwas auf sich zu ziehen, dann klappt sie nach unten weg).
- Ein Metallblech mit zwei schwarzen runden Abdeckungen wird sichtbar.
- Die beiden Abdeckungen entfernen. Das ist etwas tricky. [](https://wiki.betreiberverein.de/uploads/images/gallery/2025-12/nzPvnfzSzCtW2Esw-img-20251205-201734.jpg) [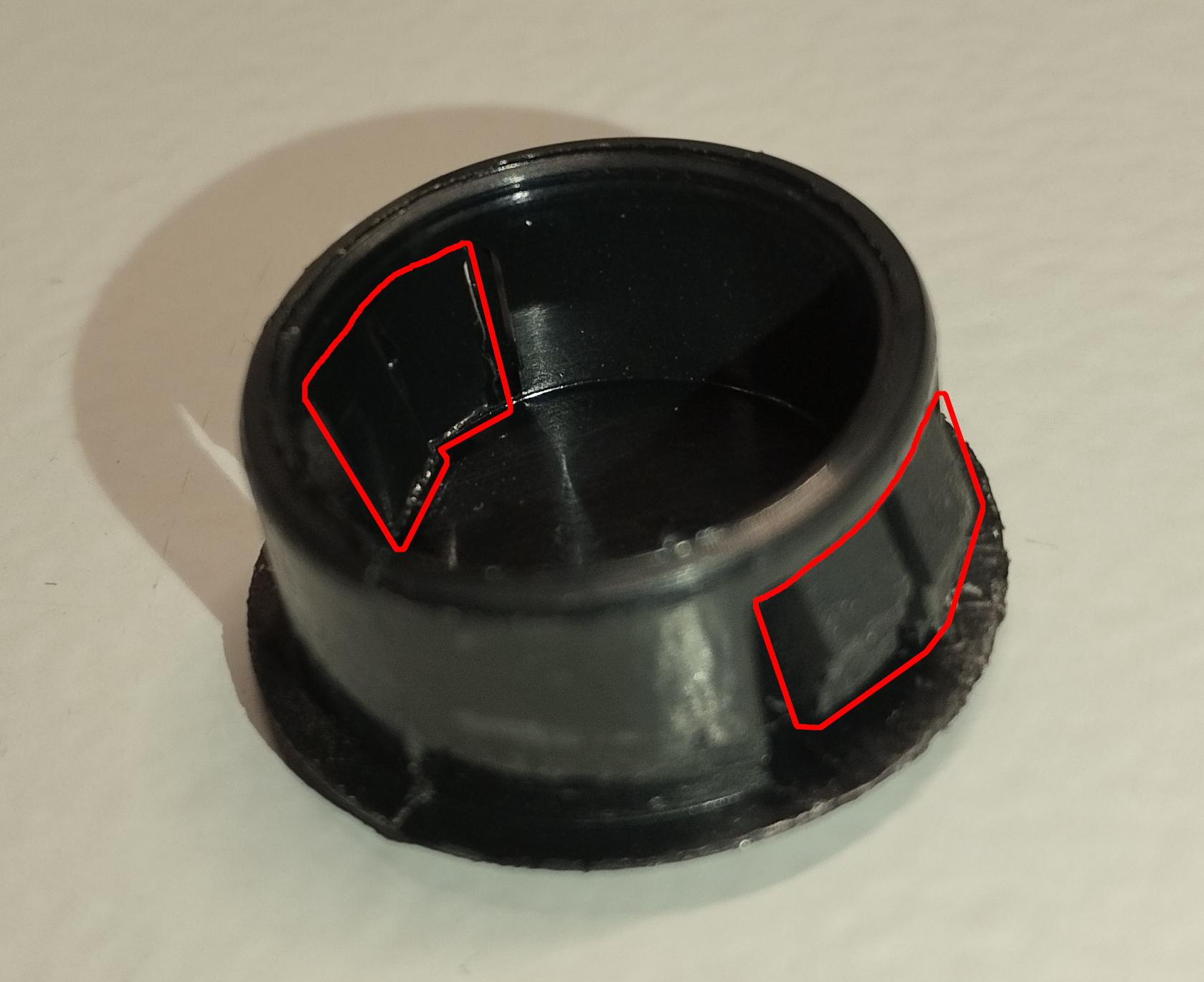](https://wiki.betreiberverein.de/uploads/images/gallery/2025-12/oOAjOCOegJdCw4Fs-img-20251205-201911.jpg)
- Die drei Inbusschrauben herausschrauben (rot markiert; erst links, rechts, zuletzt mitte).
Dabei mit zwei Fingern durch die gerade freigemachten Löchern halten. Das ist wichtig, sonst fällt euch das Blech runter.
[ ](https://wiki.betreiberverein.de/uploads/images/gallery/2025-12/Ay6asd7CyL47cL0B-img-20251205-202327.jpg)[](https://wiki.betreiberverein.de/uploads/images/gallery/2025-12/IMZIRLV0yWW6WpT1-img-20251205-202453.jpg)
- So sieht's da drinnen aus. Am besten kommt man rein, wenn man die rote Frontblende etwas vorklappt. Staubsauger oder so hilft. [ ](https://wiki.betreiberverein.de/uploads/images/gallery/2025-12/QUcn6US8hYofPaJ0-img-20251205-202748.jpg)[](https://wiki.betreiberverein.de/uploads/images/gallery/2025-12/dAnVa9tvzyPMygIW-img-20251205-202855.jpg)
- Beim Rückbauen bitte die Abdeckungen so einsetzen, dass die Linie waagerecht ist: [](https://wiki.betreiberverein.de/uploads/images/gallery/2025-12/tqP6ct4i5R7SNoRZ-img-20251205-203628.jpg)
### Handbücher
Speedy 100 + "Atmos Cube"-Lüftung:
- [Speedy 100](https://www.troteclaser.com/static/pdf/speedy-100/8083_OM_Speedy_100_de_v2.0.pdf)
- [8401\_Atmos\_Cube\_Betriebsanleitung\_DE\_V\_1.0.pdf](https://wiki.betreiberverein.de/attachments/253)
Speedy 400 + "Atmos Duo"-Lüftung
- [Speedy 400](https://www.troteclaser.com/static/pdf/speedy-400/8086-betriebsanleitung-speedy-400-C-DE.pdf)
- [Atmos\_Duo-Bedienungsanleitungl\_V1\_16\_DE.pdf](https://wiki.betreiberverein.de/attachments/254)
# Wartungslogs Archiv
Die meisten Wartungslogs sind in Papierlisten direkt am Gerät. Hier sind nur diejenigen Zettel archiviert, die voll wurden und in den Müll gewandert sind.
### Filterstände großer Laser
19
9
90
25.11.2025
Neuer Filter eingebaut
25
9
92
28.11.2025
22
9
93
5.12.2025
25
9
99
16.12.2025
25
10
100
19.12.2025
27
10
100
20.12.2025
29
10
101
22.12.25
32
10
103
5.1.2026
43
10
106
10.1.2026
42
10
106
13.1.2026
43
10
107
16.1.2026
47
10
109
23.1.2026
49
11
111
30.1.2026
52
11
114
3.2.2026
52
11
116
6.2.2026
55
11
117
13.2.2026
57
12
120
20.2.2026
62
12
122
13.2.2026
72
12
127
27.3.2026
74
14
149
10.4.2026
Lief versehentlich über Nacht durch.
77
15
150
14.4.2026
98
15
153
21.4.2026
Filter voll, ausgetauscht
der Filter ist insgesamt 2000 Minuten gelaufen
Kostenübersicht: 2000 Minuten für 1 Filter (a 25-100 Euro) + 5 Linsen (a 27 Euro) -> 2000 (primär HDF-)Minuten für <300 Euro Verbrauchskosten. (+ Wartung Röhre etc, unklar)
-> HDF-Minutenpreis =15ct / Minute reicht zur Kostendeckung.
# Abrechnung am Lasercutter
# Acryl-Abrechnung
Acryl wird nach **genutzter Fläche** abgerechnet.
Maßgeblich ist die **minimale rechteckige Einhüllende** des verwendeten Stücks – also das kleinste Rechteck, in das es passt.
### Mindestgröße des Reststücks
Teile einer Platte zahlen darf nur, wer ein **ausreichend großes Reststück** übrig lässt:
- **Reststück größer als DIN A4** (21 × 29,7 cm ≈ 624 cm²) → nur die **genutzte Fläche** wird berechnet.
- **Reststück kleiner/gleich DIN A4** → die **gesamte Ausgangsfläche** wird berechnet (bzw. der Plattenfestpreis).
### Preise pro Fläche
Faustregel: **0,001 € pro cm² je mm Stärke**.
Stärke
€/cm²
€/dm² (= 100 cm²)
3 mm
0,003 €
0,30 €
5 mm
0,005 €
0,50 €
6 mm
0,006 €
....
#
# HDF/MDF-Abrechnung
HDF/MDF verkaufen wir die Standardgrößen zu einem Festpreis.
Format
3 mm
5 mm
30 × 60 cm
3,00 €
5,00 €
100 × 60 cm
10,00 €
17,00 €
**Stücke ohne Standardgröße** aus dem Materialregal werden zu einem Quadratzentimeterpreis verrechnet: 0,0015 €/cm² (3 mm) und 0,002 €/cm² (5 mm).