Prototypenwerkstatt
mit Elektronikbereich und Chemieraum.
- Lasercutter
- Lasercutter Einweisung - Trotec Speedy 400 & Speedy 100
- Best Practice / Erfahrungsberichte
- Technische Details: Trotec Speedy 400
- Rotationseinheit -- Einweisung
- Wartung
- Wartungslogs Archiv
- Abrechnung am Lasercutter
- Preiskalkulation
- 3D-Drucker
- 3D-Druck-Einweisung ("kleine" Drucker)
- Links zum Thema 3D Druck
- BambuLab Drucker
- Filamente für 3D-Drucker inkl. Wechselanleitung
- Bambu Lab H2C
- Lagerung Filament
- Elektronikbereich
- Übersicht
- Löten
- Ausstattung
- Inventar
- Anleitung und Hinweise
- Fernzugriff eines PCs auf das Oszilloskop Rigol DHO914S
- Entwurf: Einweisung+Anleitung Entlötstation Weller-WMD3
- Sofa- und Entertainment-Ecke
- Prototypenwerkstatt-Archiv
- Lasercutter Einweisung - Zing (nicht mehr im ZAM)
- Technische Details (veraltet)
- Wartung Epilog ZING
- Demokärtchen
- Log
- Listen zum Ausdrucken
- Chemie-Bereich
- Abluft
- Organisatorisches
- Checkliste: Werkstattbetreuung
- DRAFT: Lasercutter Einweisung
- DRAFT: Lötstation Einweisung
- DRAFT: Lötstation Einweisungsleitfaden
- DRAFT: Lasercutter Einweisungsleitfaden
- DRAFT: xTool F2 Ultra Einweisung
- DRAFT: xTool F2 Ultra Einweisungsleitfaden
- DRAFT: 3D Drucker Einweisung
- DRAFT: 3D Drucker Einweisungsleitfaden
- DRAFT: Messgeräte Einweisung
- DRAFT: Messgeräte Einweisungsleitfaden
- DRAFT: Chemiebereich Einweisung
- DRAFT: Chemiebereich Einweisungsleitfaden
- Wartungsprotokoll Lasercutter
- Abrechnung der Werkstattnutzung mit SumUp
Lasercutter
Mit den Lasercuttern im ZAM kann Kunststoff, Holz, Pappe und Papier graviert und geschnitten werden. Metall kann damit nicht bearbeitet werden. Es dürfen nur die dokumentierten Materialien verarbeiten werden! Alle Laser brauchen eine Einweisung.
Zur Verfügung stehen aktuell:
- ein Trotec Speedy 100 mit 45W CO2-Laser (Arbeitsfläche 61 x 30 cm)
- ein Trotec Speedy 400 mit 120W CO2-Laser (Arbeitsfläche 101 x 61 cm)
Einweisungen in die Lasercutter finden regelmäßig statt.
Die Teilnehmendenzahl pro Einweisung ist begrenzt, melde dich also über unser Ticketsystem an.
Lasercutter Einweisung - Trotec Speedy 400 & Speedy 100
Sie gilt für den Trotec Speedy 400 ("großer Laser") und Speedy 100 ("kleiner Laser").
Beide verhalten sich relativ ähnlich, Unterschiede sind entsprechend markiert.
Weitere Details im offiziellem Handbuch vom Speedy 400
Gefahren und Wichtiges
- Nutzung nur nach Einweisung.
Eine Einweisung umfasst eine Besprechung der Gefahren und deren Vermeidung, sowie die praktische Übung am Gerät, inkl. eines “Rollenspiels” zum Brandfall. Dokumentiert wird die Einweisung per Unterschrift. - Gerät niemals unbeaufsichtigt betreiben, wegen Brandgefahr.
Lasercutter schneiden und gravieren mit Hitze, d.h. sie erwärmen, verbrennen oder verdampfen das Werkstück (sehr gezielt). Dabei kann es zu unkontrollierten Bränden kommen. Deshalb muss der Lasercutter im Betrieb immer beaufsichtigt werden um im Bandfall schnell eingreifen zu können. - Was tun, wenn es brennt?
Bei kleinen Flammen abseits vom Laserpunkt: Laserauftrag durch Pause/Play-Knopf pausieren und beobachten.- Deckel anheben (reicht meist)
- Deckel ganz öffnen
- Feuer mit nebenstehenden CO2-Löscher bekämpfen
Das HappyLab in Wien ist wegen eines unbeaufsichtigt laufenden Lasercutters einmal ausgebrannt.
- Nur geeignete Materialien verwenden, wegen Gefahren für Gesundheit und Gerät.
Keine unbekannten Materialien. Besonders keine Materialien die giftige Gase entwickeln können, wie zum Beispiel PVC, Teflon, etc. Der Filter wird diese Stoffe nicht restlos entfernen. Außerdem kann das Gerät, besonders die Linse und Spiegel, Schaden nehmen.
Welche Materialien geeignet sind erfährst du im Abschnitt "Materialien". - Keine leicht entzündlichen Sachen im Lasercutter bearbeiten, wegen Brand und Explosionsgefahr.
Feuerzeuge (außer diese wurden noch nie befüllt), Gasflaschen und dergleichen können durch die eingebrachte Wärme Feuer fangen und sogar explodieren. Bei Akku-betriebenen Geräten muss der Akku entfernt werden, wenn das Gehäuse nicht aus Metall oder Glas ist, denn der Laser könnte sich durch das Gerät – bis zum Akku – schneiden und diesen entzünden.
Nutzung
Am eigenen Rechner oder ZAM-Rechner
- Vektordaten für Schnitte als SVG-Datei vorbereiten
Schnitte als rote Linien (RGB Farbe #FF0000) - Linienbreite wird ignoriert
Markierungen (Vektor-Gravur) als grüne Linien (RGB Farbe #00FF00) - Linienbreite wird ignoriert - Bilder für Gravuren als PNG oder JPG bereitstellen - diese werden von der Software automatisch in Graustufen konvertiert
- Trotec Nutzungskarte des jeweiligen Lasercutters für die Anmeldung holen. (Es können mehrere Nutzer gleichzeitig auch von verschiedenen Rechnern eingeloggt sein. Diese müssen aber alle unterschiedliche Zugangsdaten nutzen - daher die Karten.)
Im Browser (Chromium / Google Chrome)
- Im Chromium / Google Chrome Browser (NICHT Firefox) die folgende Adresse öffnen:
In den Anmeldebildschirm die Zugangsdaten der jeweiligen Nutzungskarte (Großer Laser/ Kleiner Laser) eintragen und auf "Anmelden" klickenSpeedy 100:
kleinerlaser.im.zam.hausSpeedy 400:
grosserlaser.im.zam.haus - Die Steuersoftware von Trotec heißt "Ruby" und ist in vier Bereiche eingeteilt: Manage, Design, Prepare und Produce
- Von der Startseite "Manage" zum Bereich "Prepare" wechseln:

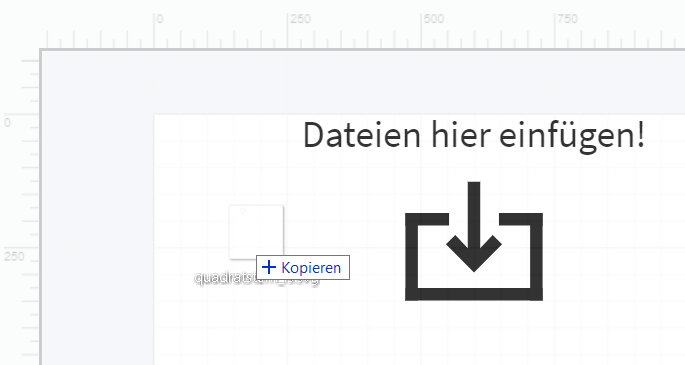
- SVG Datei per Drag&Drop in den Arbeitsbereich ziehen:

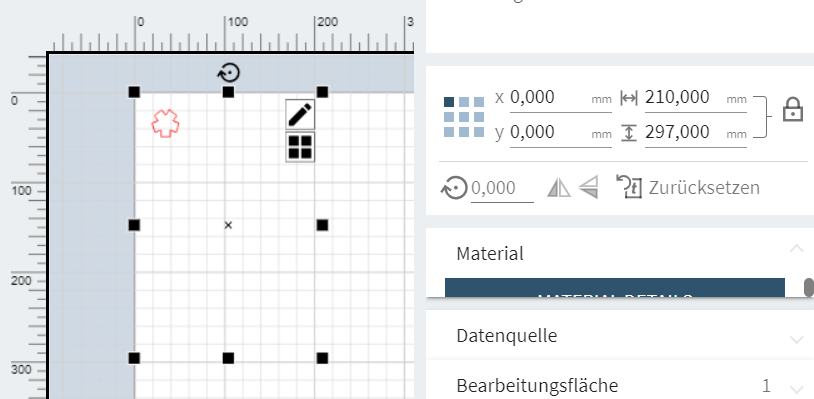
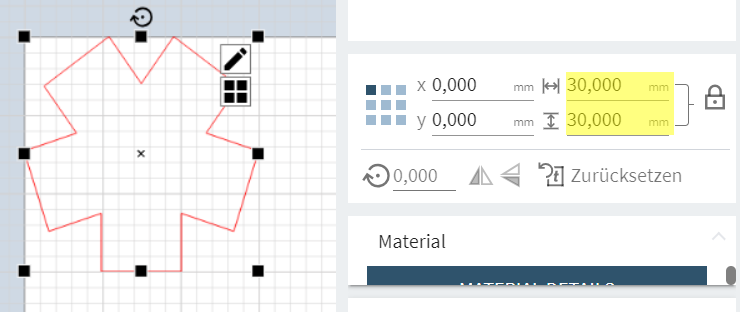
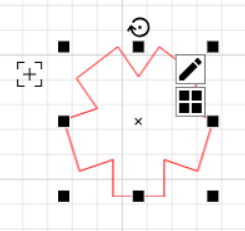
- Die eingefügte Grafik hat in Ruby die "Anfasser" mit den Abmessungen der ursprünglichen Dokumenten-Größe (im Beispielbild 210x297 mm - also DIN A4), nicht der Grafik-Größe (hier 30x30 mm)

Die Arbeitsfläche lässt sich mit der rechten Maustaste verschieben und mit dem Scrollrad zoomen. - Grafikbereich anpassen
 Edit-Button (im Rahmen der Eingefügten Grafik) anklicken, dann Grafik auswählen und "An Design anpassen" Button in der Menüzeile anklicken
Edit-Button (im Rahmen der Eingefügten Grafik) anklicken, dann Grafik auswählen und "An Design anpassen" Button in der Menüzeile anklicken
Hier können nun auch die Farb-Zuordnungen geändert/korrigiert werden.
Anschließend "Job Aktualisieren" Button klicken:
- Kontrollieren, ob die Größe und Position passt - ggf. durch manuelle Eingabe korrigieren:



Am Laser
- Laser einschalten:
Dazu am Gerät den Schlüsselschalter nach rechts auf "Power" drehen. Der Deckel muss während der Laser "hochfährt" geschlossen bleiben und es darf sich kein Werkstück im Laser befinden.Speedy 100:
Nach Abschluss fährt der Laser-Kopfs nach oben links.
Das Gerät piept noch einmal leise.
Die LED über der "Play"-Taste blinkt weiterhin grün.Speedy 400:
Der Laser piept beim Starten, das ist normal.
Nach Abschluss wechselt die Anzeige von "Gerät nicht bereit" zu "Queue ist leer" bzw. einer Liste der Jobs in der Queue (Warteschlange) wechselt. - Jetzt kann man sowohl den Laser-Kopf, als auch den Tisch mit den Bedientasten am Laser verfahren.
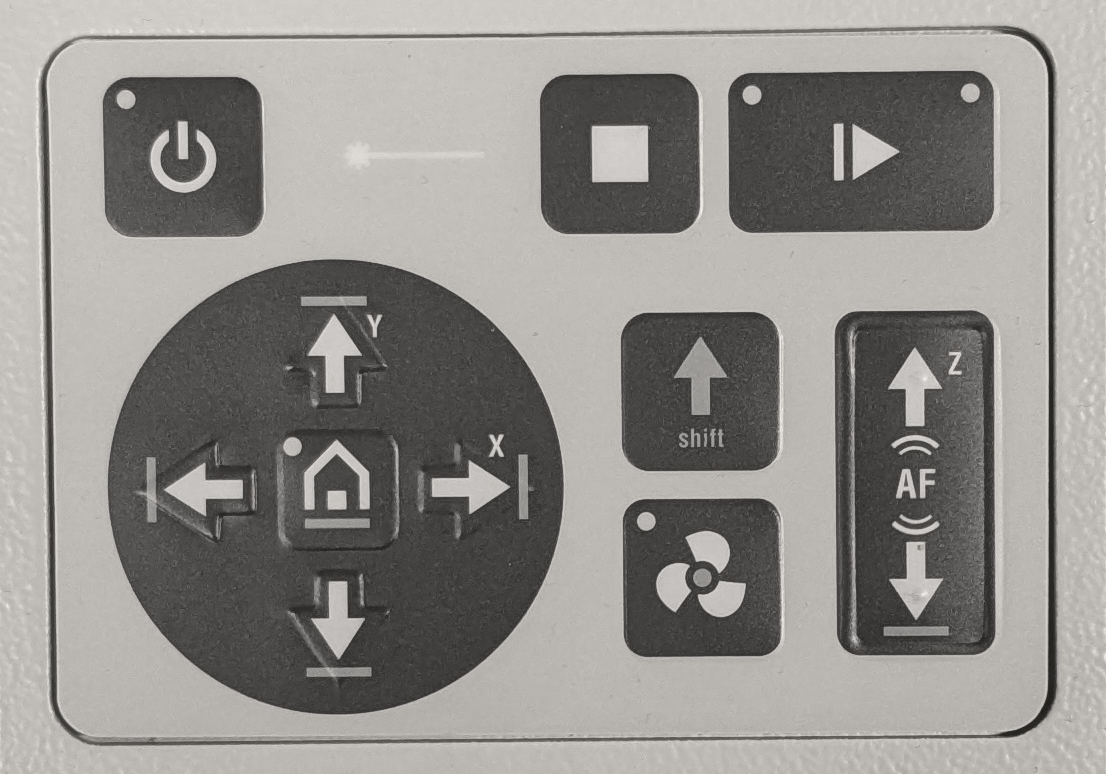
Speedy 100:

Die Tasten links verfahren den Laserkopf.
Die Tasten rechts fahren den Tisch rauf oder runter.
Zum Fokussieren fährt man nun den Kopf an eine geeignete Position des Werkstücks (angezeigt durch den roten Laserpunkt) und drückt zur Aktivierung des Autofokus die beiden rechten Tasten (hoch UND runter) kurz gleichzeitig.Speedy 400:

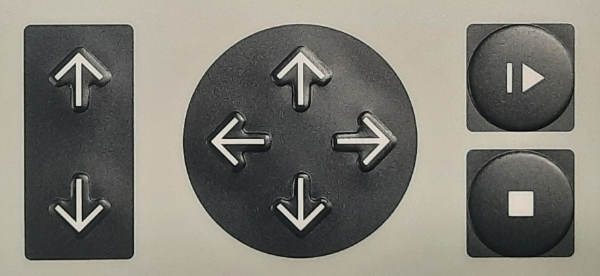
Die Tasten links verfahren den Tisch rauf und runter, und die mittigen Tasten den Laserkopf.
Zum Fokussieren fährt man nun den Kopf an eine geeignete Position des Werkstücks (angezeigt durch den roten Laserpunkt) und drückt zur Aktivierung des Autofokus die beiden linken Tasten (hoch UND runter) kurz gleichzeitig.
Zurück im Browser (Chromium / Google Chrome)
- Jetzt kann in Ruby das Design passend zum Werkstück platzieren - entweder über die Position des Lasers - die in Ruby durch das [+] Symbol auf der Arbeitsfläche dargestellt wird (die Grafik rastet mit den Anfassern und dem Zentrum darauf ein) - oder über die Kamera (siehe unten).

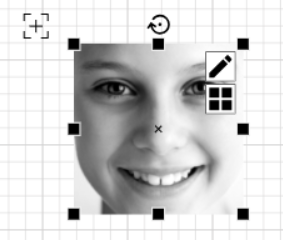
Für Foto-Gravuren zieht man einfach das Bild in den Ruby Arbeitsbereich, skaliert es bis es den Anforderungen entspricht, und platziert anschließend die Grafik wie oben für Vektorgrafiken erklärt. Auch Bilder rasten mit den Anfassern oder dem Zentrum am Marker für die aktuelle Laser-Position ein.
Zur einfachen Platzierung kann man auch die eingebaute Kamera nutzen - diese aktiviert man in Ruby mit der Schaltfläche "Tischkamera" . Es dauert einen Moment bis die Kamera aktiv ist.
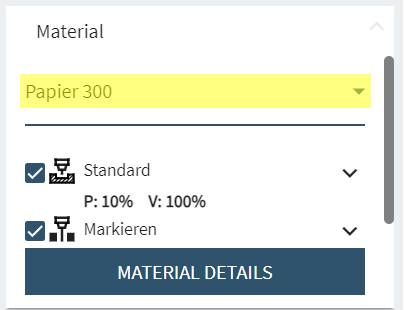
. Es dauert einen Moment bis die Kamera aktiv ist. - Nun wählt man das passende Material aus der Materialdatenbank aus. Hier als Beispiel "Papier 300":

Operationen/Arbeitsschritte denen keine Farbe zugeordnet ist werden nicht ausgeführt.
Möchte man die die Farbzuordnung, Laserleistung, Geschwindigkeit oder AirAssist (Zublasung direkt an der Düse/Schnittkante) ändern, so klickt man auf "Material Details". Dort dann entsprechend die Änderungen vornehmen. die zwei größten Stellschrauben sind:
Leistung (P): prozentuale Anteil der Laserleistung
Geschwindigkeit (V): prozentuale Anteil der Geschwindigkeit
Es gibt noch weitere Einstellungen, die jedoch eine kleinere Rolle spielen.
Wichtig sind noch die Unterschiede bei "Prozessgas":
Speedy 400:
"Aus" keine Zublasung bei der Düse/Schnittkante
"Zublasung" durch den interne Kompressor (<<5bar)Speedy 400:
"Aus" keine Zublasung bei der Düse/Schnittkante
"Zublasung" durch den interne Kompressor (<<5bar)
"Gas 1" ist die externe 5 bar Druckluft"Gas 2" ist nicht angeschlossen
Mit dem rechten Knopf speichern (der linke überschrieben die globalen Materialeigenschaften).
Falls man sich hier nicht sicher ist bitte eine einweisende Person fragen. - Jetzt kann man den Job zum Laser schicken, mittels "QUEUE" Knopf oben rechts.

Bei größeren Projekten sollte man vorher die Jobdauer berechnen mit einem Klick auf
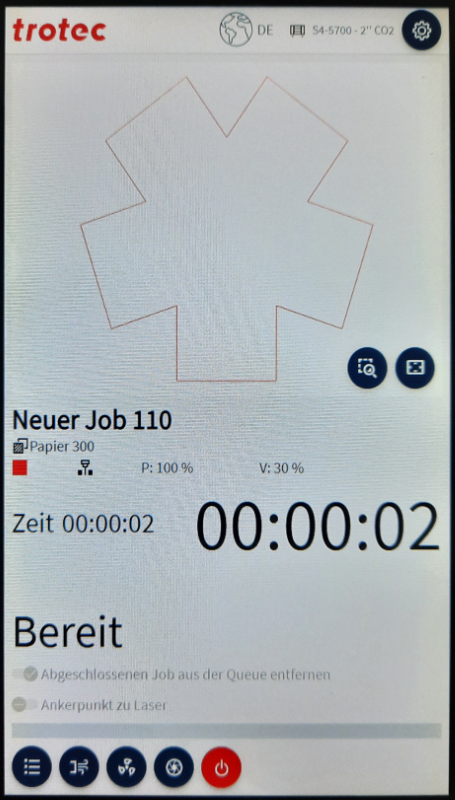
Speedy 100:
Da ohne Display, oben "Produce" auswählen;
Bedienung und Anzeige dort analog zum Speedy 400.
Zum Starten des Laserauftrages müssen die Taster am Laser direkt verwendet werden.
TODO BildSpeedy 400:
Am Laser unten links in die Warteschlange ("Queue") wechseln und den passende Auftrag auswählen.
- Jetzt kann die Ausgabe am Laser mit der "Play" Taste am Bedienfeld gestartet werden.
- Lasercutter bis zum Auftragsende beobachten, bei Feuer eingreifen.
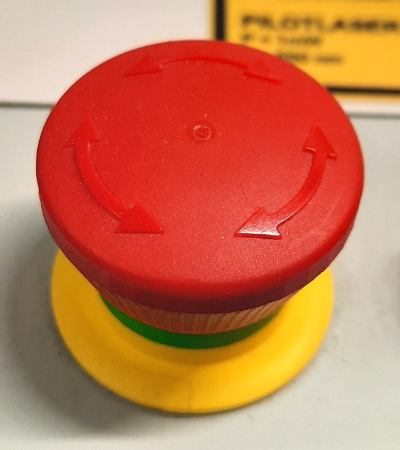
Sobald irgendwas gefährlich schief läuft (für Mensch oder Maschine), sofort Not-Aus-Taster drücken! Zum Wiedereinschalten muss der Laser dann ggf. neu gestartet werden.
- Werkstück entnehmen und Abschnitte - die auf dem Tisch/Gitter liegen - entfernen.
Falls kleinere Teile durch das Gitter gefallen sind kann dieses herausgenommen werden:
Speedy 100:
- Laserkopf manuell an die Startposition (oben links) fahren falls noch nicht dort.
- Tisch weit nach unten fahren (optional, macht das Herausheben einfacher)
- Gitter vorsichtig herausnehmen, dabei aufpassen dass man nicht an den Laserkopf stößt.
- Teile entfernen.
- Gitter wieder einsetzen. Darauf achten, dass es in den vorhanden Aussparungen "einrastet".
Speedy 400:
- Laserkopf manuell an die Startposition (oben links) fahren falls noch nicht dort.
- Tisch weit nach unten fahren (optional, macht das Herausheben einfacher)
- Druckknöpfe oben links und unten rechts entriegeln.
- Gitter vorsichtig herausnehmen, dabei aufpassen dass man nicht an den Laserkopf stößt.
- Teile entfernen.
- Gitter wieder einsetzen und mit Druckknöpfen verriegeln.
- Laserkopf manuell an die Startposition (oben links) fahren falls noch nicht dort.
- In der Zeit in der der Laser nicht aktiv genutzt wird ...
Speedy 100:
... bitte über den Schlüsselschalter wieder ausschalten - auf "0" drehen. Dies spart Strom und reduziert die Lautstärke deutlich.Speedy 400:
... kann man diesen über das eingebaute Display in den Standby Modus schalten - das reduziert die Lautstärke erheblich. Dazu den Power-Button auf dem Display betätigen. - Nutzungskarte bitte wieder zurücklegen
Materialien
Damit Materialien sicher für Mensch und Maschine sind, dürfen diese beim Erhitzen, Verbrennen oder Verdampfen nicht zu toxischen oder ätzenden Stoffen werden und sollte außerdem nicht "spritzen". Wenn Material auf die Linse spritzt wird diese leicht beschädigt (und Ersatz ist teuer).
Maximale Werkstückgrößen
Speedy 100: 30,5 x 60cm
Speedy 400: 60 x 100cm
Unsere Materialien vor Ort sind in der Regel auf 30 x 60cm zugeschnitten. Vor allem bei den Acryl-Stücken ist das leider nicht immer möglich. Wenn es für euer Projekt kritisch ist, schaut am besten schon im Vorfeld nach oder plant genügend Vorlauf ein.
✅ Erlaubte Materialien
- unbrennbares: Glas, Keramik, Stein
- dünne Lackschichten auf Metall (außer Teflonbeschichtung)
- Acrylglas (PMMA)
- PET (z.B. Overheadfolie, Bayer Vivak)
- Moosgummi (z.B. EVA Schaum)
- POM (Polyoxymethylen, z.B. Delrin)
- Papier, Pappe, Karton
- Holz (auch Sperrholz, MDF, HDF und ähnliche Werkstoffe nur aus Holz und Leim)
- "trockene" Nahrungsmittel, soweit bekannt, wie zum Beispiel Äpfel (nur gravieren), Butterkeks ohne Schokolade, Brezen, ...
- PE Polyethylen (z.B. DuPont Tyvek) / PP Polypropylen:
Schaumstoffe gehen gut
Platten schlecht laserbar, aber erlaubt - PS Polystyrol bis 1mm Dicke
- PC Polycarbonat bis 1mm Dicke
- spezieller laserbarer Stempelgummi aus dem FabLab
- Heißlaminierfolie nur wenn sie laut Datenblatt des Herstellers aus PET+EVA besteht (keine Kaltlaminierfolie, diese enthält oft PVC)
- Baumwolle (auch Viskose), Leinen, Naturfasern
- Bastelfilz, wenn aus Viskose oder Viskose-Wolle-Mischung
Wolle stinkt beim Lasern wie verbrannte Haare, ist aber sonst nicht problematisch. - Schellack
Verwechslungsgefahr muss ausgeschlossen sein: Normale Schallplatten sind nicht aus Schellack sondern aus PVC und deshalb verboten.
❌ Verbotene Materialien
- im Zweifelsfall: alles was nicht erlaubt ist
- nicht eindeutig identifizierbare Kunststoffe („irgendwas durchsichtiges“)
- spritzendes oder stark wässriges Material (Schokolade, ...)
- Schallplatten aus Vinyl (ist PVC). Alternative siehe: Schellack
- ABS, Epoxidharz (GFK, CFK, Platinen), weil es übelst stinkt
- PS Polystyrol / PC Polycarbonat dicker als 1 mm, weil es beim Lasern spritzt
- PA Polyamid / PU Polyurethan / Textilien mit Nylon- oder Elastan-Anteil / NBR-Gummi Nitrilkautschuk / alle Stoffe, die gleichzeitig H-, C- und N-Atome enthalten: entwickelt Blausäure (HCN)
- halogenhaltige Kunststoffe: PVC = Vinyl = Neopren, PTFE = Teflon (z. B. als „glitschige“ Beschichtung von Taschenmessern), PFA, ...
Erteilen von Einweisungen
Das Erteilen von Einweisungen bedarf viel Erfahrung am Gerät und Klarheit bei der Vermittlung der Inhalte. Deshalb gibt sind nur folgende Personen einweisungsberechtigt:
- Kevin Bradenstein
- Melanie Wittig
- Julian Hammer
- Florian Jung
- Oliver Rennen
Quellen und Lizenz
Die hier veröffentlichten Inhalte stehen unter der CC-BY-SA 3.0 Lizenz.
Einige Textpassagen und Formulierungen wurden aus der Lasercutter-Einweisung des FAU FabLabs entnommen, welche ebenfalls unter CC-BY-SA lizensiert ist.
Backup
Backup der Materialeinstellungen vor dem entfernen von Trotec Defaults.
Best Practice / Erfahrungsberichte
Sammlung von Erfahrungswerten und praktischen Hinweise für gängige Bastelprojekte
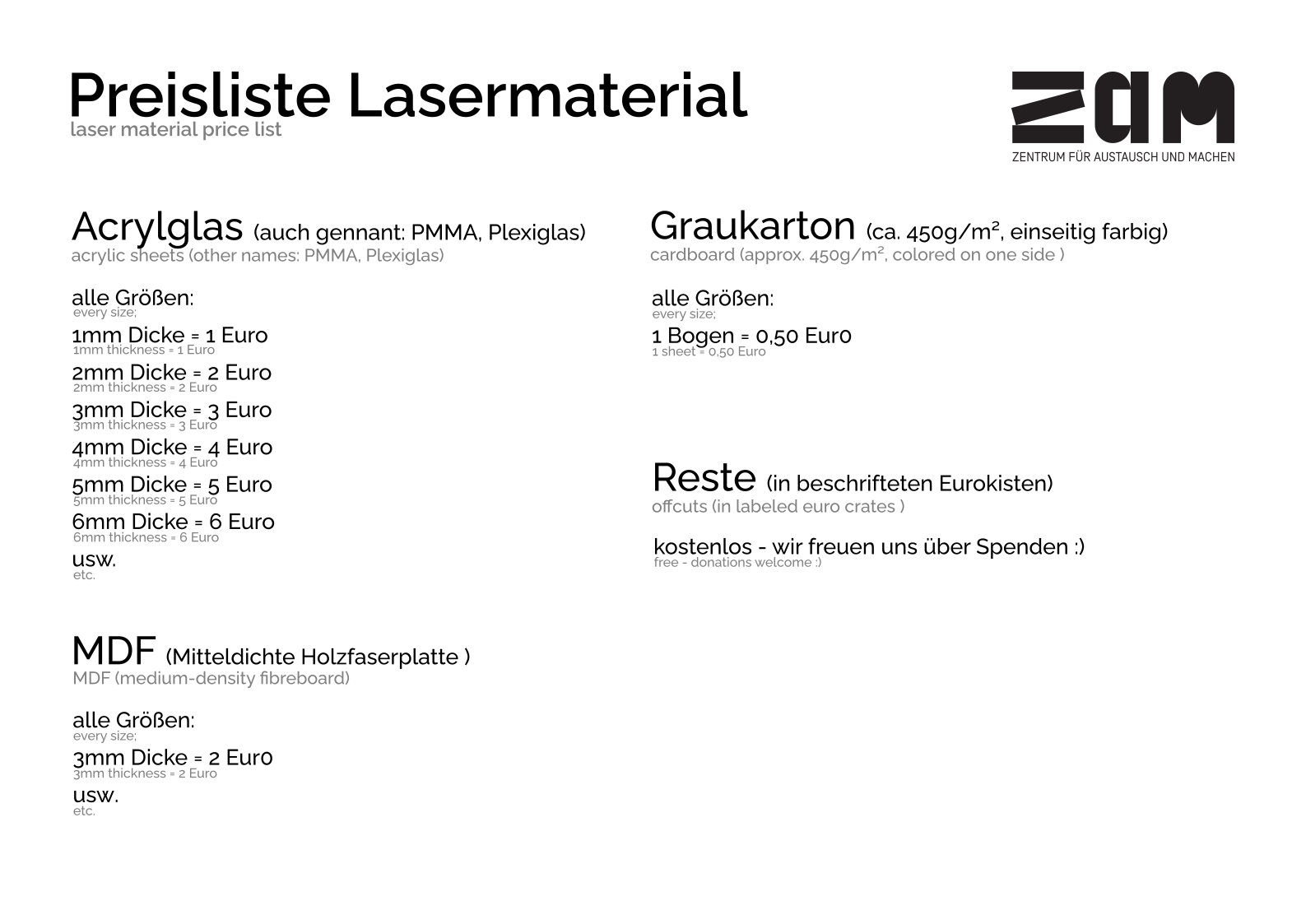
Materialkosten
Preisliste Stand 15. Januar 2024
Ideen und Vorlagen
- Vorlagen zum Erstellen von Boxen und Aufbewahrungshilfen: https://boxes.hackerspace-bamberg.de/ (boxes.py)
- Verbindungen von Plexiglaselementen https://store.curiousinventor.com/...
Ecken
Die Trotec Lasercutter behandeln Ecken intelligent und brauchen hier keine Hilfe. Beispielsweise bei boxes.py sollte bei "inner_corners" anstelle von loop einfach corner ausgewählt werden. Sonst werden die Ecken doppelt gelasert.
Steckverbindungen und Burn-Korrektur
Erfahrungswerte Burn-Korrektur: Bitte neuestes Datum oben
| Datum |
Gerät |
Material + Dicke |
Burn-Korrektur |
Eingetragen von |
| 2025-03-30 | Trotec Speedy 400 | HDF 3mm | 0,05 | Kevin Bradenstein |
| 2024-01-19 |
Zing 6030 |
HDF 3mm |
0.06 |
Markus Dutschke |
Hintergrund
Beim Erstellen von Rechteck-Steckverbindungen wie auf boxes.py verwendet (ineinander greifende Rechtecke) müssen folgende Effekte beachtet werden, um eine Passgenauigkeit zu erzielen, welche weit genug zum Zusammenführen und eng genug für einen stabilen Halt ist:
- Größe des Laserstrahls
Die Schnittdicke des Lasers führt dazu, dass ineinander greifende Rechtecke eine ganz leichte Lücke aufweisen - Materialeigenschaften
Verhalten und Oberfläche des Materials an den Schnittkanten bestimmt ebenfalls die Eigenschaften der Steckverbindung - Laserstrahl ist nicht parallel sondern fokussiert
- Laserstrahl ist nicht punktförmig, sondern oval
- Genauigkeit (Diskretisierung) Motorsteuerung
- (eventuelle) Schiefstellung des Lasers
Wenn der Laser nicht 100% senkrecht steht, sondern ganz leicht schief, sind die Schnittkanten nicht mehr senkrecht und es wird etwas mehr Spiel benötigt, um Rechteck-Steckverbindungen zusammenzustecken. Diese extra Toleranzen hängen vom Zusammensteckwinkel und der Orientierung der Steckverbindung beim Lasercutten ab.
Der Einfachheit halber, fassen wir diese Effekte als Burn-Korrektur zusammen. Es ist am sinnvollsten diese empirisch zu ermitteln. Da auch andere Effekte als die Laserausdehnung eine Rolle spielen, muss diese nicht für alle Materialtypen und Dicken gleich sein.
Definition der Burn-Korrektur
Bei der Definition der Burn-Korrektur lassen wir die anderen Effekte außer Acht und betrachten nur die physische Ausdehnung des Laserstrahl. Die Burn-Korrektur entspricht hierbei dem Radius des Laserstrahls.
Nehmen wir für die folgenden Beispiele eine Burn-Korrektur von 0.06mm an.
Unterschied zwischen positivem und negativem Ausschnitt:
Möchte ich also ein Quadrat von 6mm Kantenlänge ausschneiden, muss ich dieses 6.12mm groß designen, da beim ausschneiden an beiden Rändern der Radius des Laserstrahls von 0.06mm zusätzlich abgetragen wird. Möchte ich hingegen eine quadratische Aussparung von 6mm Kantenlänge erzeugen, so muss ich dieses als 5.88mm großes Quadrat anlegen, da der Radius des Lasers zusätzlich abgetragen wird.
Abmessung Burn-Korrektur:
Hier nocheinmal die typischen Bemaßungen bei einer Rechteck-Steckverbindung
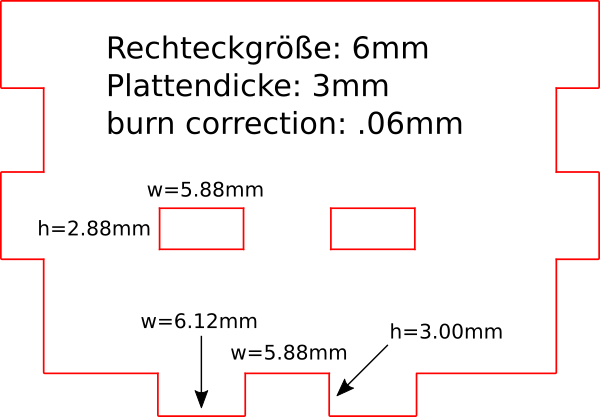
Download als .svg: 240201_burnKorrektur.svg
Individuelle Gehäuse und Boxen parameterisiert mit Inkscape designen
Sowohl die Materialdicke als auch die Lasercuttereigenschaften können sich ändern. Da ist es verdammt schade, wenn die aufwändig designte SVG Datei für eine Box auf einmal nicht mehr funktioniert. Im folgenden wird eine Methode vorgestellt, wie Gehäuse und Boxen mit überschaubaren Aufwand so gestaltet werden können, dass sich die entsprechenden SVG Dateien schnell auf geänderte Materialdicke, Burnkorrektur, ... anpassen lassen.
Wie das ganze funktioniert, erfährst du in folgenden Youtube Video:
Und hier noch die entsprechende Datei als Vorlage: vorlage_gehaeuse.svg (wird aktuell gehalten).
Verbindung von Lasergecutteten Teilen
Rechteck Steckverbindung
Standardverbindung. Zur vollen Stabilität noch kleben
Kleben
Einschmelzgewinde
Schriftzüge auf Acryl
Beschriftungen in 3D-gedruckten Teile
Da man mit dem 3D-Drucker nur bedingt saubere Schriftzüge erstellen kann, hier eine kleine Anleitung, wie man schöne Schilder mit einem relativ einfachen 2-Farb-Druck (manueller Filamentwechsel) erstellen kann.
Hierzu erstellt man das Modell am besten so, dass nur 2 Lagen eine unterschiedliche Farbe haben. Damit der Farbwechsel im relevanten Modell sauber funktioniert, erstellt man einen kleinen Purge-Tower neben dem Modell, den man in der Modellliste dann ganz nach oben schieben muss, um als erstes in jedem Layer gedruckt zu werden. Dieser Tower muss nur so hoch sein, dass er von der zweiten Farbe eine Schicht enthält.
Hier ein Beispiel für die Schildchen des Modern-Gridfinity-Case.

Der Purge-Tower ist 10 x 20 x 0,6 mm groß. Die Frontfarbe ist zwei Schichten dick, da bei einer Schicht und ungünstiger Farbkombination (z.B. schwarz - rot) der Kontrast ein wenig ärmlich wird.
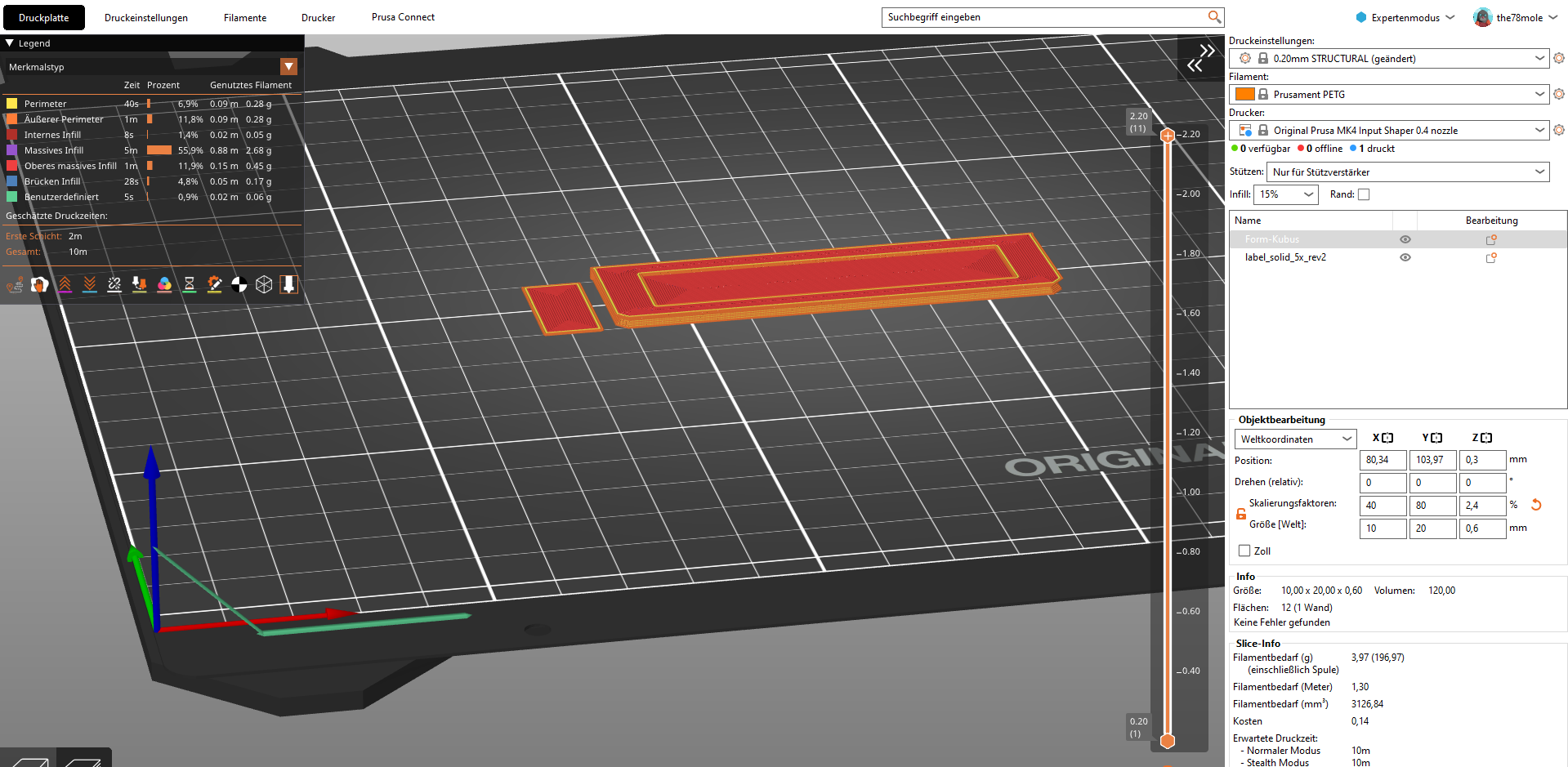
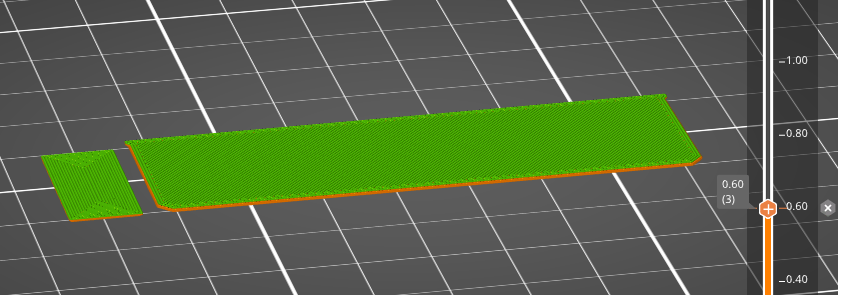
Nun geht man in die Schicht auf 0,6mm höhe und klickt auf das (+)-Zeichen. Das Ergebnis sieht dann folgendermaßen aus. Das kleine (X) neben dem Höhelineal zeigt, dass man alles richtig gemacht hat. Durch Klick auf das (X) kann man den Farbwechsel auch wieder aufheben, sollte man sich vertan haben.
Nun kann man das Modell zum Drucker schicken (oder auf einen USB-Stick schieben) und drucken. Das sieht dann etwa so aus.


Nun kann man das Teil in den Lasercutter legen und mit der Gravur beginnen...
To be continued...
Am Ende kann es dann so aussehen:

Versuche: Glas "schneiden"
Fensterglas (hat grüne Kante) wird mit der TLS-Methode "geschnitten", mit max. Leistung und max. Frequenz.
- Parameter experimentieren: hier max. Leistung (120 W) und max. Frequenz (60 kHz) verwenden. Fokus muss oberhalb der Platte liegen, so dass der Strahldurchmesser auf der Glasoberfläche etwa 5 mm misst. Ein schmal-fokussierter Strahl (4"-Linse) wäre besser, aber der Abstand wird dann vermutlich zu groß? dann die 2"-Linse verwenden. Verfahrensgeschwindigkeit so wählen, dass der Spannungsriss von der Glasoberfläche möglichst bis unten geht (erste Einstellung 50 m/s).
- Abschrecken: Ideal wäre, wenn die Düse hinter dem Laserstrahl die Oberfläche kühlen (abschrecken) könnte... (kalte Luft, vernebelt)
- Glas-Vorbereitung: Das Glas muss zum Schneiden sauber sein. Erst beidseitig mit klarem Wasser waschen und anschließend trocknen. Dann entlang der vorgesehenen Risslinie mit Petroleum reinigen.
- Initialriss: Jede Schnittlinie braucht einen Initialtiss auf der Linie (einige mm), ausgeführt mit dem Hand-Laserschneider. Durch die thermische Energie des Lasers und die Ausdehnung des Materials wird der Initialriss dann fortgeführt.
- Entlastungsschnitte: Wenn der Schnitt nicht von einer Glaskante zur anderen geht, sondern eine geschlossene Form geschnitten werden soll, dann braucht man Entlastungsschnitte. Zuerst wird 1. die geschlossene Form geschnitten (beispielsweise ein Kreis) . Anschließend werden 2. ausgehend von der bereits geritzten Form zur Außenkante des Glases mehrere Entlastungssschnitte gemacht, die den Verlust-Teil außen rum in mehrere Stücke teilen. Dazu wird für jede Linie mit dem Hand-Glasschneider ausgehend von der bereits geritzten Linie ein durchgehender gerader Initialriss gemacht bis zur Außenkante der Glasscheibe.
Alternative ist Wasserstrahlschneiden. Anbieter: metallundleben.de Nürnberg (1 Schnitt 150 cm 150 € plus Material).
Gravieren
Tipps:
- Die Gravur soll von vorne nach hinten ausgeführt werden. Die Gravur wird dadurch sauberer, da keine Rückstände auf dem Weg zum Auspuff über frisch gravierte Teile geblasen werden.
- Luftunterstützung aktivieren ("On")
- Laserkorrektur (LC-Wert) auf 10 einstellen
- Material muss über den gesamten Arbeitsbereich flach bleiben.
- Durch Erhöhung des Z-Offsets (kontrollierte Entschärfung) wird der Kontrast erhöht und das Gravurbild dunkler.
Das kann aber auch die Gravurdetails verringern.
Gravieren von Glas
Um Glasflaschen zu gravieren, eignet sich die Einstellung "Glass Industrial | 2.0mm".
Am besten unter Materialeinstellungen / Fortgeschritten noch als Dithering-Algorithmus "Stucki" auswählen.
Technische Details: Trotec Speedy 400
Spezifikationen
| Arbeitsfläche Ladefläche |
1000 x 610 mm 1096 x 698 mm |
| Arbeitshöhe | 305 mm bei 2 Zoll Linse 255 mm bei 4 Zoll Linse |
| Lasertyp | CO2-Laser |
| Laserleistung | 120 W mit PWM einstellbar (in %), luftgekühlt |
| Wellenlänge | 10,6 μm (10570...10630 nm) |
| Pulsfrequenz | 500-60.000 Hz |
| Fokuslinsen |
2" = 5,08 cm Brennweite 4" = 10,16 cm Brennweite |
| Fokustiefe | manuell oder automatisch einstellbar |
| Blasdüse extern | 5 bar |
| Blasdüse intern | ? bar (wesentlich weniger) |
| Verfahrensgeschwindigkeit | 3,55 m/s (max. ?) |
| Prozessgeschwindigkeit |
4,32 m/s (15,5 km/h) |
| Wiederholungen | sind möglich |
| Wiederholgenauigkeit | +- 0,015 mm (3/100 mm) |
| Gravur-Auflösung |
Schnell: 333 dpi Qualität: 600 dpi |
Zubehör
Zum Speedy 400 gibt es im ZAM folgendes Zubehör:
Fokuslinsen
| Fokuslinse |
Gravieren |
Schneiden |
| 2" = 5,08 mm Brennweite |
Grafiken mit mittleren Details und Auflösung (500 dpi Auflösung; mit verminderter Schärfe bis 100 dpi Auflösung), Standard-Gravuren |
Mittlere Laserleistung, Acryl < 8 mm, Holz mittlerer Härte < 12 mm. |
| 4" = 10,16 mm Brennweite | Brandgravur Holz, Lasergravieren Grafiken mit geringer Detaillierung mit hohen Laserleistungen | Schaumgummi |
Rotationseinheit -- Einweisung
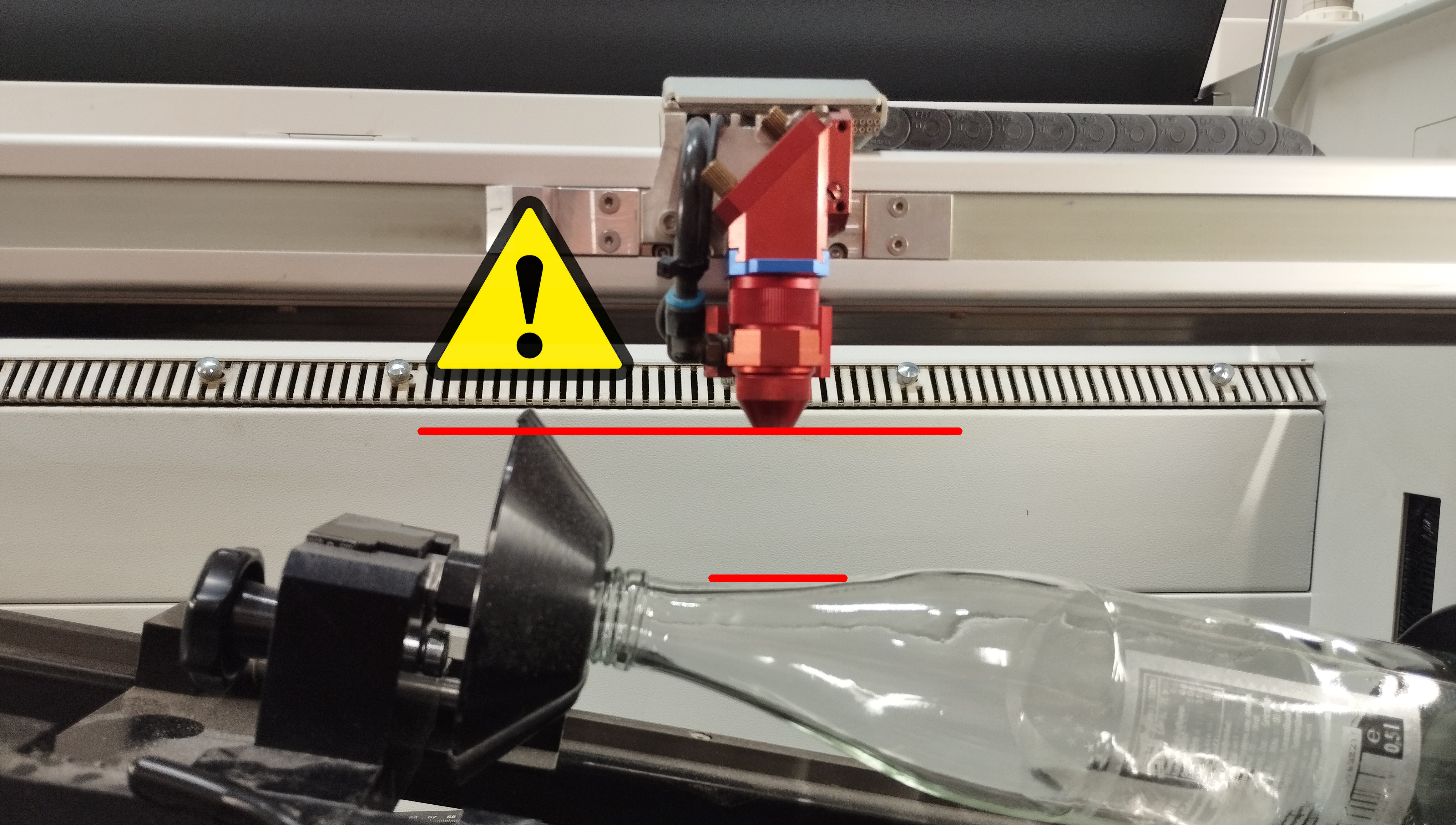
Der Trotec Speedy 400 ("der große") kommt auch mit einer Rotationseinheit. Mit dieser kann man Rundgravuren, z.B. um Tassen, Flaschen etc. anfertigen.
Ihre Benutzung birgt allerdings einige Tücken und zusätzliche Gefahren, deshalb ist die Nutzung nur mit einer zusätzlichen, per Unterschrift bestätigten, Rotationseinheits-Einweisung erlaubt!
Einweisung
Installation
Die Rotationseinheit liegt unter dem Laser. Um sie einzubauen, muss erst der Lasertisch ganz nach unten gefahren werden (dafür muss der Laser an sein), und der Laser muss wieder ausgeschaltet werden.
Es empfiehlt sich, die rote Klappe herunterzuklappen, dann hat man mehr Bewegungsfreiheit
Bild

Dann kann man die Rotationseinheit auf das Lasergitter setzen, sodass die Löcher links und rechts in die Stifte im Lasertisch einrasten:


Die Winkelverstellung muss ganz heruntergeklappt sein. Das Kabel wird bei ausgeschaltetem Laser in den Anschluss in der linken Innenwand eingesteckt. Danach wird der Laser eingeschaltet. Achtung: Der Laserkopf fährt automatisch über die Rotationseinheit. Kollisionsgefahr!
Achtung: Die Rotationseinheit darf nur bei ausgeschaltetem Laser eingesteckt werden!
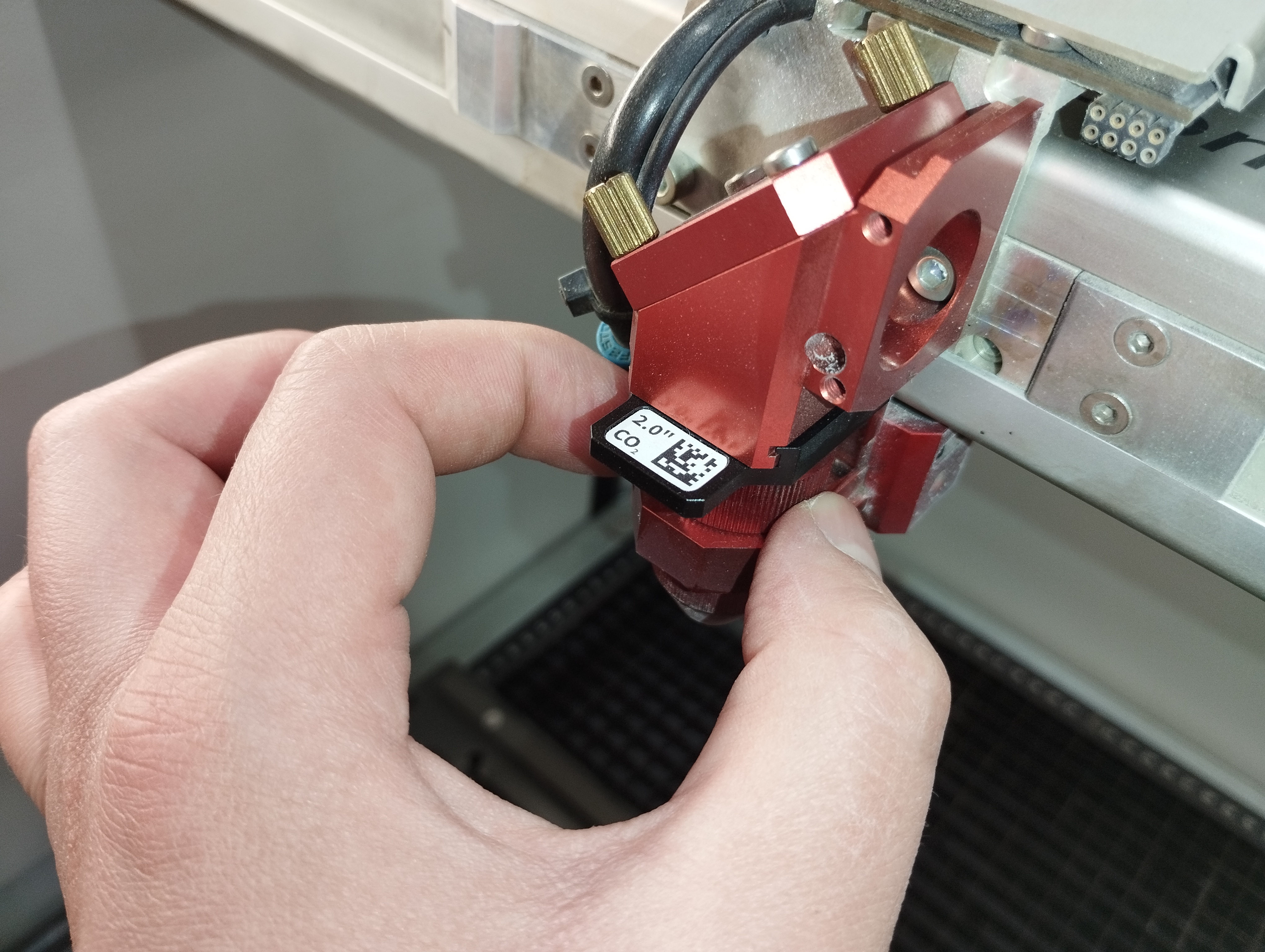
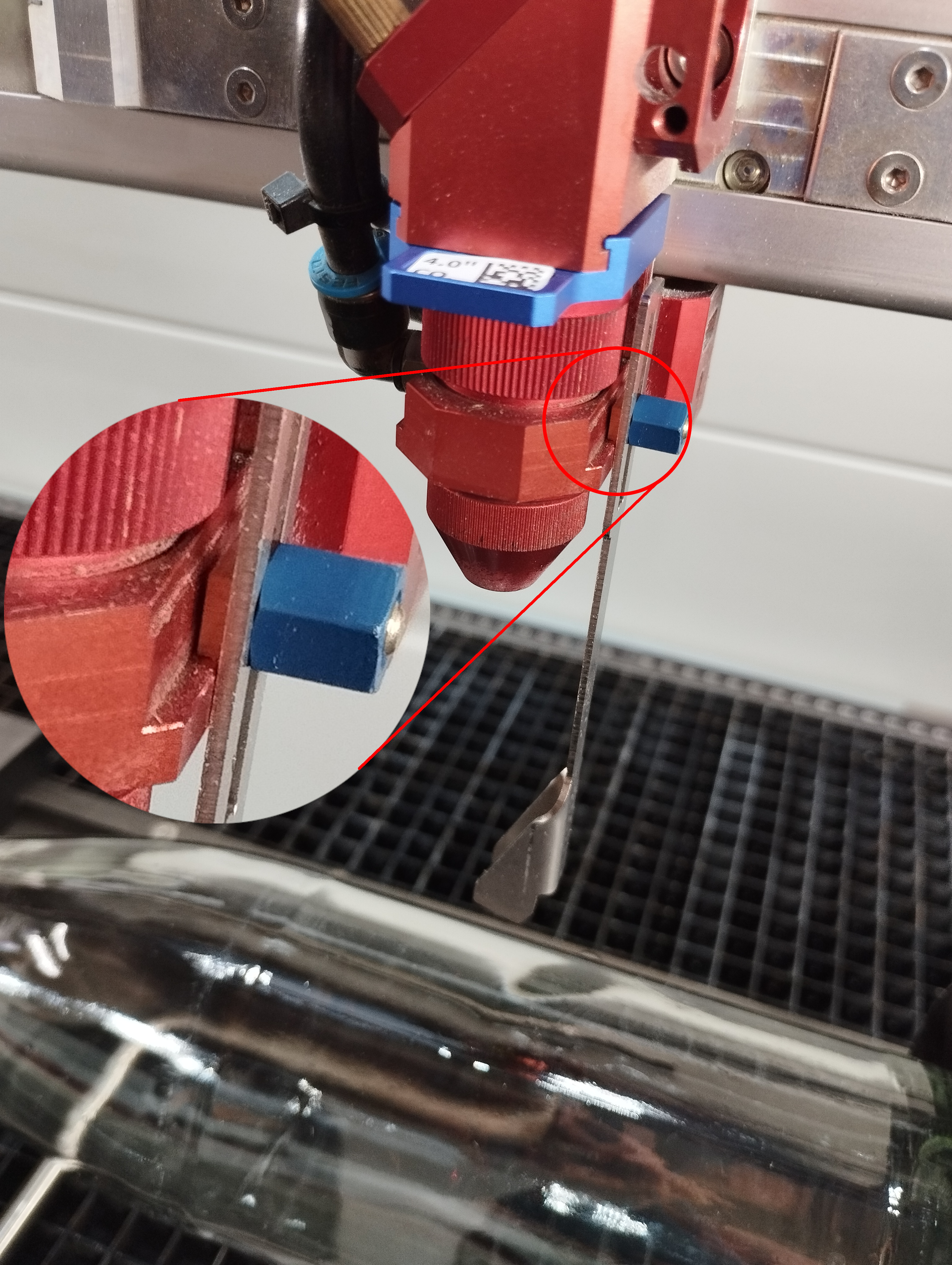
Linsenwechsel
Der Laser kann mit einer 2-Zoll oder einer 4-Zoll-Linse betrieben werden. Die beiden unterscheiden sich in der Brennweite, d.h. darin, wie weit das Werkstück vom Laserkopf entfernt sein muss.
Für Arbeiten mit der Rotationseinheit bevorzugen wir die 4-Zoll-Linse, da das die Gefahr von Kollisionen mit der Einheit oder dem Werkstück reduziert.
Achtung: Linsen sind empfindlich und teuer. Nur in der gepolsterten Linsenbox ablegen!


Um die Linse auszutauschen, wird erst der Zylinder unterhalb der Linse etwas nach unten geschraubt. Dann kann die alte Linse herausgezogen und die neue eingeschoben werden. Dann mit dem Zylinder wieder fixieren:

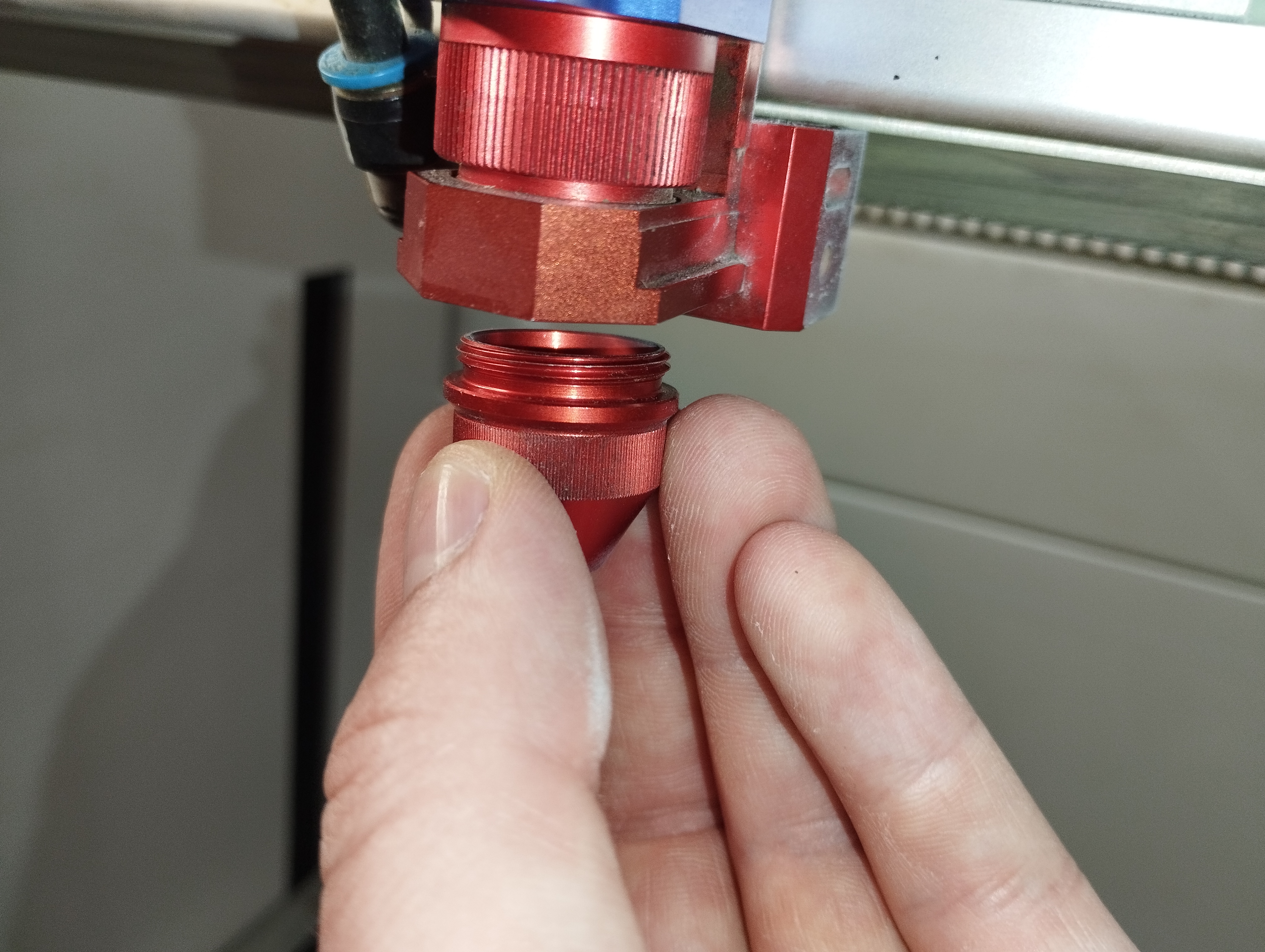
Der Konus kann optional entfernt werden. Er dient der Kanalisierung der Druckluft, aber kann je nach Werkstück mit der Rotationseinheit kollidieren. Wenn nötig, einfach abschrauben:
Bitte nach getaner Arbeit die Linse wieder zurückwechseln!
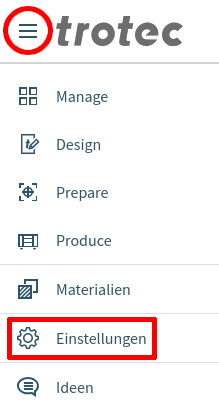
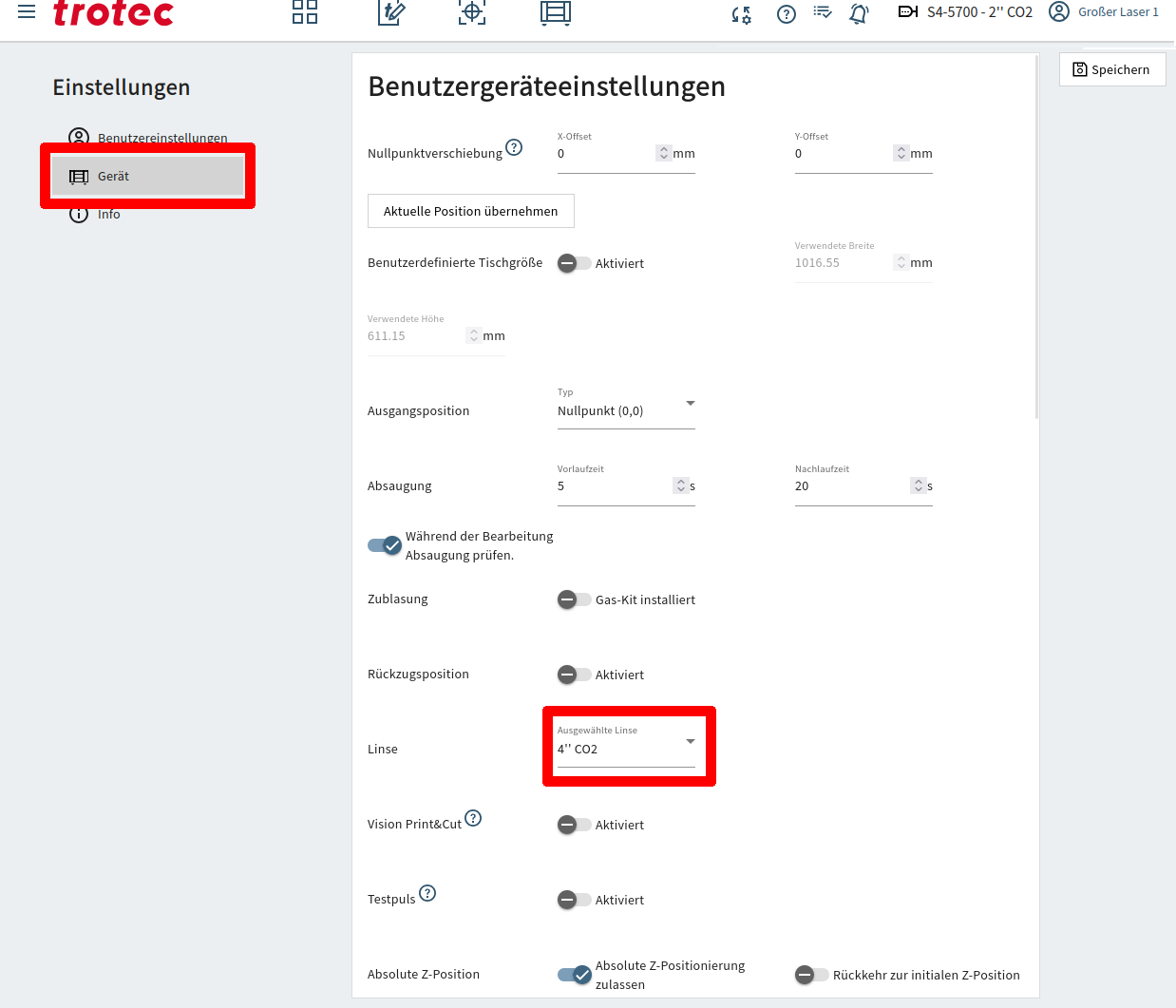
In jedem Fall muss nach einem Linsenwechsel dem Laser der neue Linsentyp mitgeteilt werden. Hierfür im Webinterface des Lasers im "Burgermenü" auf "Einstellungen", dort unter "Gerät" die entsprechende Linse einstellen und speichern.
Einspannen des Werkstücks
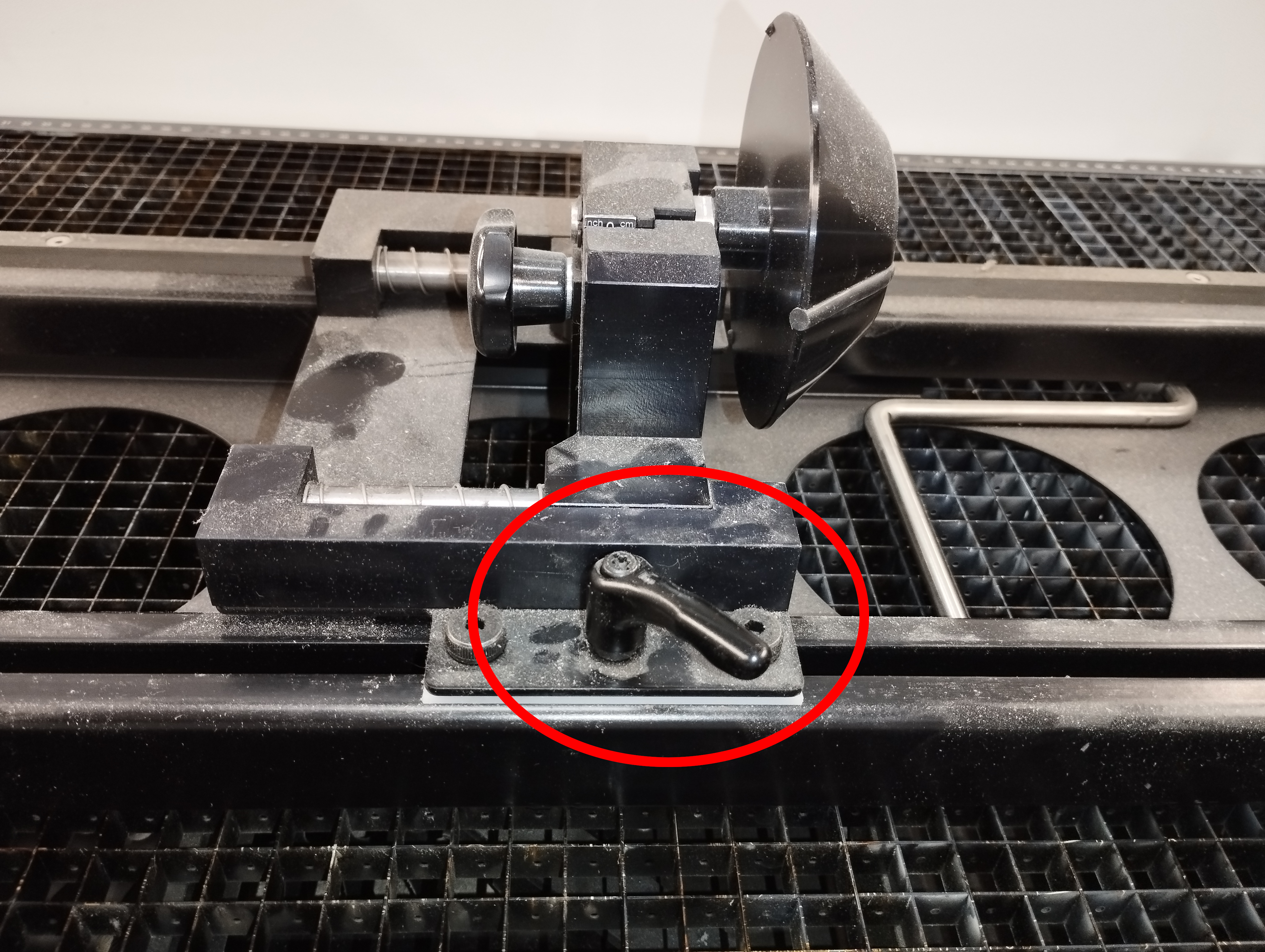
Das Werkstück wird zwischen die beiden schwarzen Drehteller eingespannt. Dazu kann der linke Teller mit dem Hebel bewegt werden. Der linke Teller ist gefedert gelagert; die Feder sollte ca halb gespannt sein, wenn das Werkstück eingespannt ist:
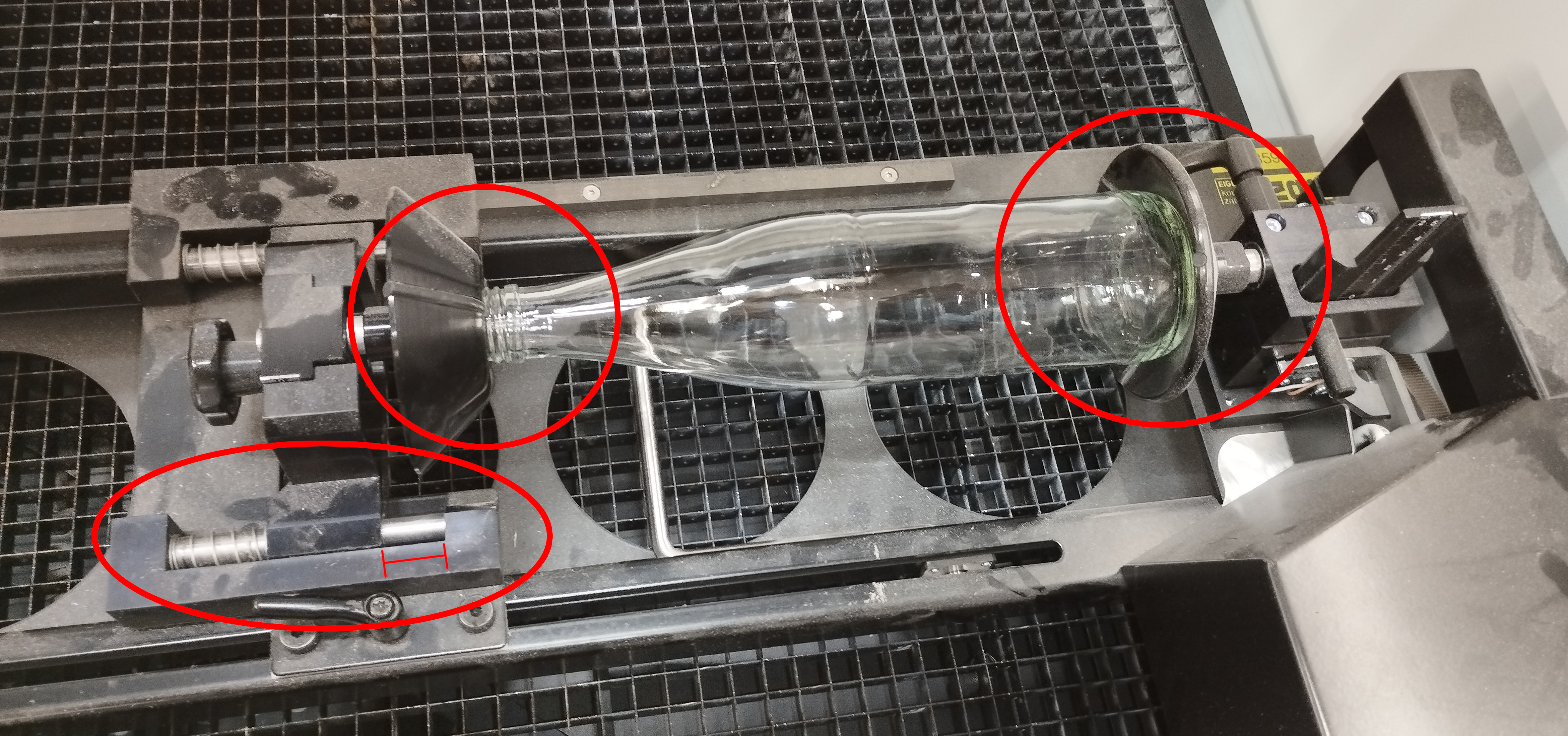
Kippen des Werkstücks
Wenn das Werkstück konisch ist, kann es schräg gestellt werden, damit die zu lasernde Fläche parallel zur Horizontalen ist:

Achtung
Sowohl die Rotationseinheit als auch das Werkstück kann nach oben hin überstehen. Es besteht Kollisionsgefahr mit dem beweglichen Laserkopf!

Fokussieren
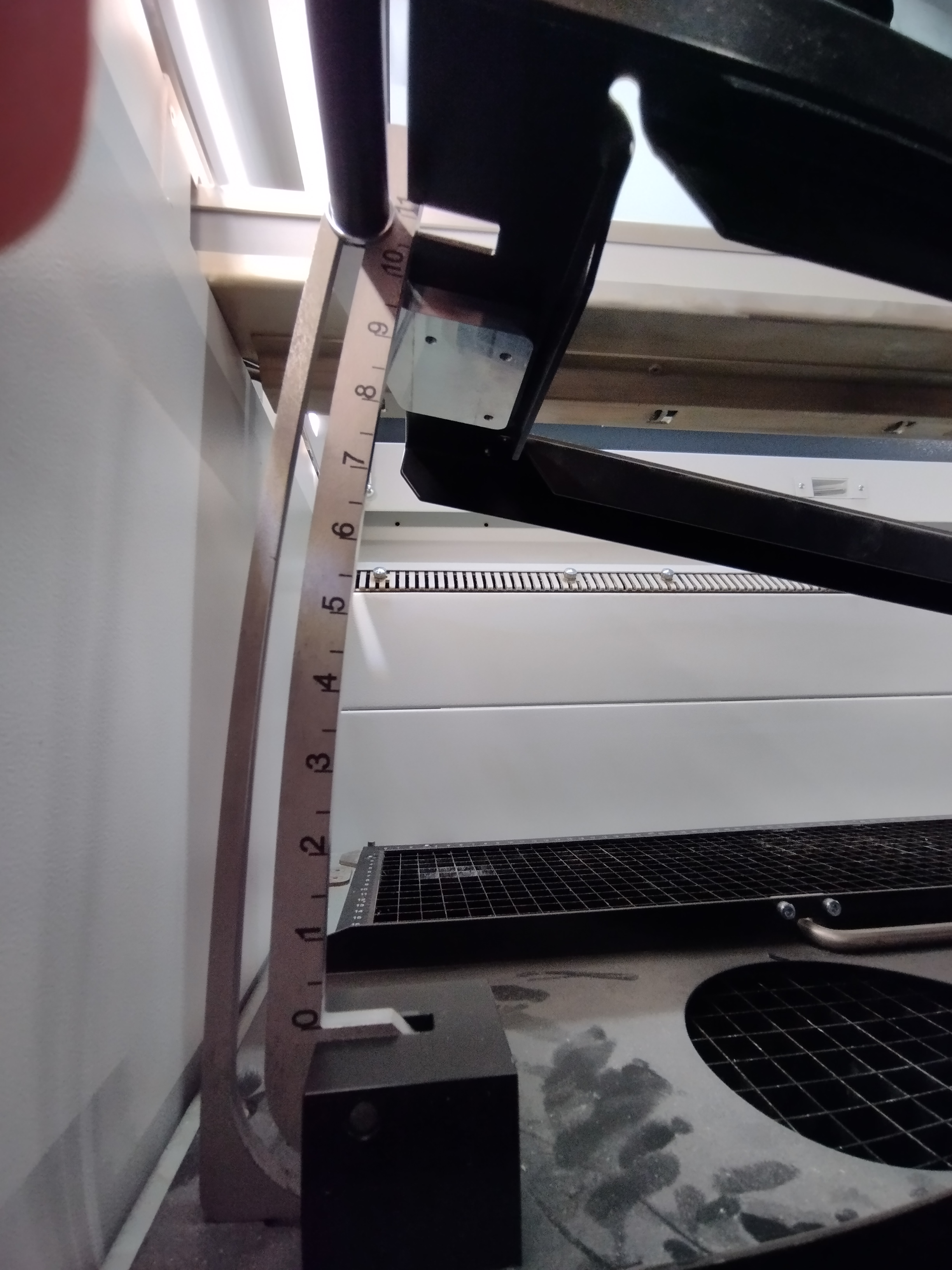
Der Autofokus kann nicht benutzt werden. Stattdessen liegt jeder Linse eine Fokussierhilfe bei. Diese wird in den Laserkopf eingehängt, dann fährt man den Tisch langsam hoch bis die Fokussierhilfe das Werkstück berührt und herunterfällt. Das ist dann die korrekte Höhe.

Vorlage vorbereiten
Die Vorlage wird weitgehend wie üblich erstellt. Im dritten Schritt, in dem dann die Position im Laserbett und das Material eingestellt werden kann, muss auf das "Glas" geklickt werden:

Im dann erscheinenden Textfeld gibt man dann den Durchmesser des eingespannten Objektes an:

Das beeinflusst, wie weit (um wie viele Grad) das Werkstück pro Zentimeter der Vorlage gedreht wird. Falsche Werte führen also zu einem gestauchten Bild.
Für gekippt eingespannte Objekte kann man z.B. den mittleren Durchmesser nehmen.
Die Bedienoberfläche sieht dann folgendermaßen aus und zeigt angedeutet, wie die Vorlage "um das Objekt gewickelt" werden wird:
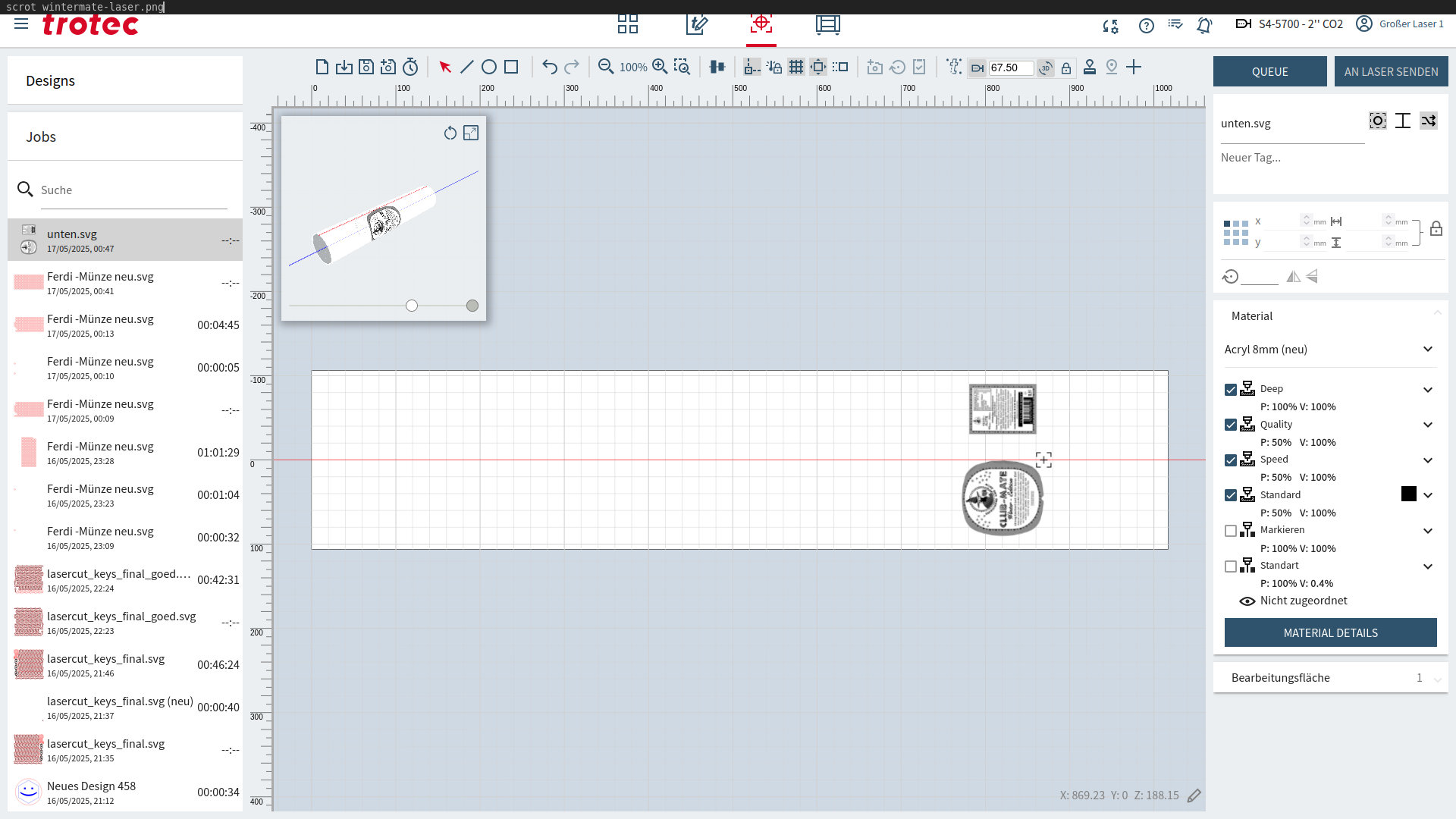
Die horizontale rote Linie ist längs zur Rotationsachse. "Nach oben / unten" dreht das Werkstück.
Danach / Aufräumen
Nach Benutzung der Rotationseinheit bitte wieder alles rückbauen:
- Laser ausschalten. (!)
- Rotationseinheit ausstecken.
- Laser einschalten und den Laserkopf nach hinten / aus dem Weg fahren.
- Rotationseinheit nach oben herausnehmen und wieder unter dem Laser verstauen.
- Linse zurückwechseln und in den Einstellungen entsprechend umstellen.
Wartung
Achtung: Die Lasercutter werden nur von Betreuern gewartet. Bitte nichts selbstständig aufschrauben.
Linse reinigen
Wann reinigen? Zu Beginn jeder Öffnungszeit! Und nach jedem größeren Job.
Wie?
- Im Regal links ist eine rote Kofferbox mit den Linsen und Reinigungsmaterialien (insbesondere: Reinigungsflüssigkeit und Wattestäbchen)
- Linse aus dem Laser ausbauen.
- Einige Tropfen Reinigungsflüssigkeit auftragen, verfließen lassen, einwirken lassen.
- Mit einem sauberen Wattestäbchen vorsichtig trockentupfen. Nicht reiben/drehen. Tupfen bedeutet wirklich nur "Wattestäbchen nach unten führen, warten bis es Flüssigkeit aufgesaugt hat, Wattestäbchen wieder nach oben wegheben".
Ich erlaube mir zu wiederholen: AUF KEINEN FALL REIBEN.
(Die Linsen sind so dermaßen empfindlich, dass man sie damit unsichtbar zerkratzt. Das sieht man erst nicht, aber nach kurzer Laserzeit später sammelt sich dann richtig viel Dreck in den feinen Kratzern und verschlimmert sie drastisch.) - Mit der Rückseite wiederholen.
- Nicht. Reiben. kthxbye :)
- Im Wartungsprotokoll (klebt an/auf jedem Laser) eintragen.
Filter tauschen
Achtung, einmaliges Experiment Stand Dezember 2025: Um die Auswirkungen von HDF auf die Filter herauszufinden, bitte einmalig nur Filtermatte+Taschenfilter zusammen tauschen. Bitte zwingend(!) den originalen Trotecfilter (im Regal im Laserraum oben in den Pappkartons) benutzen (baugleich zu dem, der gerade eingebaut ist). Bitte dann entsprechend den "Nur Echtholz/HDF"-Zettel auswechseln und im Wartungsprotokoll eintragen.
Sowohl der Trotec Speedy 100 als auch der Speedy 400 haben einen Taschen- und Aktivkohlefilter, der regelmäßig getauscht werden muss.
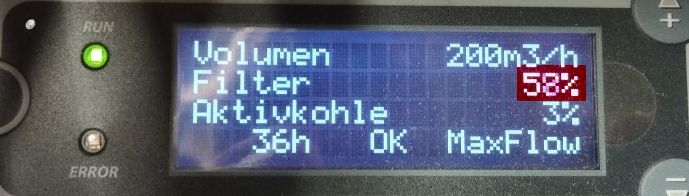
Wann tauschen? Wenn die Filteranzeige bei 100% ist, oder wenn der Filter ein Loch hat (erkennbar an hartnäckig verrauchtem Raum, auch wenn man die Nachlaufzeit der Lüftung brav eingehalten hat.)
Filteraufbau: Grundsätzlich sind die Filter so aufgebaut: Dreckluft -> (Filtermatte) -> Taschenfilter -> Aktivkohle -> Filtermatte -> Gebläse -> Raumluft. Der Taschenfilter filtert Schwebstoffe wie Holz/HDF-Staub und Ruß, die Aktivkohle neutralisiert Gerüche wie z.B. von Acryl. Die Filtermatten dienen als Vorfilter (um das gröbste vom Taschenfilter fernzuhalten) oder als Nachfilter, um das Gebläse zu schützen.
Wie tauschen? Gut dass du fragst. Zu allererst: Mit Handschuhen und Gesichtsmaske. (In den Filtern sammelt sich Giftschlonz, den du weder einatmen noch ins Gesicht schmieren willst.)
Ersatzfilter sind im Regal links von den Lasern oben, oder mehr Nachschub im Haupthaus unter der Sitztreppe.
(Vor)letzten Filter genommen? Bitte an prototypenwerkstatt@zam.haus oder in der "Prototypenwerkstatt-Orga"-Mattermostgruppe Bescheid sagen, damit nachbestellt werden kann.
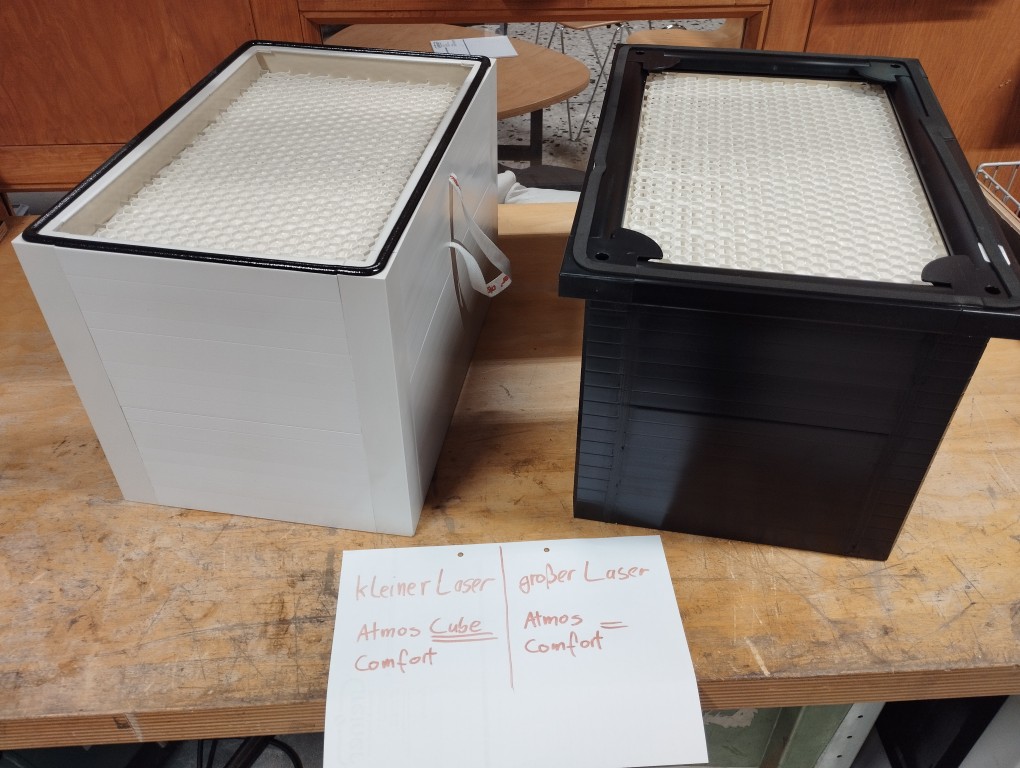
Am wahrscheinlichsten ist entweder die obere Filtermatte oder der Taschenfilter mal wieder voll. Der sieht so aus. Achtung, die Filter vom Speedy 100 ("kleiner Laser") und Speedy 400 ("großer Laser") sehen sich ähnlich, sind aber unterschiedlich. Der vom Speedy 400 (rechts, schwarz) hat einen Flansch oben, der vom Speedy 100 (links, weiß) nicht. Vertraut nicht den Farben, achtet auf den Flansch.
Generelles Vorgehen:
- "Filter 100%"?
- (Nur Speedy 400): Erstmal nur die obere Filtermatte tauschen. (grobe Filtermatte verwenden)
- Hilft nicht (oder Speedy 100)? Dann den Taschenfilter tauschen.
- Im Wartungsprotokoll (klebt auf/an den Lasern) eintragen.
- "Aktivkohle voll"?
- obere Filtermatte (nur Speedy 400) und Taschenfilter ausbauen, um an die Aktivkohle zu kommen
- Aktivkohlesack wechseln
- untere Filtermatte prüfen, wenn dreckig oder beschädigt, wechseln. (feine Filtermatte verwenden)
- Taschenfilter und obere Filtermatte rückbauen.
- Im Wartungsprotokoll (klebt auf/an den Lasern) eintragen.
- Verbrauchtes Filtermaterial luftdicht in Plastikbeutel packen und im Restmüll (Container unten vor der Holzwerkstatt) entsorgen.
Vorgehen Speedy 400:
Lüftungsschläuche nach hinten aus dem Filterkasten herausziehen und z.B. an der Wand rechts parken.
Den Filterkasten nach vorne fahren, ohne dabei Kabel einzuklemmen oder kurze Kabel abzureißen! Mit einem Imbusschlüssel (Schubkasten) die beiden Verriegelungen lösen und öffnen.
Nacheinander ausbauen (soweit wie nötig) und wieder rückbauen:
- "Schlauch/Gitter"-Kasten
- Matte (grob)
- Taschenfilter
- Aktivkohle
- Matte (fein)
Im Wartungsprotokoll (klebt auf/an den Lasern) eintragen.


Vorgehen Speedy 100:
Der Filter ist direkt unterm Laser eingebaut.
- Schwarze Schnalle unten links lösen.
- Metallenen Hebel nach unten ziehen.
- Kasten mit dem Taschenfilter entfernen.
- Metallgestell, auf dem der Kasten stand, aushaken und ausbauen. (Achtung: vorher merken, wie es eingebaut war!)
- Aktivkohlesack entfernen.
- Matte (fein).
Im Wartungsprotokoll (klebt auf/an den Lasern) eintragen.
Speedy 400: untere Kammer reinigen
Manchmal fliegen kleine Bruchstücke bis ganz nach unten durch, wo sie dann vielleicht die Riemen des Lasers blockieren oder beschädigen können. Einmal im Monat sollte man da unten sauber machen:
- Den Notaus des Lasers drücken. (Ihr steckt gleich eure Finger da rein, wo der Laser sie einklemmen könnte.)
- Rote Frontblende herunterklappen (dazu etwas auf sich zu ziehen, dann klappt sie nach unten weg).
- Ein Metallblech mit zwei schwarzen runden Abdeckungen wird sichtbar.
- Die beiden Abdeckungen entfernen. Das ist etwas tricky.


-
Die drei Inbusschrauben herausschrauben (rot markiert; erst links, rechts, zuletzt mitte).
Dabei mit zwei Fingern durch die gerade freigemachten Löchern halten. Das ist wichtig, sonst fällt euch das Blech runter.

- So sieht's da drinnen aus. Am besten kommt man rein, wenn man die rote Frontblende etwas vorklappt. Staubsauger oder so hilft.


- Beim Rückbauen bitte die Abdeckungen so einsetzen, dass die Linie waagerecht ist:







Handbücher
Speedy 100 + "Atmos Cube"-Lüftung:
Speedy 400 + "Atmos Duo"-Lüftung
Wartungslogs Archiv
Die meisten Wartungslogs sind in Papierlisten direkt am Gerät. Hier sind nur diejenigen Zettel archiviert, die voll wurden und in den Müll gewandert sind.
Filterstände großer Laser
|
19 |
9 | 90 | 25.11.2025 | Neuer Filter eingebaut |
|
25 |
9 | 92 | 28.11.2025 | |
| 22 | 9 | 93 | 5.12.2025 | |
| 25 | 9 | 99 | 16.12.2025 | |
| 25 | 10 | 100 | 19.12.2025 | |
| 27 | 10 | 100 |
20.12.2025 |
|
| 29 | 10 | 101 | 22.12.25 | |
| 32 | 10 | 103 | 5.1.2026 | |
| 43 | 10 | 106 | 10.1.2026 | |
| 42 | 10 | 106 | 13.1.2026 | |
| 43 | 10 | 107 | 16.1.2026 | |
| 47 | 10 | 109 | 23.1.2026 | |
| 49 | 11 | 111 | 30.1.2026 | |
| 52 | 11 | 114 | 3.2.2026 | |
| 52 | 11 | 116 | 6.2.2026 | |
| 55 | 11 | 117 | 13.2.2026 | |
| 57 | 12 | 120 | 20.2.2026 | |
| 62 | 12 | 122 | 13.2.2026 | |
| 72 | 12 | 127 | 27.3.2026 | |
| 74 | 14 | 149 | 10.4.2026 | Lief versehentlich über Nacht durch. |
| 77 | 15 | 150 | 14.4.2026 | |
| 98 | 15 | 153 | 21.4.2026 |
Filter voll, ausgetauscht der Filter ist insgesamt 2000 Minuten gelaufen |
Kostenübersicht: 2000 Minuten für 1 Filter (a 25-100 Euro) + 5 Linsen (a 27 Euro) -> 2000 (primär HDF-)Minuten für <300 Euro Verbrauchskosten. (+ Wartung Röhre etc, unklar)
-> HDF-Minutenpreis =15ct / Minute reicht zur Kostendeckung.
Abrechnung am Lasercutter
Acryl-Abrechnung
Acryl wird nach genutzter Fläche abgerechnet.
Maßgeblich ist die minimale rechteckige Einhüllende des verwendeten Stücks – also das kleinste Rechteck, in das es passt.
Mindestgröße des Reststücks
Teile einer Platte zahlen darf nur, wer ein ausreichend großes Reststück übrig lässt:
- Reststück größer als DIN A4 (21 × 29,7 cm ≈ 624 cm²) → nur die genutzte Fläche wird berechnet.
- Reststück kleiner/gleich DIN A4 → die gesamte Ausgangsfläche wird berechnet (bzw. der Plattenfestpreis).
Preise pro Fläche
Faustregel: 0,001 € pro cm² je mm Stärke.
| Stärke | €/cm² | €/dm² (= 100 cm²) |
|---|---|---|
| 3 mm | 0,003 € | 0,30 € |
| 5 mm | 0,005 € | 0,50 € |
| 6 mm | 0,006 € | .... |
HDF/MDF-Abrechnung
HDF/MDF verkaufen wir die Standardgrößen zu einem Festpreis.
| Format | 3 mm | 5 mm |
|---|---|---|
| 30 × 60 cm | 3,00 € | 5,00 € |
| 100 × 60 cm | 10,00 € | 17,00 € |
Stücke ohne Standardgröße aus dem Materialregal werden zu einem Quadratzentimeterpreis verrechnet: 0,0015 €/cm² (3 mm) und 0,002 €/cm² (5 mm).
Preiskalkulation
Fakten:
- Großer Laser hat in 5 Monaten ca 2000 min gelasert und dabei eine Filterbox und 5 Linsen gebraucht.
- das war mit "Bitte viel HDF, wenig Echtholz"-Zettel. Log sagt: ca 50/50 HDF und andere Materialien.
- wir hatten dafür mal 300 Euro (also 720/Jahr) geeyeballt. TODO: präzise Preise herausfinden.
- Das sind 80h/Jahr bzw. 4800min/Jahr.
- Eine neue Röhre für den großen Laser kostet 500-1000 Euro im Jahr.
- 7000 Euro für eine "Original Trotec Speedy CO₂ 120 Watt generalüberholte Laserröhre, mit Garantie" https://www.ebay.de/itm/286488681491
- CO2-Röhren halten wohl ca 7-8 Jahre an Lagerzeit (Glas) und 15-25 (RF Metall), und schaffen mindestens 2000 Betriebsstunden (bei billigem Glump). Bei angenommenen 100h/Jahr sind das 20 Jahre.
- Also: 7-15 Jahre Lebensdauer bei 7000 Euro -> 500-1000 Euro/Jahr
- Wartung Mechanik: unklar, TODO.
- Stromverbrauch: 2ct/min (vernachlässigbar)
- Laut Trotec verbraucht ein Speedy 400 mit 1h 80W und 1h 40W pro Tag monatlich 50kWh, also etwa 1,25kW. Bei unserem 120W-Laser runde ich mal auf 2kW auf.
- Die Atmos Duo dann nochmal ca 1kW, allerdings läuft die ja nach. Deshalb setzen wir mal 1.5-2kW pro gelaserter Minute an.
- 4kWmin / min = 0.067kWh / min kostet 2ct/min bei 0.30ct/kWh
- Druckluft?
Bisherige Hochrechnung: (720€+500€)/4800min bis (720€+1000€)/4800min = 25-35ct/min für den großen Laser mit HDF.
Neupreis Speedy 400 laut Internet ca 78.000 Euro
3D-Drucker
Mit 3D-Druckern kann man tolle Sachen machen, aber manchmal brauchen sie auch etwas Liebe, Wartung, oder einfach nur korrekte Bedienung.
Auf diesen Seiten wirst du bald eine Einweisung in die Benutzung, Informationen zur Abrechnung und eventuellen Reparaturen finden.
(Windfisch)
Hinweis: In diesem Bereich geht es um FDM-Drucker. Hier geht es zum Resin-Drucker
3D-Druck-Einweisung ("kleine" Drucker)
Meta-Kram
Diese Einweisung gilt nicht für den Bambu Lab H2C. Der hat eine verpflichtende extra-Einweisung.
Wer darf benutzen, was kann passieren?
Bitte benutzt die 3D-Drucker nur, wenn ihr euch sicher im Umgang mit ihnen fühlt, um Verletzungen und Schäden zu vermeiden.
Die Düse des Extruders und das Druckbett werden sehr heiß, es besteht Verbrennungsgefahr.
Unsachgemäßer G-Code kann dafür sorgen, dass die Motoren des Druckers ungebremst gegen Hindernisse fahren und sie so beschädigen. Bitte achtet immer darauf, nur gcode, der auch für den entsprechenden Drucker erzeugt wurde, zu verwenden!
Vorsicht: insbesondere bei Bambu A1 und Bambu A1 Mini besteht Verwechslungsgefahr.
Keinen Metallschaber, Messer oder Ähnliches verwenden, um Objekte vom Druckbett zu entfernen, da das selbiges zerkratzen kann. (Stattdessen das Druckbett abnehmen und sanft biegen.)
Wer darf einweisen und wie?
Es braucht keine Einweisung; wenn ihr Hilfe braucht, fragt einfach jemanden, der oder die sich mit dem Drucker auskennt
Kosten und Abrechnung
Der Slicer sagt euch, wie viel Gramm ihr verdruckt habt. Bitte rechnet den aushängenden Grammpreis ab.
Einweisung
Auch wenn das 3D-Drucken unter den Begriff “Rapid Prototyping” fällt, kann ein Druck je nach Größe und Präzision gut mehrere Stunden dauern. Deshalb ist es um so frustrierender, wenn man nach Stunden hbemerkt, dass der Druck nicht geklappt hat. Damit alles gut klappt, lies daher dieses Dokument gut durch.
3D-Modelle
Modelle sollten im .STL-Format (Einheit: Millimeter) vorliegen. Man kann sich entweder seine eigenen Modelle erzeugen (z.B. mit Blender, OpenSCAD, FreeCAD, SketchUp o.Ä.), oder diese von Seiten wie https://www.thingiverse.com/ herunterladen.
Eine einfache und kostenlose Website zum Erstellen von einfachen 3D-Modellen ist tinkercad von Autodesk. Weitere Links zu Tools und Dingen findet ihr hier.
Slicer
Mit einem 3D-Modell, also einer Liste von Punkten und Dreiecken im 3D-Raum, kann ein Drucker noch nichts anfangen. Wir brauchen also erst einen Slicer, um das 3D-Modell in eine Liste von Anweisungen (Bewegungen und Temperaturwechsel) für den Drucker umzuwandeln: Den G-Code.
DIe Software, die mit allen Druckern vor Ort funktioniert, ist der kostenlose ORCA Slicer. D.h., dass ihr die Druckdatei damit auch außerhalb des ZAM vorbereiten könnt. Die Installation ist zu großen Teilen selbsterklärend, bis auf die folgenden Informationen, die man beim Einrichten angeben muss: Drucker, Düsen und Filamente. Die folgenden Drucker sind aktuell im ZAM (25.06.25):
 |
|
Die Einstellungen für die Drucker sind hier hinterlegt. Falls der Link evtl. nicht mehr gehen sollte: nach "Bambu" in der Suche suchen.
Todo: Düsen vervollständigen, Filamente ergänzen.
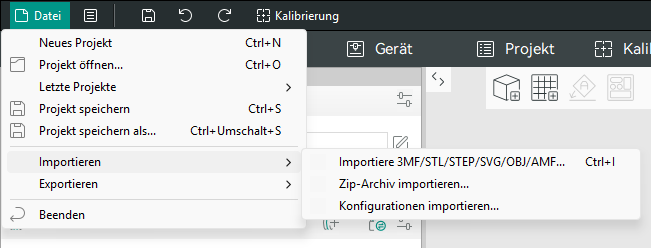
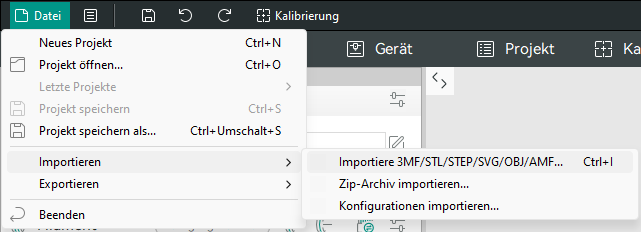
Die STL-Datei, die gedruckt werden soll, kann man über folgenden Menüpunkt importieren:
ToDo: weitere Schritte ergänzen bis zum Speichern der Druckdatei auf der SD-Karte.
Supports
Da der Drucker nach und nach Materialschichten aufeinander ablegt und nicht "in die dünne Luft" drucken kann, können manche Modelle garnicht oder nur mit Stützstrukturen ("Supports") gedruckt werden:
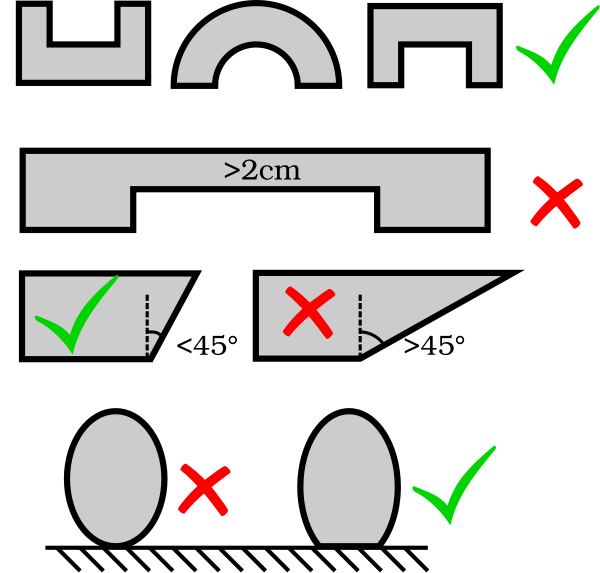
(Mit etwas Erfahrung ist ein Ausreizen der Limits über das Bild hinaus möglich, doch für Anfänger empfehlen wir ein vorsichtiges Herantasten.)
Ob der Slicer Supports erzeugen soll oder nicht, kannst du bei PrusaSlicer in der rechten Leiste einstellen.
Ebenso kann man dort den Grad des Infills (Wie hohl oder gefüllt soll das Innere des Modells werden) einstellen.
Filament
Da verschiedene Filamente mit verschiedenen Temperaturen gedruckt werden, stelle bitte das gewünschte Filament in der rechten Leiste ein (oder klicke aufs Zahnrad, um die Einstellungen selbst zu setzen), und stelle sicher, dass das Filament sich auch wirklich im Drucker befindet.
Falsches Filament kann zu fehlgeschlagenen Drucken oder sogar zum Verstopfen der Druckdüse führen.
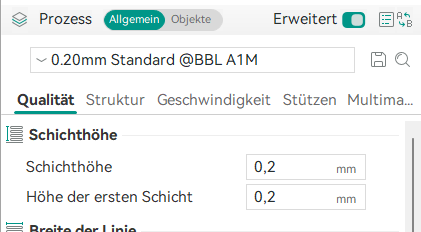
Qualitätseinstellung
Ebenfalls in der rechten Leiste können verschiedene Qualitätsstufen ausgewählt werden. Sie unterscheiden sich hauptsächlich in der Schichthöhe, wobei eine geringere Schichthöhe eine weniger stark ausgeprägte und feinere Rillenstruktur verursacht, dafür aber auch die Druckzeit verlängert.
Grundsätzlich empfiehlt es sich, die Schichthöhe zwischen 1/4 und 3/4 des Düsendurchmessers (meist 0.4mm) zu halten.
Stellt noch einmal sicher, dass ihr vor dem richtigen Drucker steht und das richtige Filament eingespannt ist. Das Druckbett sollte zur einfachen Ablösung mit Lösungsmittel gereinigt werden, bevor der Druck beginnt. Neben jedem Drucker steht das entsprechende Mittel und ein Schwamm. Wenn außen an der Extruderdüse Rückstände sind, wischt die nach dem Aufheizen auch ab (Vorsicht, heiß!).
Schaltet den Drucker an (Schalter ist meist hinten rechts), schiebt die SD-Karte hinein und wählt eure Datei aus.
Der Drucker wird automatisch mit dem Vorheizen beginnen und seine Motoren in die Begrenzungsschalter fahren. Nach einigen Minuten beginnt der Druck. Am besten wartet ihr die ersten paar Schichten ab, da hier noch am ehesten etwas schief gehen könnte.
Gedrucktes Objekt abnehmen
Nach dem Drucken den Drucker bitte wieder abschalten, Druckbett und Düse von Rückständen befreien und diese im Mülleimer entsorgen. Das Druckbett ist magnetisch und wird nach etwas Abkühlen abgenommen, um durch sanftes Biegen der Platte den Druck von ihr zu lösen.
Checkliste vor dem Druck
- Filamenteinstellung passt zum tatsächlich verwendeten Filament?
- Druckereinstellung passt zum tatsächlich verwendeten Drucker? (Für Fortgeschrittene: einschließlich Düsendurchmesser)
- Überhänge, in der Luft hängende Brücken etc angemessen mit Supports gestützt?
- Anfangsphase beobachten. Bei "Spaghetti" den Druck abbrechen, bei "ungesunden Geräuschen" sofort den Drucker am Ausschalter ausschalten.
- Druck vorsichtig(!) entfernen, Sauberkeit wiederherstellen.
Fortgeschrittenes
Wechsel der Druckdüse
TODO: Vielleicht will man dieses Kapitel woanders hin, da der Wechsel vom Druckermodell abhängt.
Hier kurz beschrieben, wie man die Düse bei einem BambuLab A1 Mini wechselt. Beim A1 funktioniert das ziemlich identisch.
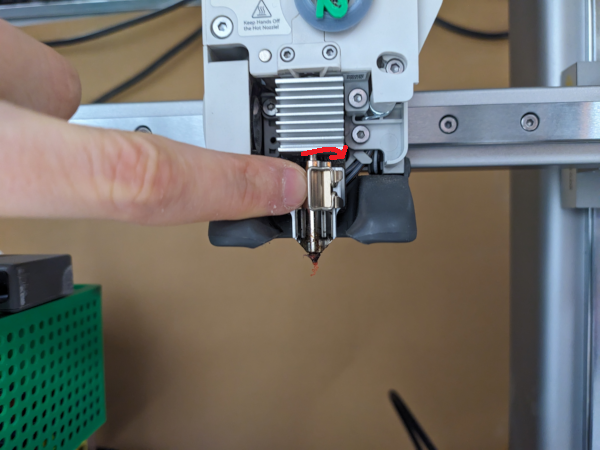
1) Als allererstes fahren wir den Druckkopf in die Mitte, sodass man gut mit der Hand an den Druckkopf drankommt:

2) Mit dem Fingernagel zwischen die Abdeckung vom Druckkopf abhebeln. Das braucht etwas Kraft, aber bitte mit Gefühl.
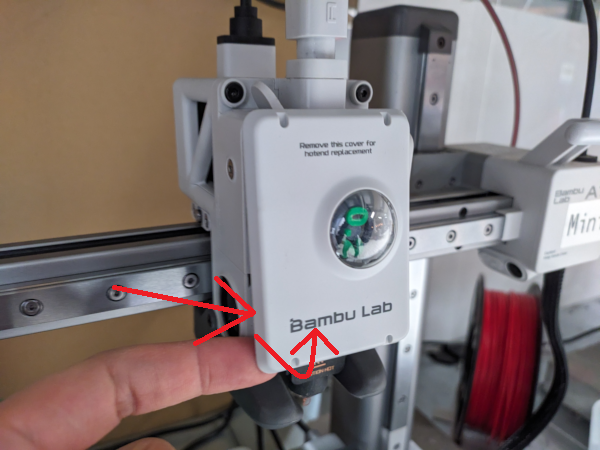
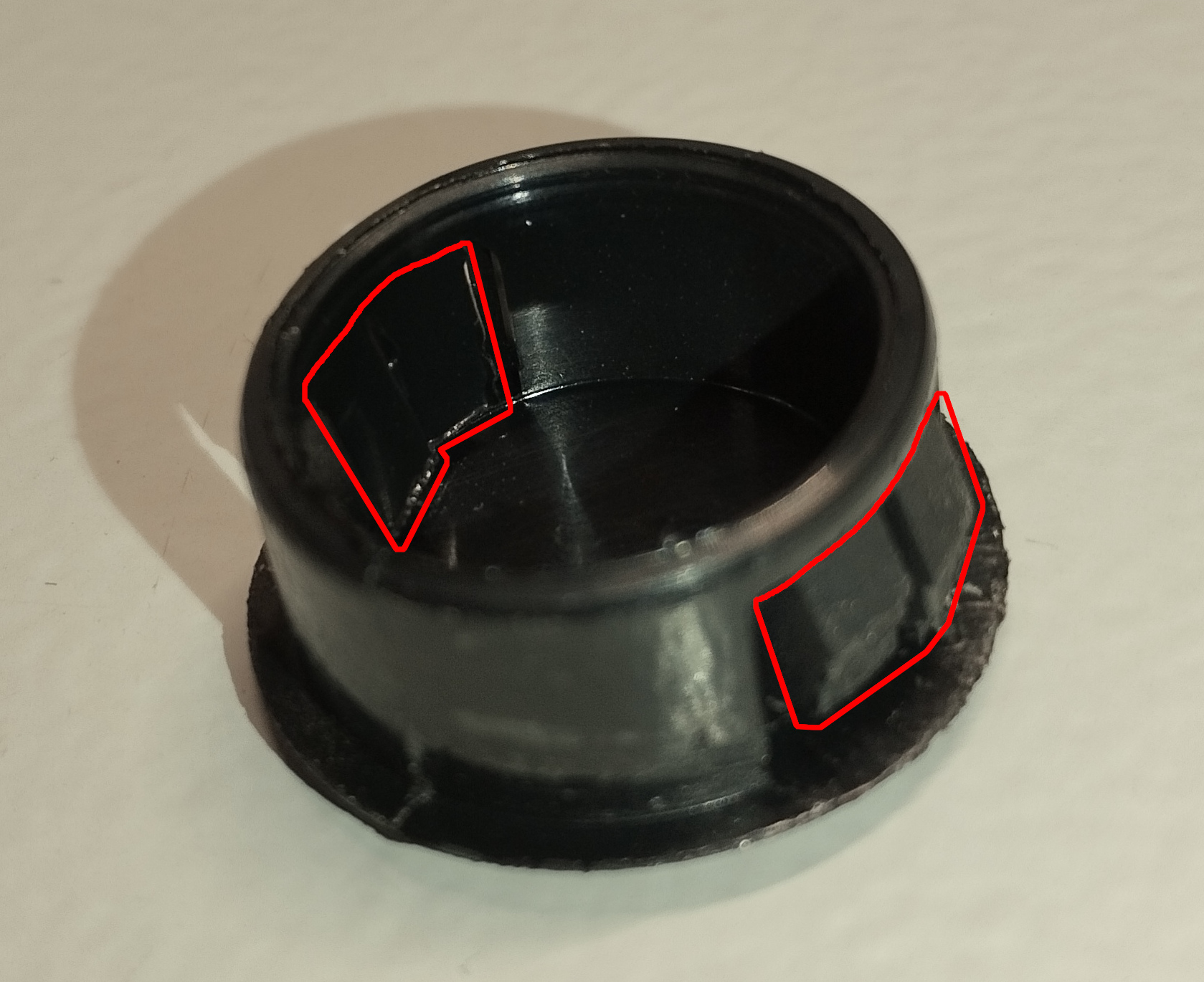
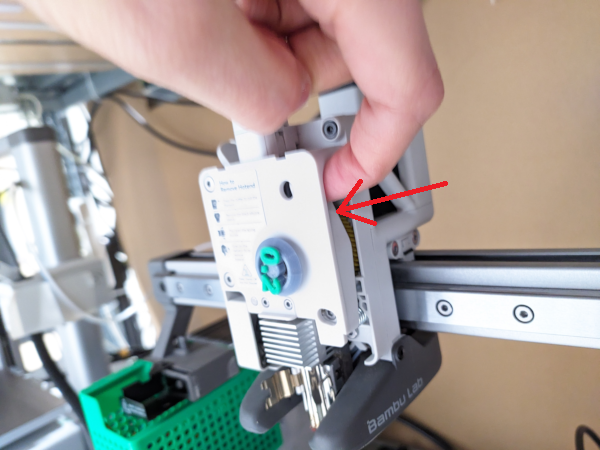
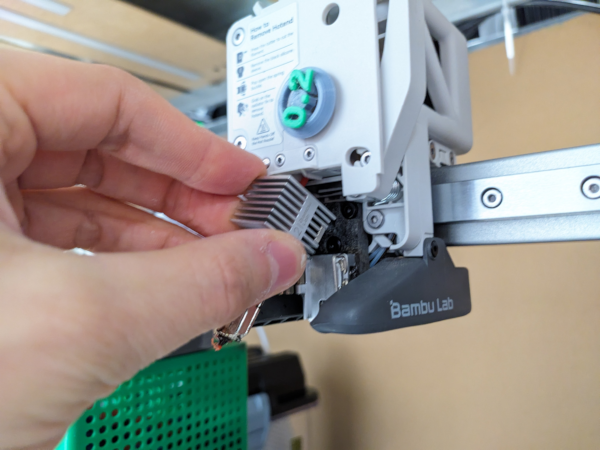
3) Die Abdeckung aushaken und abnehmen. Die Abdeckung wird an den markierten Stellen gehalten.

4) Die Silikonhülle außen greifen und nach vorne Abziehen.

5) Die Silikonform wird allein durch die Form auf der Düse gehalten. Man braucht auch da etwas Kraft,. Bitte aber aufpassen, dass die Silikonhülle oben nicht aufreißt.

6) Jetzt stellen wir sicher, dass das Filament vom Rest in der Düse getrennt ist. Dazu einmal den Abschneideheben wie im Bild gezeigt (~5-10mm) reindrücken. Auch das erfordert potentiell etwas Kraft. Man spürt relativ schnell, wenn man das Filament durchgeschnitten hat, da dann der Hebel plötzlich sehr viel leichter nachgibt.
7) Nun lösen wir die Druckdüse. Dazu einmal den Fingernagel unter die Metallverriegelung und nach rechts aufklappen:
8) Nun entfernen wir die eigentliche Düse. Dazu einmal die Düse greifen und vorsichtig nach vorne rausziehen. Den unteren Teil zuest nach vorne rausklappen, da potentiell oben aus der Düse noch ein Filamentrest in den Druckkopf reinragt. Die Düse selbst wird mit einem Magneten festgehalten. Daher hier auch wieder: Etwas Kraft, aber nicht zu viel, aufwenden.


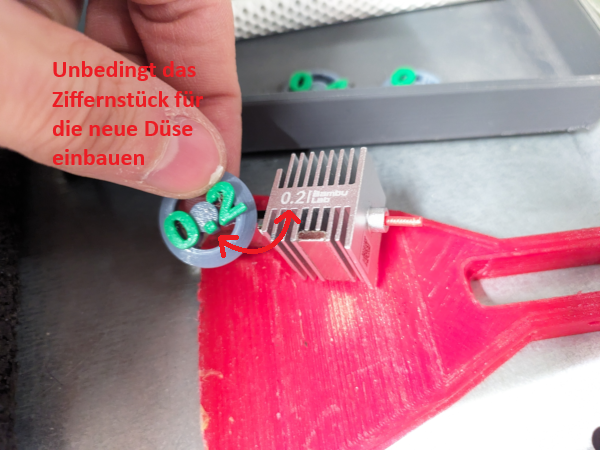
9) Die Düse ist nun ausgebaut. Wir können nun die neue Düse einbauen. Wichtig: Bitte für die neue Düse auch das neue zugehörige Ziffernstück wechseln. Das machen wir deshalb, damit man ohne größere Mühen von außen sehen kann, welche Düse grade eingebaut ist. Das Ziffernstück ist einfach nur auf die Achse draufgesteckt und kann mit wenig Kraft entfernt werden.

10) Und jetzt einmal wieder alles rückwärts:



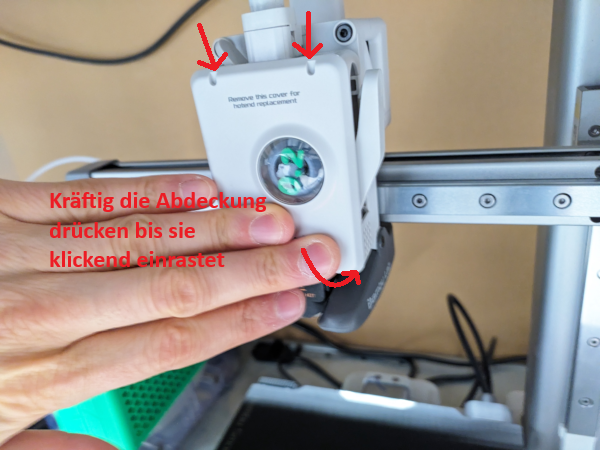
11) Glückwunsch! Du hast eine Düse gewechselt.
Wechsel des Filaments
TODO
Erlaubte / Verbotene Materialien
Auf den offenen kleinen Druckern dürft oder könnt ihr einige Filamente nicht drucken:
Erlaubte Filamente:
- PLA
- PETG
- TPU
Verbotene Filamente:
- alles Carbon- oder Glasfaserverstärkte (oft mit -CF oder -GF im Namen): nur nach Rücksprache mit einer Betreuerin, da es den Verschleiß der Düse erhöht.
- Holz/Stein/etc Sonderfilamente: nur nach Rücksprache mit einer Betreuerin, da es den Verschleiß der Düse erhöht.
- ABS/ASA: verboten ohne Einhausung, da ungesunde Dämpfe entstehen.
Lizenz des Dokumentes
Verbreiten und Bearbeiten dieser Inhalte ist ausdrücklich erwünscht, du musst (in der Regel) nur
- Quelle und Lizenz korrekt angeben, wie etwa: Betreiberverein-Wiki: Benutzer-Einweisung 3D-Drucker, https://wiki.betreiberverein.de/books/werkstatten/page/benutzer-einweisung/, Lizenz CC-BY-SA 3.0, https://creativecommons.org/licenses/by-sa/3.0/.
- das neue (gesamte) Dokument auch unter dieser Lizenz veröffentlichen.
Dieses Dokument „Benutzer-Einweisung 3D-Drucker“ des ZAM und weiterer Autoren ist, bis auf besonders gekennzeichnete Stellen, lizenziert unter einer Creative Commons Namensnennung – Weitergabe unter gleichen Bedingungen 3.0 Unported Lizenz. Um eine Kopie dieser Lizenz zu sehen, besuchen Sie http://creativecommons.org/licenses/by-sa/3.0/.
Dieses Dokument basiert auf FAU FabLab et al.: Einweisung 3D-Drucker, https://github.com/fau-fablab/3d-druckereinweisung, Lizenz CC-BY-SA 3.0, https://creativecommons.org/licenses/by-sa/3.0/.
Links zum Thema 3D Druck
Software
Design
Die Liste bitte erweitern und mit Infos anreichern
- FreeCad - Etwas komplizierter, aber mächtig. (Win/Lin/Mac)
- GrundKurs auf Youtube
- Tinkercad - Im Browser. Für einfache Dinge
- openSCAD - textbasiertes 3D-Design, erlaubt auch parametrierbare Objekte.
- Tutorial - Schritt für Schritt Anleitung
- Cheatsheet - Überblick über die wichtigsten Befehle
- Fusion360 - Etwas komplizierter, aber mächtig, für Privatanwender kostenlos (Win/Mac)
Slicer
Software, um aus 3D-Objekten druckbare Dateien zu erstellen. Kommen meist von Druckerherstellern, aber können auch für andere Geräte verwendet werden.
Dinge
Die Liste bitte erweitern und korrigieren und mit Infos anreichern.
- Thingiverse - Von Ultimaker - meist nur stl
- Printables - Von Prusa - meist nur stl - z.T. mit Zusatzinfos, wie man am besten Druckt
- Creality Cloud - Von Creality - meist nur stl
- makerworld - von BambuLab
- GrabCad - Cad allgemein. Nach Software filterbar
- Liste mit Anbietern
- GitHub Suche nach *.stl
- GitHub Suche nach Objekten designt mit openSCAD
- STL-Generator für QR-Codes zum Erstellen eines QR-Codes als STL-Datei
- STL-Generator für Boxen
BambuLab Drucker
Grundlagen
- Bei den BambuLab-Druckern handelt es sich um HighSpeed Drucker. Bitte prüfe immer, ob dein Filament die hohen Geschwindigkeiten unterstützt und passe die Geschwindigkeiten ggf. im Slicer an
- Da wir verschiedene BambuLab Drucker haben, achtet bitte immer darauf den richtigen Drucker auszuwählen (A1 oder A1 mini)
- Wie bei jedem 3D-Drucker beobachtet bitte auch bei den BambuLab-Druckern die ersten Schichten
Nutzung
- Entwurf als .3mf, .stl, .olpt, .stp, .step, .svg, .amf, .obj vorbereiten. Ein einfaches, kostenloses und zugängliches Programm zum Erstellen von 3D-Modellen ist TinkerCAD.
Da es sich bei .svg um ein 2Dimensionales Dateiformat handelt, muss dieses im Slicer noch bearbeitet werden! - Datei in OrcaSlicer laden. Beim ersten Start und bei manchen Änderungen wirkt es so, als würde die Software nicht mehr reagieren - hier einfach Geduld haben!

- Drucker auswählen. Wichtig: A1 und A1 Mini unterscheiden, falsche Druckerauswahl führt ggf. zu Schäden am Gerät!

- Druckplatte auswählen.

Texturierte Platten haben eine rauhe Oberfläche (golden), man fühlt den Unterschied zu einer glatten Platte (schwarz) deutlich. - Filament auswählen. Mehr Infos zu Filamenten (dem Druckmaterial) findest Du im Artikel zu Filamenten.
Wenn Du nicht weißt, welches Filament eingelegt ist, frag bitte jemanden, der sich auskennt!
- Druckeinstellungen tätigen.

- Druckplatte slicen. In diesem Schritt wird berechnet, wie der Drucker das Material auf die Druckplatte aufträgt und das Modell "abfährt".

- Zuvor ausgewähltes Material im Drucker laden.
- Prüfen ob die richtige Druckplatte im Drucker liegt und diese korrekt positioniert ist.
- Prüfen ob die Druckplatte sauber ist, ggf. mit Wasser + Spülmittel oder Isopropanol sauber machen.
Sprühflasche und Schwamm liegen bei den Druckern. - Falls eine Netzwerkverbindung zwischen Rechner und Drucker besteht, die Datei an Drucker senden.

- Falls die Druckdatei per SD-Karte auf den Drucker gebracht wird, statt dessen die Option "G-Code als Datei exportieren" im Dropdown-Menü wählen, dann noch einmal klicken und dann auf der SD-Karte speichern:

- SD-Karte in den Drucker einlegen, mit den Kontakten sichtbar nach. Wenn die Karte beim Einschieben einen Widerstand hat und sich nicht gerade einschieben lässt, ist sie typischerweise falsch herum. Ggf. bitte jemanden vor Ort fragen, wenn Unklarheit besteht.
- Nicht wundern, dass es lange dauert, bis der eigentliche Druck losgeht - der Drucker macht diverse Kalibrierungsschritte, bevor er wirklich anfängt, zu drucken (mehrere Minuten).
- Erste Schichten beobachten, um sicherzugehen, dass Nichts schief geht.
- Schild mit Name und Kontaktdaten beschriften, inbesondere bei einem längeren Druck, falls ihr nicht in der Nähe bleibt
- Nach dem Druck abkühlen lassen. Die Druckbett-Temperatur muss mindestens unter 40°C liegen.
- Dann den Druck durch vorsichtiges Biegen der Druckplatte entfernen, der Druck löst sich dann normalerweise von alleine von der Platte. Falls sich das Objekt schwierig von der Druckplatte lösen lässt, kannst man einen der 3D-gedruckten Plastik-Schaber benutzen, die bei den Druckern liegen. Bitte nicht die Metallschaber benutzen, die können die Druckplatte beschädigen!
- Druckplatte säubern (s. Schritt 10).
- Druck wiegen, da so der Preis beim Checkout ermittelt wird. Eine Waage steht bei den 3D-Druckern.




Materialien
✅ Erlaubte Materialien
- PLA
- PETG
Bei Verwendung der 0.4er, 0.6er & 0.8er Nozzle sind noch erlaubt: - TPU (95D)
- Carbon (CF) Filamente
- Glasfaser (GF) Filamente
- Glitzer
- Holz
- GlowInTheDark
❌ Verbotene Materialien
- ABS und alle Unterarten
- TPU (außer 95D)
- ASA
- Alle Materialien die ein geschlossenes Gehäuse benötigen
Quellen und Lizenz
Die hier veröffentlichten Inhalte stehen unter der CC-BY-SA 3.0 Lizenz.
Filamente für 3D-Drucker inkl. Wechselanleitung
ENTWURF - muss noch von jemandem, der Ahnung hat, gegengelesen werden!
NOCH NICHT VERWENDEN!
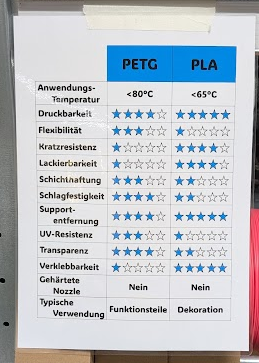
Das Druckmaterial im 3D-Drucker nennt sich Filament. In der Prototypen-Werkstatt stehen einige Filamente zur Verfügung. Die wesentlichen Unterschiede sind:
- Farbe
- Temperaturbeständigkeit
Mehr Details sind auf dem Aushang in der Prototypen-Werkstatt erklärt:
Das Wechseln des Filaments ist ein Schritt den man beim ersten Mal nicht alleine machen sollte, sondern mit jemandem, der es schon einmal gemacht hat. Dennoch hier die Schritte als Gedankenstütze für die Bambu Lab-Drucker A1 und A1 mini:
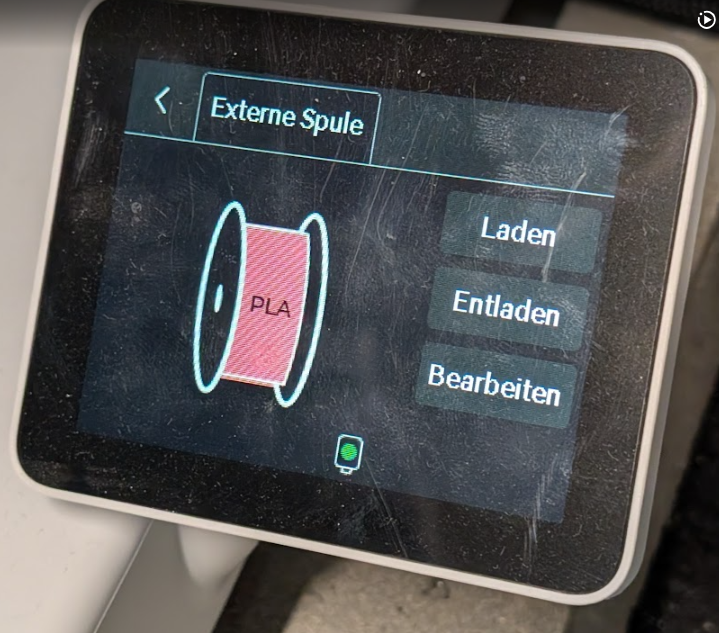
- Man wählt im Hauptmenü "Filament"

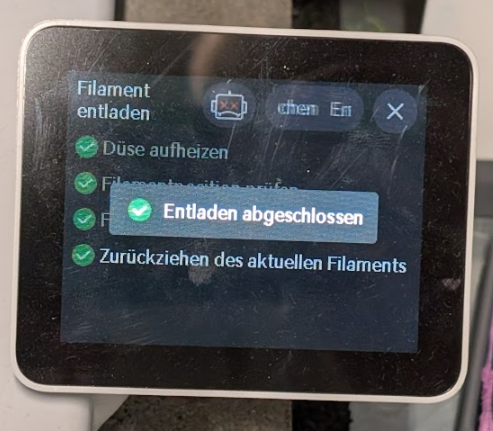
- Man drückt "Entladen", um das installierte Filament zu entfernen:

- Wenn das Entladen, also das Trennen des aktuellen Filaments vom Drucker abgeschlossen ist, kommt eine Bestätigungsmeldung. Evtl. muss man vor dem Abschluß das Filament etwas vom Drucker weg ziehen:

-
Nun kann das alte Filament entfernt werden:

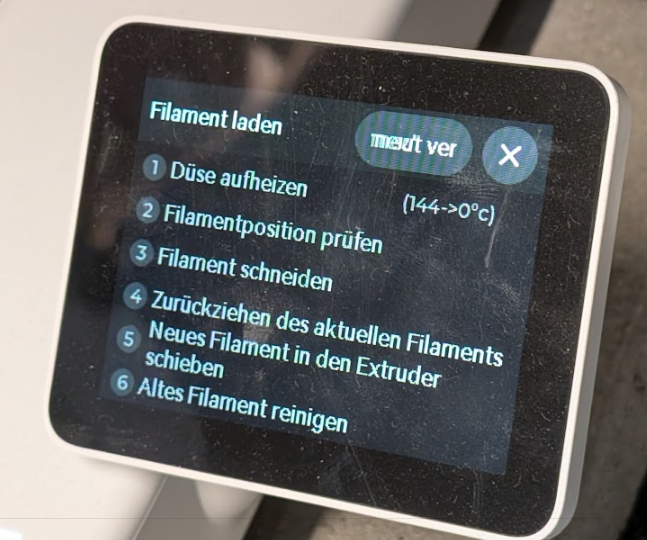
- Nun laden wir das neue Fundament über das Menü mit "Filament laden":

-
Eventuell müssen Im nächsten Schritt Daten zum Filament angegeben werden:

Ob es sich tatsächlich um ein FIlament von Bambu Labs handelt, sieht man auf der Rolle:
-
Nun zeigt der 3D-Drucker dne Fortschritt beim Laden des FIlaments:

-
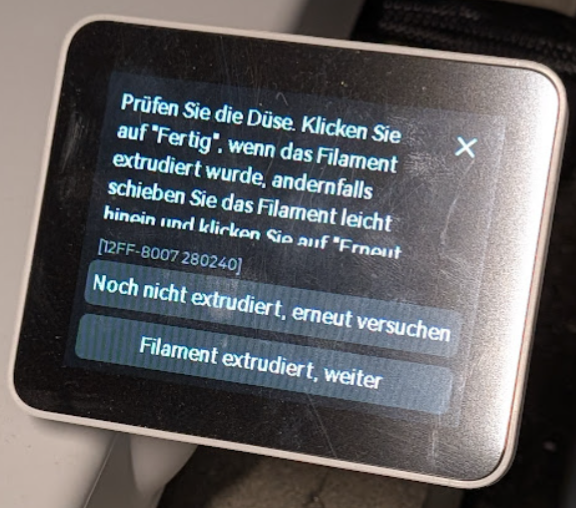
Im letzten Schritt wird überprüft, ob das neue Filament aus der Düse gekommen ist, dieser Schritt muss evtl. wiederholt werden, bis tatsächlich Filament aus der Düse kam:
- Fertig, das neue Filament ist geladen!





Bambu Lab H2C
Voraussetzungen
Wenn ihr keine 3D-Druck-Erfahrung habt und es euer Druck erlaubt, empfiehlt es sich, erst mit den kleinen Druckern anzufangen. (Außerdem hat der H2C gerade bei kleinen Drucken einen Zeitnachteil, den er erst bei großen Drucken wieder wettmacht.)
Wenn euer Modell den Bauraum oder die Funktionen (z.B. mehrere Extruder) benötigt, dann muss es halt der H2C sein. Lasst euch in dem Fall von jemand Erfahrenerem beraten, z.B. in einer Prototypenwerkstatt-Öffnungszeit.
Drucken auf dem H2C ist nur nach vorheriger Einweisung gestattet, da das Gerät doch komplexer ist und einiges schief/kaputt gehen kann.
Anleitung zum Drucken
Lest euch vorher die Anleitung in der Einweisung für die kleinen Drucker durch.
Allgemeine Infos zum H2C
Im wesentlichen ist der Druckprozess sehr ähnlich wie bei den Kleinen, allerdings hat der H2C natürlich einige Funktionen, denen man sich bewusst sein sollte:
- Mehrere Düsen: Der Drucker hat zwei Düsen. Mit denen kann schnell zwischen zwei Filamenten gewechselt werden. Praktisch für mehrfarbigigen Druck oder mehreren Materialien (z.B. anderes Material für Stüzen als für Druck). Wenn man also mit mehr als einem Filament druckt, sollte man also schauen, dass diese auf beide Düsen verteilt sind. Das spart Filament und Druckzeit.
- Hotend/Düsen-Magazin: Der Drucker kann eigenständig die rechte Düse/Hotend wechseln. Die Form unterscheidet sich von der linken zur rechten. Daher kann man beide nicht beliebig tauschen. In der Regel ist das auch nicht notwendig. Die linke Düse funktioniert wie bei den kleinen Bambus (Frage: Ist die Form kompatibel zu den kleinen Bambus?). Die rechte Düse hingegen kann der Drucker eigenständig mit einer Düse im Magazin rechts wechseln. Insofern genügend passende Düsen im Magazin vorhanden sind, muss bei einem Düsenwechsel auch kein Filament durchgespült werden, da dann jeweils immer nur ein Filamenttyp pro Düse verwendet wird. Beim Wechsel schneidet der Drucker das Filament eigenständig durch, sodass die Düse im Magazin abgelegt werden kann.
- AMS: Obwohl nur zwei Düsen im Drucker gleichzeitig gefüttert werden können, kann der Drucker mit mehr als zwei Filamenten drucken. Möglich wird das durch die zwei AMS ("Filamentlager"). Diese können beim Filamentwechsel eigenständig das abgeschnittene Filament wieder zurück aufrollen und das nächste wieder in den Drucker schieben (Detail: Natürlich nur dann notwendig, wenn in einer der beiden Düsen mit mehr als einem Filament gedruckt werden soll). Das befüllen und entnehmen der Filamente ist relativ selbsterklärend. Wenn non-Bambufilament in die AMS befüllt wird, unbedingt am Drucker manuell den Filamenttyp einstellen.
Zusätzlich dienen die AMS auch als Trockenbox. Wenn ihr seht, dass die Luftfeuchtigkeit hoch ist (>= 30%), der Drucker grade nicht verwendet wird, startet am besten das Trockenprogramm (wichtig für PETG!).
Wie drucke ich?
- AMS mit Filament befüllen. Am Drucker überprüfen, dass die Filamentfarbe und Typ richtig erkannt wurde
- Bambu Studio am Computer neben dem Drucker öffnen.
- Falls es aufpoppen sollte: Konfigurationsupdate wegklicken ("abbrechen")
- Neues Projekt erstellen
- Sync Infos -> Ok -> Synchronisiere weiterhin Filamente -> Ok
- Düsendurchmesser einstellen (Abschnitt "Linke Düse" & "Rechte Düse", beide müssen gleich eingestellt sein)
- Filamentzurordnung für die einzelnen Komponenten unter "Prozess" -> "Objekte" auswählen.
- (optional) Wenn die Farbinfos nicht im Modell enthalten sind, kann man in Bambustudio die Objekte bemalen. Das kann man mit dem Farbeimer machen, der auch bei den Werkzeugen zur Objektrotation, Skalierung, etc. zu finden ist.
- Bei Bedarf Stützen aktivieren (siehe unten für Details für anderes Stützmaterial bzw. Druck mit mehreren Filamenten)
- Druckplatte Slicen (TODO Filamentsparmodus/Benutzerdefiniert bzw. Zurordnung der Filamente mit Düsen. Wenn man das nicht richtig macht, muss man ggf. Filamente in eine andere AMS legen).
- Druckplatte Drucken
Mehrmaterialdruck
Allgemein
- Unterschiedliche Farben: Ziemlich unkompliziert. Rein optisch und für das Ergebnis relativ egal. Nimmt man eine andere Farbe für Stützen als für den Druck selbst, hat man ggf. Farbreste, die man später nicht mehr wegbekommt.
- Unterschiedliche Filamentypen: Achtung, unterschiedliche Materialien (z.B. PLA und PETG) haften schlechter als gleiche Materialien. Das kann gut und schlecht sein (siehe unten bzgl Stützen)
Stützmaterialien
- PVA: TODO (michy hat noch keine Erfahrung damit)
- PLA Stütze, PETG Körper (und andersherum): Ein Tipp beim Drucken von Stützen ist das Drucken mit einem Stützmaterial, was anders als das Material des eigentlich zu druckenden Teils ist (z.B. Teil aus PETG, Stützen aus PLA). Dadurch lassen sich Stützen leichter entfernen und das eigentliche Teil wird weniger wahrscheinlich beschädigt. Dadurch lassen sich auch wunderbar überhängende Flächen drucken, die auf einer soliden Stützfläche gedruckt werden.
Dazu unter den Stützeinstellungen das Stützmaterial bei beiden Punkten umstellen. Bambu Studio schlägt darauf Einstelländerungen vor, welche wir akzeptieren. Diese instruieren insb. den Drucker dazu den Stützkontakt flächig zu machen, was besseren Halt bietet und am Ende schöner aussieht.
Trotz Fläche auf Fläche bekommt man dann die Stützen dann noch gut ab. Das kann allerdings auch zum Nachteil bei kleinen Strukturen auf Stützen werden, da der eigentliche Körper dann nicht korrekt auf der Stütze beim Druck haftet. Insbesondere bei schwebenden Überhängen, die auf der untersten Schicht nicht mit den Hauptobjekt verbunden sind, gibt es gerne Probleme. Das liegt daran, dass der Drucker an einer Stelle ansetzen muss, wo kein gut haftender Untergrund ist. Sobald allerdings mal angesetzt worden ist, ists in der Regel kein Problem.
Erlaubte/Verbotene Filamente
Bitte benutzt ausschließlich die Bambu-Lab-Filamente (weiße/hellgraue Spule), da diese vom Drucker automatisch erkannt werden und euch Bambu Lab dann vieles richtig voreinstellt. Fremdfilamente nutzt ihr bitte nur, wenn ihr wisst, was dann zu tun ist und die Feinheiten der Einstellmöglichkeiten des Druckers kennt.
Non-Bambu Filamente können am Drucker in den Filamenteinstellungen manuell eingestellt werden. Diese werden dann auch korrekt in Bambu-Studio beim Synchronisieren übernommen. Bitte bei Fremdfilamenten unbedingt prüfen, dass die Rolle richtig in der AMS ohne Widerstand rollt. Tut sie das nicht, verschluckt sich die AMS (resultiert Filamentspaghetti und kaputten Druck!).
Beachtet bei den Filamenten unbedingt die Hinweise vom Bambu-Studio-Programm!
Erlaubte Filamente:
- PLA
- PETG
- TPU
- ABS (nur auf dem H2C!)
- ASA (nur auf dem H2C!)
- PVS (wasserlösliches Stützfilament. Achtung teuer!)
- PA
- PP
Verbotene Filamente:
- alles Carbon- oder Glasfaserverstärkte (oft mit -CF oder -GF im Namen): nur nach Rücksprache mit einer Betreuerin, da es den Verschleiß der Düse erhöht.
- Holz/Stein/etc Sonderfilamente: nur nach Rücksprache mit einer Betreuerin, da es den Verschleiß der Düse erhöht.
- Alle schwarzen Prusafilamentrollen. Diese sind minimal zu breit, klemmen dadurch und können von der AMS nicht rotiert werden.
Lagerung Filament
Vohanden:
- Polydryer
- Vorteile:
- Fertiges System
- Nachteile:
- Teuer ~15€ / Box bei Ali
- Box muss nach dem Trocknen vom Trockner genommen werden. (Das ist oft schwierig, weil jemand vor Ort sein und dran denken muss)
- Vorteile:
Ideen
- Tockenhaltekisten
- Vorteile
- Günstiger -> Ca 5€ / Stück bei Ali
- Nachteil
- Muss manuell getrocknet werde
- Teilweise kein Auslass
- Die durchdachten sind ähnlich teuer wie die von Polimaker
- Vorteile
- Trockenschank (inkl. Erkenntnisse aus Recherche)
- Alten Getränkekühlschrank verwenden
- Trocknung einbauen (Habe nichts fertiges gefunden was Taugt)
- Pielterelement mit zwei Kühkörpern
- Der Kühlkörper Heiß-Seite sollte groß sein um Wärme abzuführen und einen Lüfter haben. Der Lüfter sorgt auch für Zirkulation im Schrank.
- Der Kühlkörper auf der Kalt-Seite eher klein, damit der Taupunkt unterschritten wird (-4° oder so) bzw abgetaut ist.
- Anscheinend reicht ein Temp-Sensor an der Kalt-Seite und ein wenig rumprobieren mit Zeiten. Evtl basierend auf basierend auf dem Taupunkt.
- Das Kondensat kann über das Loch vom Kühlschrank abgeführt werden.
Elektronikbereich
Übersicht
In der Elektronikwerkstatt soll es zukünftig alles geben, um eigene Schaltungen zusammenzulöten, defekte Geräte zu reparieren oder einfach mal schnell etwas auf dem Steckbrett auszuprobieren. Derzeit ist er im Aufbau.
Trotzdem haben wir bereits einige Geräte, die auch verwendet werden können. Um sicherzustellen, dass alle möglichst lange Freude daran haben, sind in diesem Wiki-Kapitel ein paar Tipps zusammengestellt.
Außerdem haben wir bereits einige Bauteile gespendet bekommen. Es sind so viele, dass uns selbst noch etwas die Übersicht fehlt. Deshalb sind wir dabei, sie zu inventarisieren. Solltest du uns dabei unterstützen wollen, melde dich gerne bei uns!
Bitte beachte bei Nutzung der Elektronikwerkstatt, dass wir zeitgesteuert den Strom abschalten. Dies soll verhindern, dass vergessene Geräte (z.B. die Lötstationen) tagelang unbeaufsichtigt laufen. Das bedeutet aber auch: wenn du als Erste:r kommst, wird vermutlich „nichts gehen“ und der Strom muss erst eingeschaltet werden. Dazu muss am hinteren Tisch die Zeitschaltuhr durch Drücken der On-Taste für 3 Sekunden aktiviert werden. Danach kann durch wiederholtes Drücken von On die Zeit eingestellt werden.
Löten
Löten ist sicherlich eine der häufigsten Tätigkeiten im Elektronikbereich. Daher sind alle vier Arbeitsplätze mit einer Weller-Lötstation ausgestattet.
Sicherheit beim Löten
Ganz wichtig: eingeschaltete Lötkolben sind heiß. Daher auf keinen Fall die Spitze anfassen und beim Wechseln der Spitze warten, bis diese ausreichend abgekühlt ist, damit man sie sicher ablegen kann. Auch das Material, an dem gelötet wird, kann sehr heiß werden (insbesondere dickere Kabel und Masseflächen auf Platinen).
Geräte sind von der Spannungsversorgung zu trennen, bevor daran gelötet wird!
Durch das im Lötzinn enthaltene Flussmittel entstehen gesundheitsschädliche Dämpfe. Bitte benutze die vorhandenen Absauggeräte, um diese zu entfernen!
Wird mit bleihaltigem Lötzinn gearbeitet, sollten regelmäßig die Hände gewaschen werden, um eine Aufnahme des Bleis in den Körper (z.B. beim Essen) zu vermeiden.
Tipps
Temperatur richtig einstellen
Die richtige Temperatur hängt vom verwendeten Lötzinn und dem Material ab, das gelötet werden soll. Anschlüsse an größeren Flächen benötigen höhere Temperaturen, damit der Lötvorgang schnell abgeschlossen werden kann und Bauteile in der Umgebung nicht überhitzen. Jedoch sollte man nicht nach der Regel „viel hilft viel“ verfahren, weil durch zu hohe Temperaturen an der Lötstelle die Platine oder das zu verbindende Bauteil beschädigt werden kann. Außerdem verschleißt bei höheren Temperaturen die Lötspitze schneller.
Folgende Einstellungen sind für die meisten Lötstellen ausreichend:
- für bleifreies Zinn (alle üblichen Legierungen): 350 °C
- für bleihaltiges Zinn (alle üblichen Legierungen): 320 °C
Um die Spitze zu schonen und Energie zu sparen, haben unsere Lötstationen einen Standby-Modus, der 10 Minuten nach dem letzten Lötvorgang die Temperatur auf 200°C reduziert. Die Station kann in diesem Zustand durch einen Tastendruck wieder aufgeweckt werden und heizt dann auf die zuvor eingestellte Temperatur auf.
Bleifrei löten
Bleifreies Zinn hat immer noch den Ruf, schwer lötbar zu sein. Es stimmt, dass es damit leichter zu hässlichen Lötstellen kommt, die nicht mehr richtig aufschmelzen wollen. Dies lässt sich jedoch mit der richtigen Ausstattung und Technik leicht vermeiden, weshalb hier ein paar Tipps zusammengestellt sind.
Temperatur des Lötkolbens
Bleifreie Legierungen haben einen ca. 30 K höheren Schmelzpunkt als Bleihaltige, daher muss die Temperatur für sauberes Löten höher eingestellt werden. Details gibt es weiter oben im Abschnitt Temperatur richtig einstellen.
Wunderstoff Flussmittel
Wer kennt es nicht? Man versucht, eine ältere Lötstelle aufzuschmelzen, aber diese wird nur eine zähe Masse, die nicht sauber verläuft und im Zweifelsfall überall haftet, nur nicht da, wo sie hin soll.
Hier hilft Flussmittel! Dieses bricht die Oxidschicht auf der Lötstelle auf und erhöht die Oberflächenspannung des Zinns, so dass es sich wieder sauber in die Lötstelle saugt.
Es gibt Flussmittel in verschiedenen Varianten, wobei die meisten auf Kolophonium basieren. Beispiele sind:
- Festes Kolophonium (meistens in einer Dose). Dies kann gut verwendet werden, um Entlötlitze zu benetzen. Dazu wird die Litze auf das Kolophonium gelegt und dann mit dem Lötkolben kurz erhitzt, so dass sie sich damit vollsaugt. Anschließend kann sie auf der Leiterplatte verwendet werden.
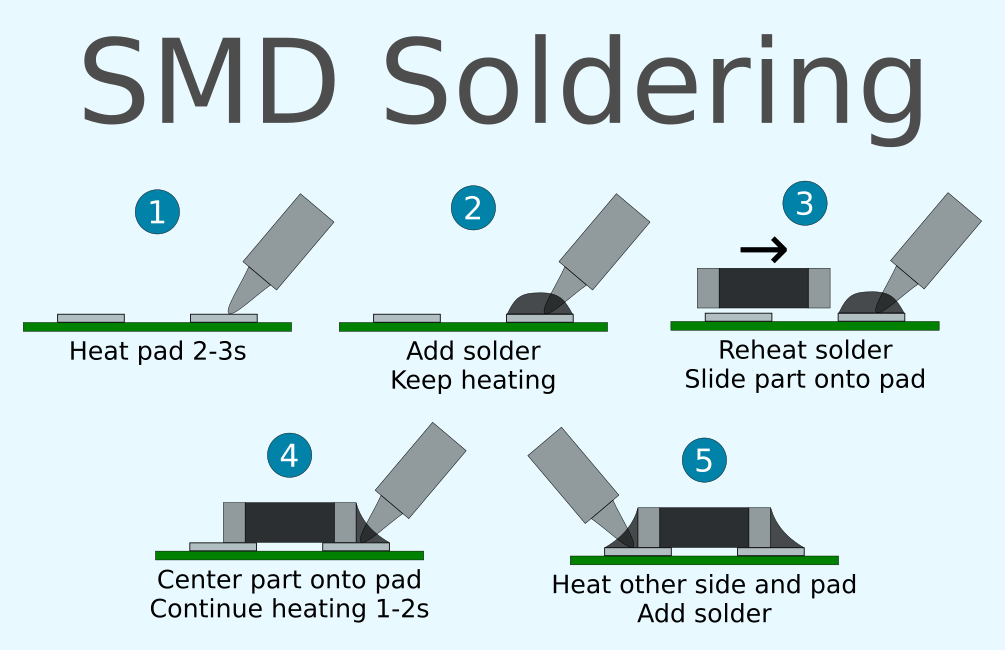
- Flussmittelgel (üblicherweise in Spritzen). Lässt sich präzise auftragen und ist daher sehr gut zum Nachbearbeiten von unschönen Lötstellen geeignet. Auch beim Löten von SMD-Bauteilen sehr hilfreich!
- Flussmittelstifte. Diese enthalten üblicherweise Flussmittel in sehr flüssiger Form, das sich gut auf SMD-Pads verteilen lässt.
In allen Fällen sollte das Flussmittel sparsam verwendet werden, um zu starke Verunreinigungen und übermäßige Rauchentwicklung beim Löten zu vermeiden.
Auf der Platine zurückgelassenes Kolophonium kann mit der Zeit eine schwache Leitfähigkeit entwickeln und dadurch die Schaltung stören. Daher sollte dieses nach Abschluss der Lötarbeiten entfernt werden (z.B. mit Isopropanol oder einem speziellen Leiterplattenreiniger).
Cheat Sheets
 |
 |
|
|
 |
Ausstattung
Auf dieser Seite gibt es eine Übersicht über unsere Ausstattung an Mess- und Lötgeräten.


Messtechnik
Multimeter
Multimeter gehören zur Basisausstattung in jeder Elektronikwerkstatt. Sie erlauben die Messung von Spannung, Strom und Widerstand bei niedrigen Frequenzen. Moderne Geräte bieten darüber hinaus üblicherweise auch einen Durchgangsprüfer, einen Diodentest und eine Kapazitätsmessung.
Uni-T UT70D
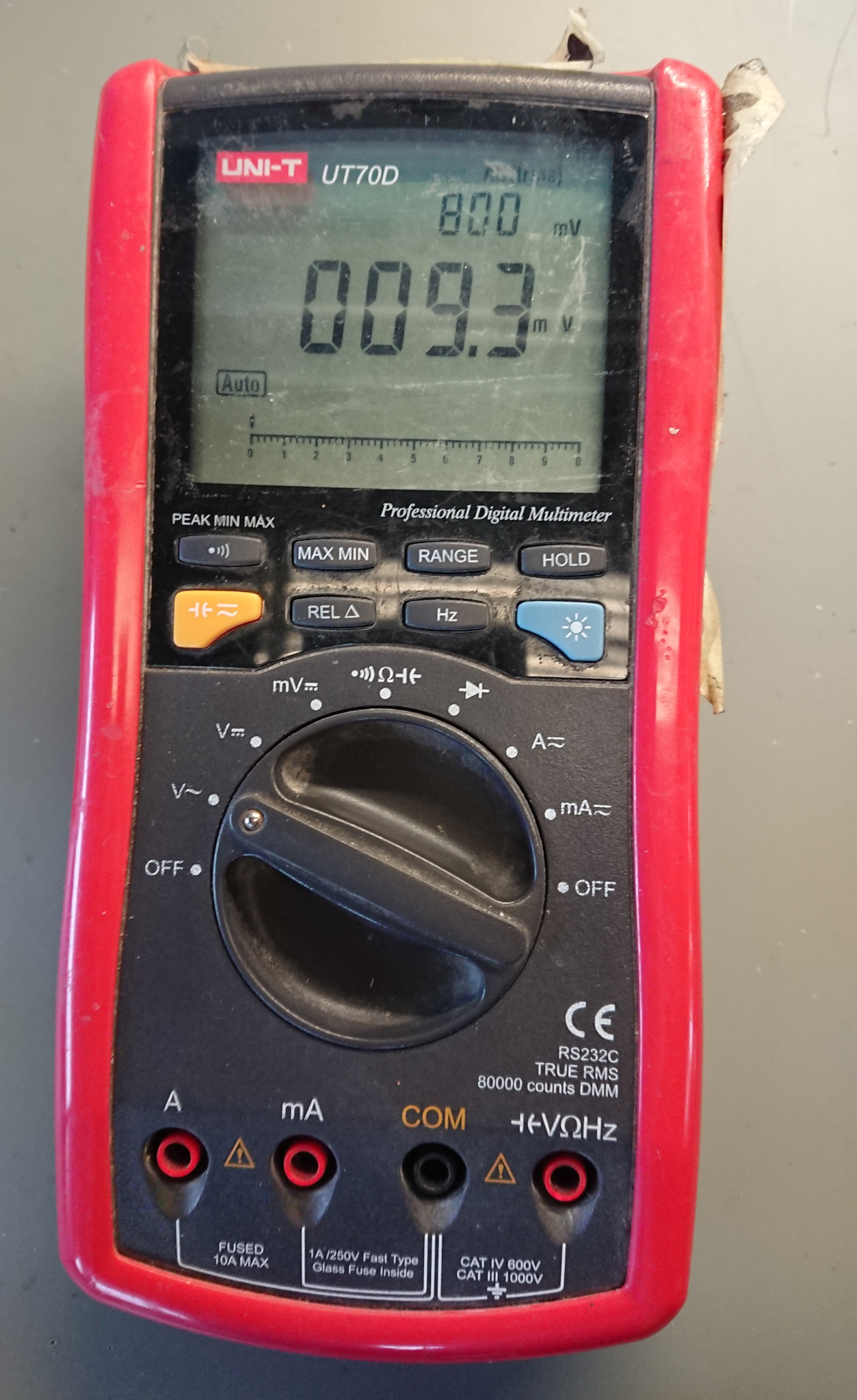
- Handmultimeter
- 80000 Counts
- True RMS
- Messung von
- Gleich- und Wechselspannung (Gleichspannung mit Millivoltbereich)
- Gleich- und Wechselstrom bis 10 A
- Widerstand (mit Durchgangsprüfer)
- Kapazität
- Diodentester
- Frequenz
⚠️ Das Gerät ist beschriftet mit „Muss kalibriert werden“. Es scheint dennoch richtig zu messen, es ist aber im Zweifelsfall mit Vorsicht zu verwenden.
ETEPON WH5000A
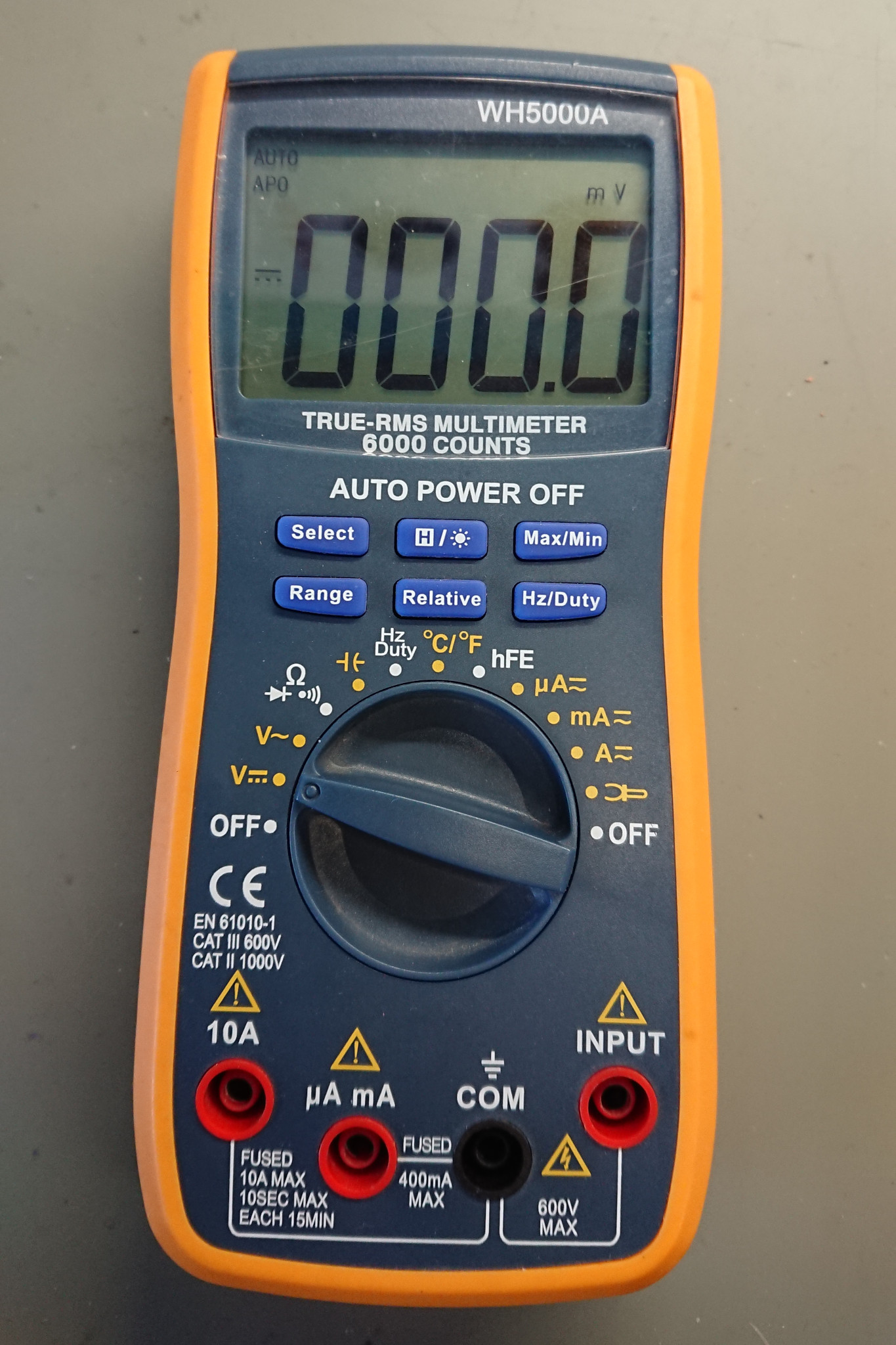
- Handmultimeter
- 6000 Counts
- True RMS
- Messung von
- Gleich- und Wechselspannung
- Gleich- und Wechselstrom bis 10 A
- Widerstand (mit Durchgangsprüfer)
- Diodentester
- Kapazität
- Frequenz
- Umgebungstemperatur (mit internem Sensor)
Fluke 8840A

Wir haben zwei solche Geräte als Leihgabe bekommen.
- Tischmultimeter
- 5 ½ Stellen
- Messung von
- Gleichspannung
- Gleichstrom (nur bis 2A!)
- Wechselspannung und -strom (nur eins der Geräte, beim anderen fehlt das AC-Messmodul)
- Widerstand (auch mit Vierleitermessung!)
- Sehr schnelle automatische Bereichsanpassung
GWInstek GDM-8246

- Tischmultimeter; fest verbaut im hinteren Tisch
- 5 Stellen
- Messung von
- Gleich- und Wechselspannung
- Gleich- und Wechselstrom (bis 20 A)
- Frequenz
- Widerstand (mit Durchgangsprüfer)
- Kapazität
- Über RS232 steuerbar
LCR-Meter
Ein LCR-Meter erlaubt die einfache und genaue Ermittlung der Eigenschaften von passiven Bauteilen, d.h. Widerständen (R), Kondensatoren (C) und Spulen (L).
Hantek 1833C
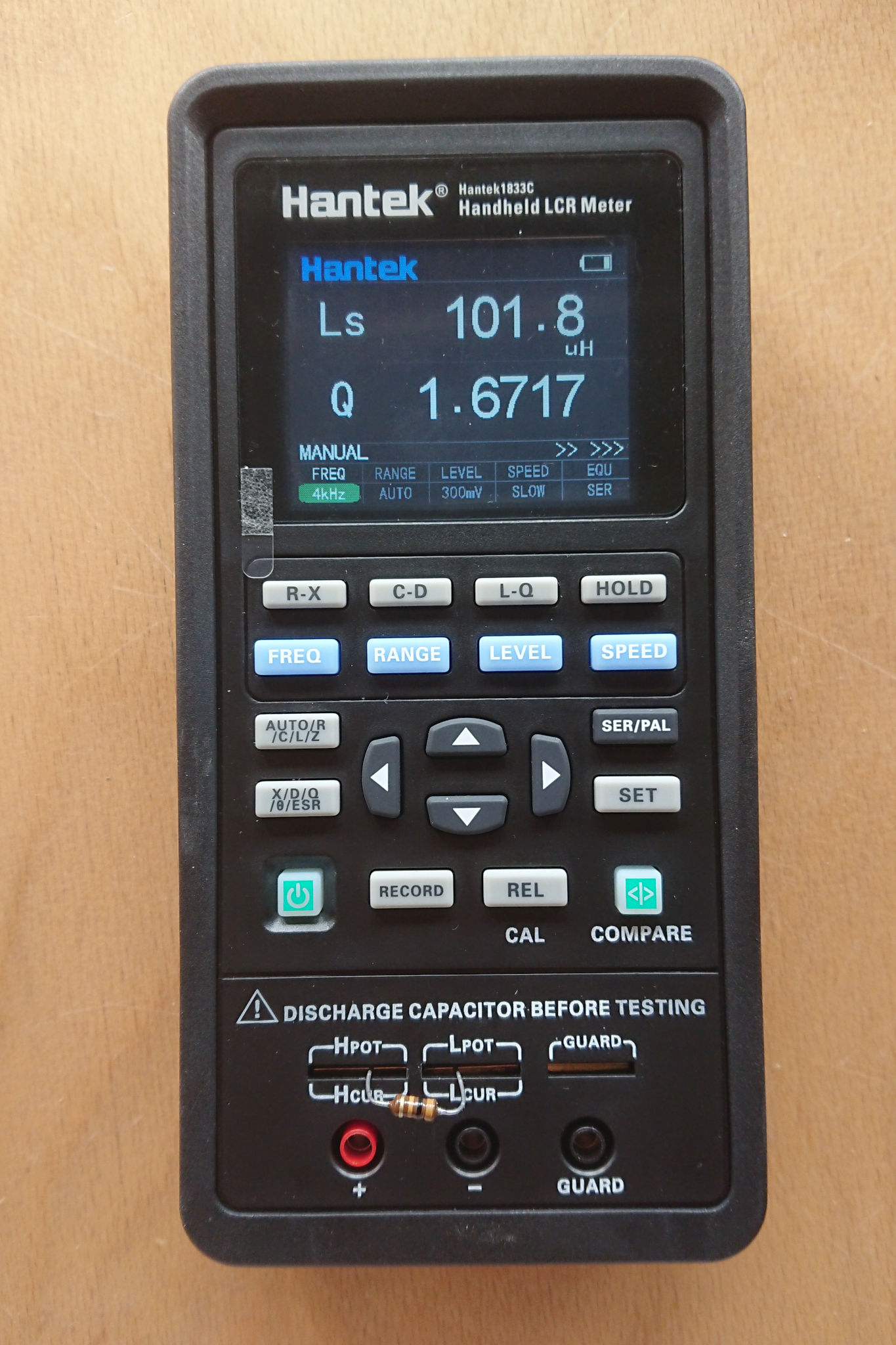
- Zur Vermessung von Widerständen, Kondensatoren und Spulen
- Messbereiche:
- Induktivität: bis 2000 H
- Kapazität: bis 20 mF
- Widerstand: bis 20 MΩ
- Verschiedene Messfrequenzen einstellbar (100 Hz bis 100 kHz)
⚠️ Dieses Gerät ist nur zur Vermessung von passiven Bauteilen geeignet. Es darf keine externe Spannung angelegt werden!
⚠️ Das LCR-Meter muss gelegentlich kalibriert werden. Dazu die beiliegende Kurzschlussbrücke zwischen HPOT und LPOT stecken und CAL drücken, bis der Kalibrierprozess startet. Dann den Anweisungen auf dem Bildschirm folgen.
Netzteile
KORAD KA3005D

- Labornetzteil, linear geregelt
- Spannung 0 bis 30 V, in Schritten von 10 mV
- Strombegrenzung 0 bis 5 A, in Schritten von 1 mA
- Ausgang schaltbar
- Überspannungs- und Überstromabschaltung einstellbar
Manson NSP-3630
- Schaltnetzteil
- Spannung 1 bis 36 V, in Schritten von 10 mV
- Strombegrenzung 0 bis 3 A, in Schritten von 1 mA
⚠️ Ausgangsschalter defekt. Der Ausgang ist immer unter Spannung!
EA-3003S

- Analoges Labornetzteil
- Spannung 0 bis 30 V, mit Poti stufenlos einstellbar
- Strombegrenzung 0 bis 2,5 A, mit Poti stufenlos einstellbar
- Anzeige über Drehspulmessgeräte
- „Made in West Germany“
Hera 368.102.400
- Festspannungsnetzteil, eines pro Tisch fest integriert
- Ausgänge: +15 V, -15 V, +5 V
- Ausgangsstrom max.: 9,0 A bei 5 V, 3,0 A bei ±15 V
⚠️ Der maximale Ausgangsstrom dieser Geräte wurde experimentell bestimmt. Bitte wenn möglich nicht an’s Limit gehen.
⚠️ Der 5V-Ausgang ist galvanisch von den ±15V-Ausgängen getrennt. Wenn beide mit dem gleichen Bezugspotenzial verwendet werden sollen, müssen die GND-Anschlüsse verbunden werden.
Oszilloskope
Oszilloskope stellen Spannungsverläufe über die Zeit grafisch dar. So kann die Qualität der Signale in Schaltungen beurteilt werden und Fehler können leichter gefunden werden.
Rigol DS1102E
- Digitales Speicheroszilloskop
- 100 MHz Bandbreite (1 GSample/s)
- 2 Kanäle
- FFT-Funktion
Hameg HM-205
- Analoges Oszilloskop
- 20 MHz Bandbreite
- 2 Kanäle
- XY-Modus
- Mit Speicher
Tektronix 2445
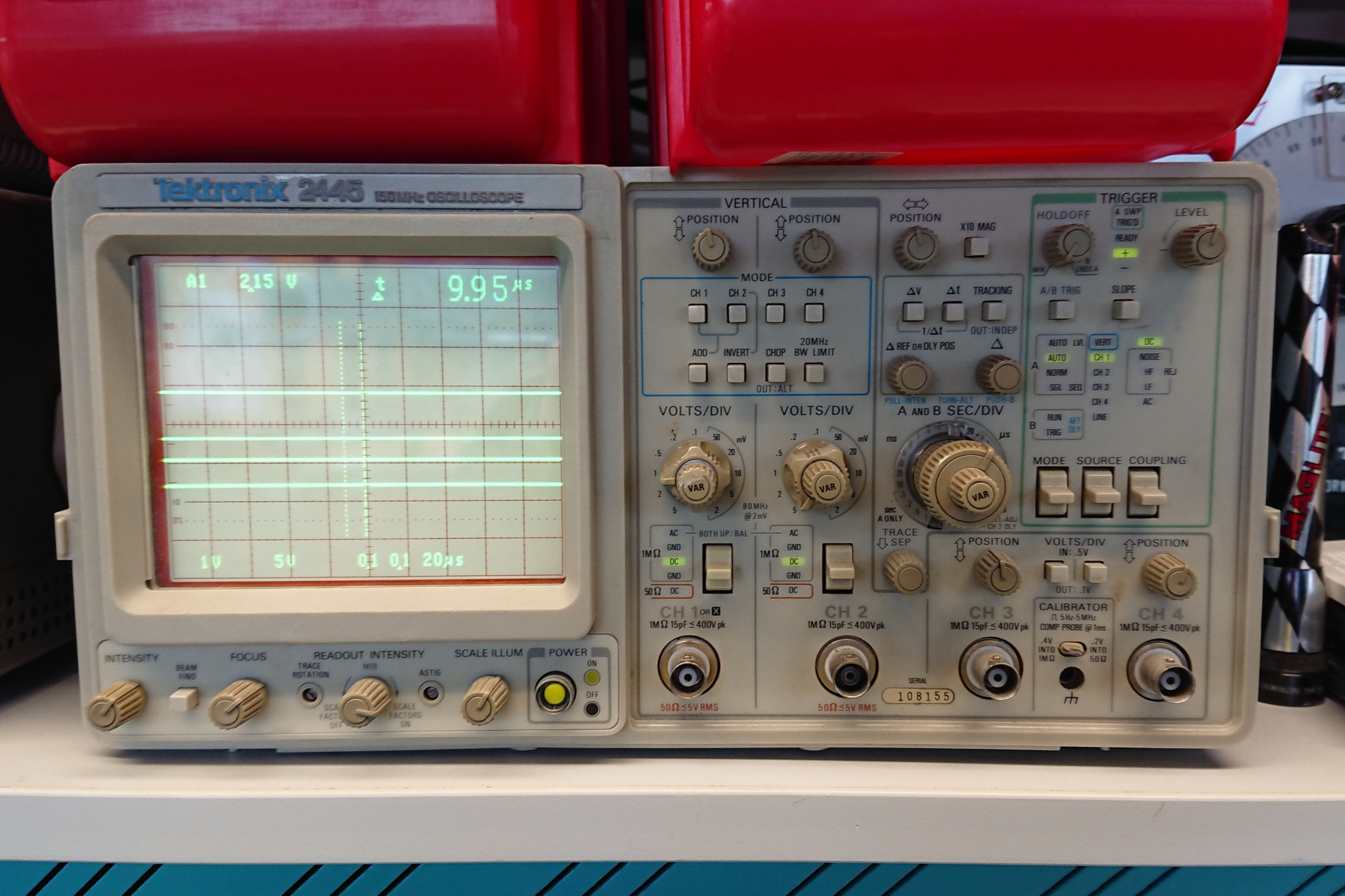
- Analoges Oszilloskop
- 150 MHz Bandbreite
- 4 Kanäle, davon
- 2 voll ausgestattet, mit DC- und AC-Kopplung mit 1MΩ und 50Ω-Abschluss
- 2 eingeschränkt, nur DC, nur 0,5V oder 0,1V/div, nur 1MΩ
- Kein Speicher
- Kein XY-Modus
Tektronix TDS 2002
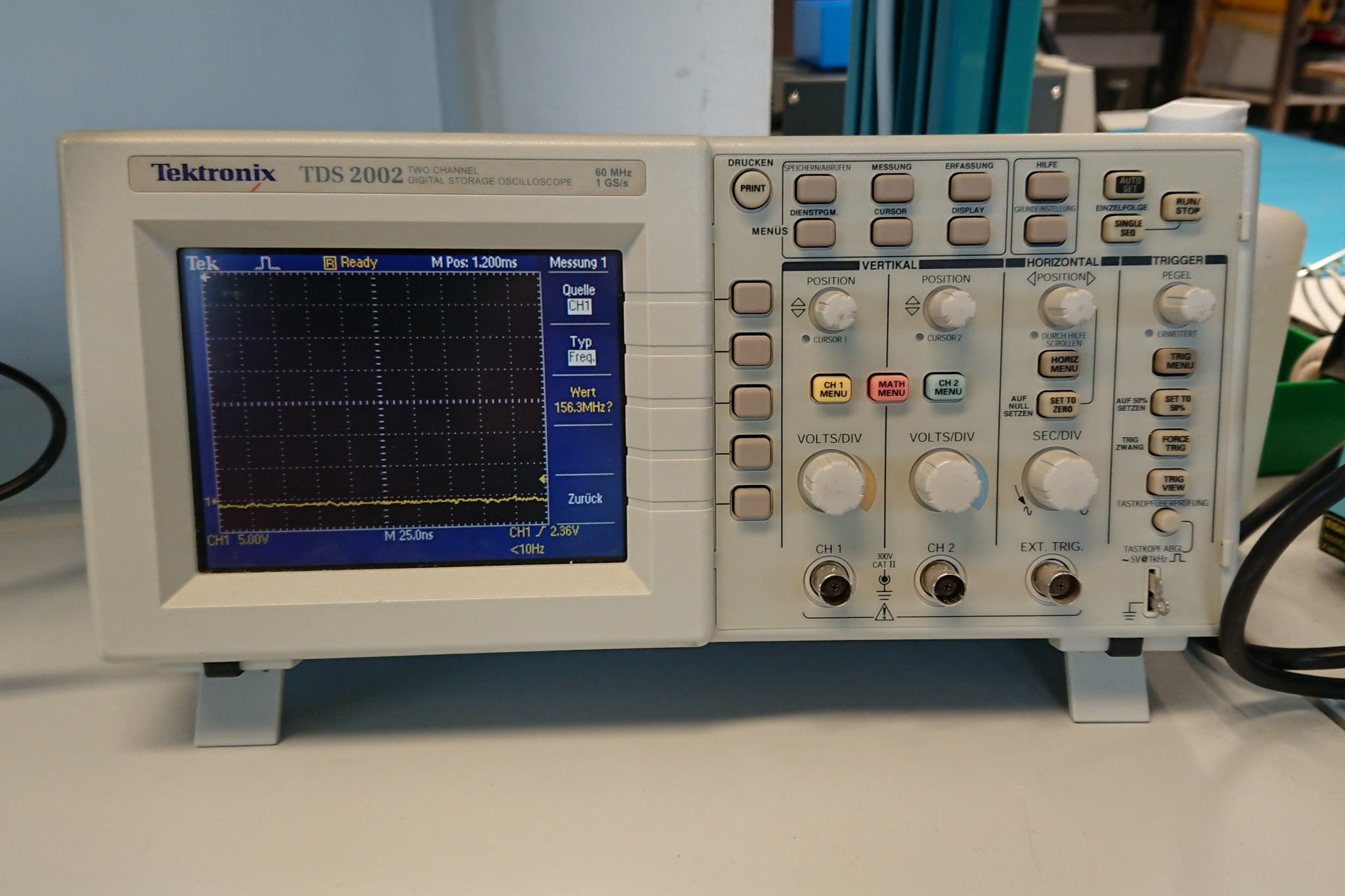
- Digitales Speicheroszilloskop
- 2 Kanäle
- 60 MHz Bandbreite, 1 GS/s
Funktionsgeneratoren
Funktionsgeneratoren stellen definierte Testsignale bereit, mit denen das Verhalten von Schaltungen überprüft werden kann. Die Anwendungen reichen vom einfachen digitalen Taktsignal bis zum modulierten Hochfrequenz-Signal. Unser SDG1062X Plus kann theoretisch sogar als Kurzwellen-Radiosender verwendet werden!
Siglent SDG1062X Plus

- Programmierbarer Funktionsgenerator (AWG)
- 2 Kanäle mit je
- 60 MHz Bandbreite
- 1 GSample/s
- 16 Bit Auflösung
- 8 Millionen Samples Speichertiefe
- Diverse Wellenformen direkt einstellbar (ohne externe Programmierung): Sinus, Rechteck, Dreieck, PWM, Rauschen
- Modulation: AM, FM, PM, ASK, FSK, PSK, DSB-AM mit internen oder externen Modulationsquellen
- Programmierbar über USB und Ethernet mit SCPI-Befehlen
Joy-It JDS6600 Lite
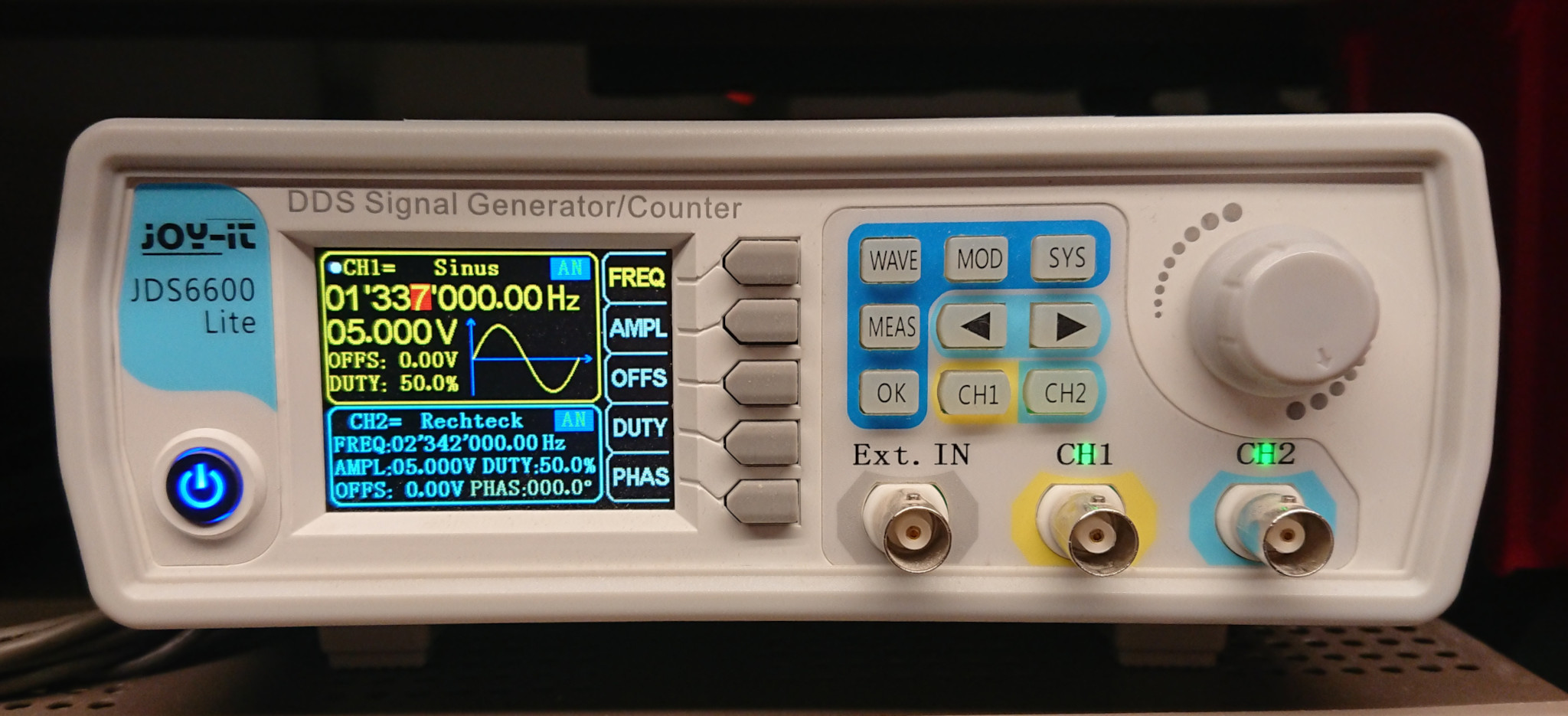
- DDS-Signalgenerator
- bis 15 MHz
- Wellenformen: Sinus, Rechteck, Dreieck, Puls, arbiträr (über USB programmierbar)
- 2 Kanäle
⚠️ Das Gerät hat eine Frequenzabweichung von +50%. Abgesehen davon arbeitet es wie vorgesehen.
Belko Audio-Generator TY-75

- Generator für sehr saubere Sinusschwingungen im Audiobereich
- 20 Hz bis 200 kHz
- Wellenform: Sinus und Rechteck umschaltbar
- Ausgangsimpedanz zwischen 600 Ω und offenem Leitungsende umschaltbar
Frequenzzähler
Voltcraft CN3165 High Resolution Counter

- Frequenzzähler mit zwei Frequenzbereichen
- 0 Hz bis 100 MHz mit 1MΩ Eingangsimpedanz
- 50 MHz bis 1 GHz mit 50Ω-Abschluss
- Messzeit und Triggerpegel einstellbar
- 8 Stellen
💡 Wir haben dieses Gerät mit einer genauen 10 MHz-Quelle getestet (synchronisiert mit DCF77). Die Abweichung ist im Bereich von ±0,5 ppm und damit sehr gering.
Elektronische Last
Mit einer elektronischen Last kann ein Energieverbraucher in definierter Weise simuliert werden
Damit kann z.B. bei Netzteilen ermittelt werden, ob sie die erwartete Spannung auch noch bei hohem Strom halten können und wie die Wärmeentwicklung dabei ist. Bei Ansteuerung der elektronischen Last von einem Rechner aus lassen sich beispielsweise auch Akku-Ladekurven simulieren, so dass Ladegeräte getestet werden können, ohne dass die Gefahr einer Überladung des Akkus besteht.
Siglent SDL1020X-E
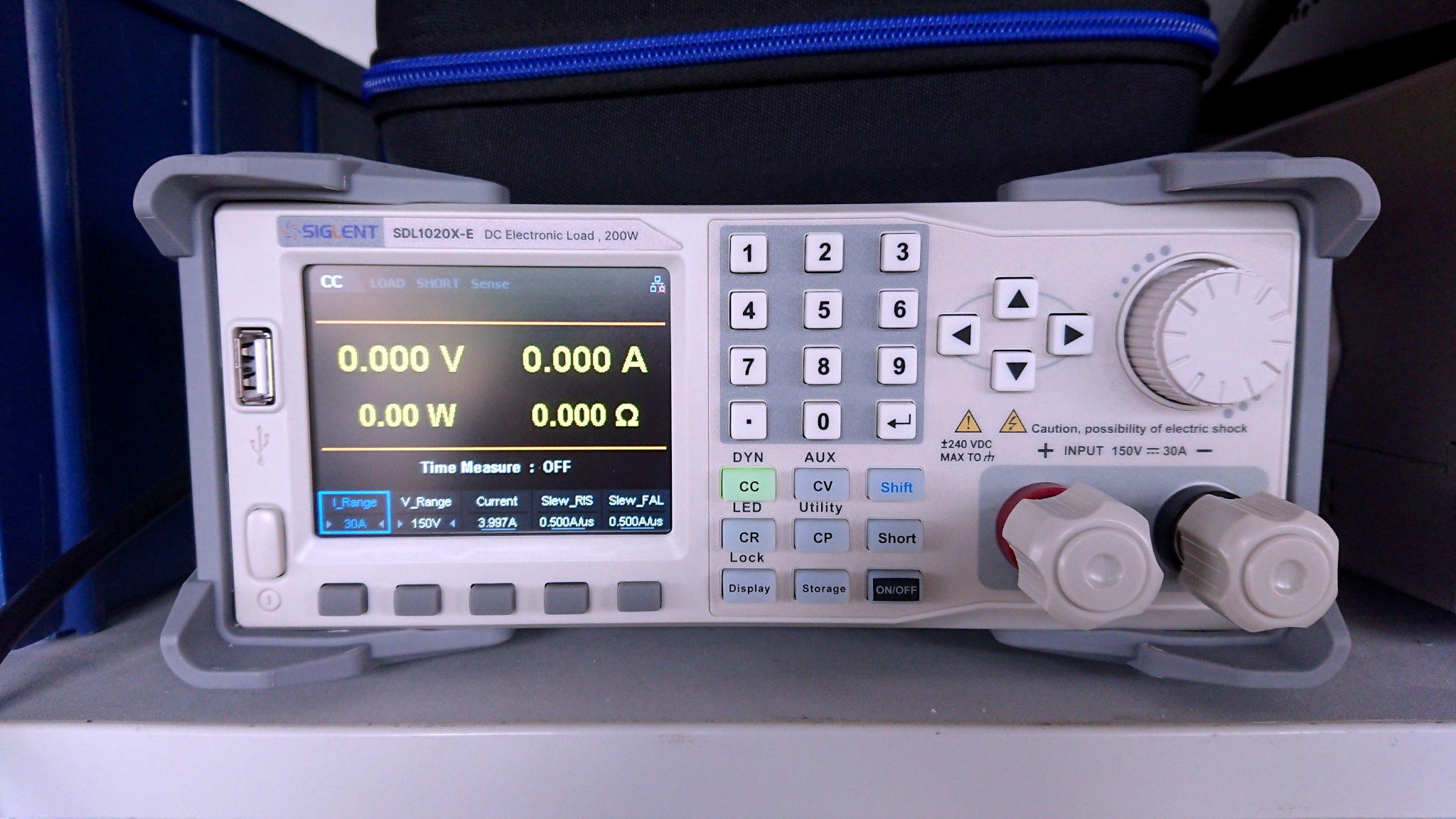
- Belastung von Gleichstromquellen bei konstantem Strom, konstanter Spannung, konstanter Leistung oder konstantem Widerstand
- Strom bis 30A, Spannung bis 150V
- Leistung max. 200W
- Anschluss der Quelle über Schraubklemmen
- Ansteuerbar mit SCPI-Befehlen über USB, Ethernet oder RS232
Vektor-Netzwerkanalysator
Ein Vektor-Netzwerkanalysator ist ein Messgerät aus der Hochfrequenztechnik.
Mit seiner Hilfe können Antennen und und HF-Schaltungen (z.B. Filter) vermessen und abgeglichen werden. Außerdem können die Eigenschaften von Bauteilen bei der vorgesehenen Betriebsfrequenz ermittelt werden. Auch Kabel lassen sich vermessen und dabei beispielsweise Defekte lokalisieren.
LiteVNA
- 50 kHz bis 6 GHz
- Messung von S11 (Reflexion) und S21 (Transmission)
- Kalibrierung nach dem SOLT-Verfahren. Kalibrierkit liegt bei.
- Eigenständiger Betrieb möglich, kann aber auch von einem PC aus gesteuert werden
Wärmebildkamera
Eine Wärmebildkamera stellt die Infrarotstrahlung der betrachteten Objekte dar. So können z.B. (zu) heiße Bauteile in elektronischen Geräten schnell gefunden werden.
Topdon TC004

- Auflösung des Wärmebilds: 192x256 Pixel
- Temperaturbereich: -20 bis 350 °C
- Bildfrequenz: 25 Hz
Trenntransformator
Ein Trenntransformator stellt sicher, dass keine leitfähige Verbindung zwischen einem zu prüfenden Gerät und der Erde besteht. Dies erhöht die Sicherheit, z.B. bei Tests von Netzteilen, erheblich. Auch unbeabsichtigte Kurzschlüsse bei Messungen gegenüber der Erde werden wirkungsvoll vermieden.
Bronson++ MII 1000

- Belastbarkeit 800 W dauerhaft / 1000 W Spitze
- Spannungstransformation 1:1
- Anschluss der Last über Schuko-Stecker oder Schraubklemmen
Stelltransformator
Ein Stelltransformator erlaubt die stufenlose Anpassung der Netzspannung. So kann z.B. ein repariertes Netzteil erst mit kleinerer Spannung getestet werden, um hohe Einschaltströme zu vermeiden.
⚠️ Der Stelltransformator darf ausschließlich in Kombination mit dem Trenntransformator verwendet werden!
Vevor 3 kVA

- Spannungsbereich: 0 bis 300 V AC
- Leistung bis 3 kVA
- Integrierte Spannungsanzeige
⚠️ Dieser Transformator hat keine galvanische Trennung. Er darf ausschließlich mit vorgeschaltetem Trenntransformator verwendet werden!
⚠️ Bitte vor dem Einschalten darauf achten, dass die Spannung korrekt eingestellt ist. Die wenigsten Netzteile werden es überstehen, wenn >250V AC angelegt werden.
Löttechnik
Lötstationen
Weller WE 1010
- Einfache Lötstation mit 70W Heizleistung
- Temperatur ist geregelt
- ESD-geschützt
Rework-/Heißluftgeräte
Weller WMD-3
- Rework-Station mit
- Lötkolben (Leistung tbd.; mangels Ablagemöglichkeit noch nicht angeschlossen)
- Heißluft
- Entlötgerät mit Absaugfunktion (z.B. zum Entfernen von Zinn von SMD-Pads)
⚠️ Bitte das Entlötgerät nur mit Einweisung verwenden (wegen der nötigen Reinigung).
Quick 861DW
- Heißluftstation mit sehr hoher Leistung (1000 W), dennoch präzise einstellbar
- Luftdurchsatz bis 50 l/min
- Temperatur 100 bis 500 °C
Lötrauchabsaugung
Weller Zero Smog
Sehr leise Absaugung mit 4 Anschlüssen und automatischer Druckregelung.
Düsen drucken wir selbst! Die Modelle gibt es in einem Git-Repository.
Inventar
Das ZAM betreibt ein Inventarsystem für Elektronikbauteile zur besseren Übersicht, welche Bauteile vorhanden sind. Es ist zu erreichen unter
→ https://partdb.im.zam.haus ←
Erstellen von Labels für die Sortimentskästen
Dafür gibt es Python-Skripte, die aus einem CSV-Export aus Part-DB den Code für die Labels erzeugen.
Die Skripte mit Beschreibung sind hier zu finden: https://git.tkolb.de/ZAM/Elektronikecke-Labelgenerator .
Tipps und Hinweise zum Eintragen von Bauteilen
- Zu zweit läuft das recht effizient: einer zählt die Bauteile (abwiegen geht sehr gut bei den DIP-ICs), der andere trägt ein.
- Die Anzahl schätzen hat sich bei >20 Stück als schwierig herausgestellt, daher lieber wiegen.
- PartDB hat Standardbilder für sehr viele Bauteile integriert. Diese können einfach für neue Bauteile verwendet werden, indem ein neuer Dateianhang hinzugefügt wird und dann unter URL nach dem Package-Namen gesucht wird, z.B. DIP20.
- Nach dem Übernehmen von Daten aus Octopart müssen folgende Tabs bearbeitet/geprüft werden: Allgemein (Kategorie), Lagerbestände, Dateianhänge
- Bei den Lagerbeständen muss mindestens Ort und Anzahl eingetragen werden
- Unter Dateianhänge sollte es ein passendes oder gar kein Bild geben.
- Es kann passieren, dass bei Verwendung der Octopart-API ein Fehler 500 von PartDB gemeldet wird, sobald man das Bauteil anlegt. Der Grund ist, dass Octopart ewig lange (Proxy-)Links zu Datenblättern erzeugt, die nicht in der Datenbank gespeichert werden können. Diese Einträge (unter Dateianhänge) können einfach gelöscht werden, denn ein Download des „Datenblatts“ funktioniert auch nicht.
Anleitung und Hinweise
Diese Seite enthält Dokumentation zur Elektronikwerkstatt für alle Nutzer:innen.
Arbeitsplätze
Sicherheitsfunktionen
Die Arbeitsplätze sind mit den üblichen elektrischen Sicherheitsfunktionen ausgestattet:
- Jeder Tisch ist mit einem eigenen FI-LS mit 10A Leitungsschutz und 10 mA Fehlerstromschutz ausgestattet.
- Der gesamte Bereich (d.h. beide Tische) kann jederzeit durch Drücken der Not-Aus-Taster stromlos geschaltet werden.
- Das obere Licht ist separat angeschlossen und wird durch den Not-Aus nicht beeinflusst.
Die Tische sind zur besseren Lastverteilung an verschiedene Phasen angeschlossen (L1 und L2). Bitte daher alle Messgeräte in einem Versuchsaufbau am selben Tisch anstecken!
Automatische Abschaltung
Um zu vermeiden, dass vergessene Geräte (insbesondere Lötgeräte) unbeaufsichtigt für lange Zeit an bleiben, wird die Elektronikwerkstatt zeitgesteuert abgeschaltet. Dafür ist der ZAM Power Timer zuständig. Er ist am hinteren Tisch bei den Sicherungen zu finden und sieht wie folgt aus:

Das Foto oben zeigt den abgeschalteten Zustand („OFF“).
Um den Strom anzuschalten, muss der On-Knopf für 3 Sekunden gehalten werden. Währenddessen gibt es eine Sequenz von Pieptönen und eine „Fortschrittsanzeige“ auf dem Display. Ist diese voll, wird der Schütz eingeschaltet, was auch durch eine grüne LED am Power Timer angezeigt wird. Der Timer startet nach dem Einschalten immer mit 600 Sekunden (10 Minuten) verbleibender Zeit und beginnt abwärts zu zählen.
Bitte nach dem Einschalten prüfen, ob Geräte an sind, die nicht an sein sollten. Dies gilt besonders für die Lötstationen!
Die Restdauer kann jederzeit durch erneutes Drücken von On verlängert werden. Jeder Tastendruck verdoppelt die Restzeit, bis zu einem Maximum von 10 Stunden. Sind weniger als 10 Minuten übrig, werden 10 Minuten addiert.
Bevor der Zähler abläuft, wird vor dem baldigen Abschalten akustisch gewarnt, und zwar wie folgt:
- 5 Minuten Restzeit: 1 kurzer Ton
- 1 Minute Restzeit: 2 kurze Töne
- 10 Sekunden Restzeit: 3 kurze Töne
- ≤5 Sekunden Restzeit: jede Sekunde ein kurzer Ton, in der letzten Sekunde ein Längerer
Mit dem Off-Knopf kann der Strom manuell abgeschaltet werden. Dazu ist dieser 3 Sekunden lang zu drücken; es läuft die umgekehrte Sequenz zum Einschalten ab.
Bauteilsammlung
Das ZAM hat einige Bauteile auf Lager, die für eigene Projekte verwendet werden können.
Eine Übersicht gibt es im Inventarsystem. Wir sind hier auf deine Mithilfe angewiesen! Bitte trage Bauteile, die du entnimmst, aus dem entsprechenden Bestand aus. Sollte dir ein Fehler auffallen, kannst du das Bauteil mit „Review benötigt“ markieren oder den Fehler direkt korrigieren. Auch Kleinigkeiten helfen, z.B. das Hinzufügen von Datenblättern.
Fernzugriff eines PCs auf das Oszilloskop Rigol DHO914S
Schritte:
1 und 2. Schalten Sie das Oszilloskop ein und klicken Sie auf „Utility“, wie in der Abbildung unten gezeigt.
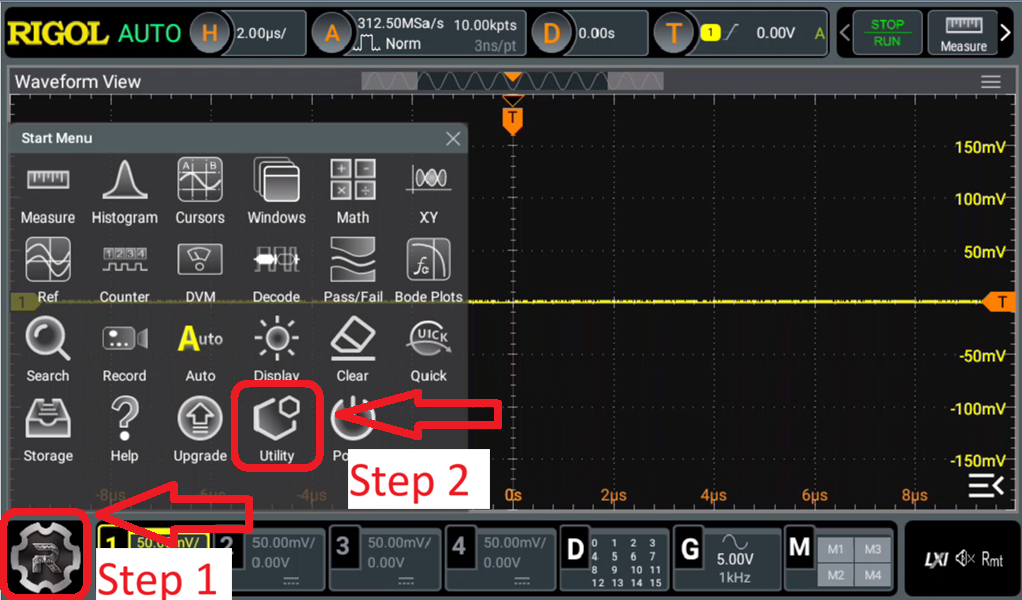
3. Stellen Sie sicher, dass sich Ihr PC im selben Netzwerk befindet. Öffnen Sie ein Terminal/eine Eingabeaufforderung und führen Sie den Befehl „ping“ an die in der Abbildung unten gezeigte Adresse aus. In diesem Fall lautet der Befehl „ping 10.233.17.204“.

4. Websteuerung im Browser verwenden
5. Zugriff auf das Oszilloskop mit Python.
Siehe beigefügtes Beispiel als Referenz. rigol_dho914.py
Entwurf: Einweisung+Anleitung Entlötstation Weller-WMD3
[Bild von der Station]
Die Entlötstation besteht aus drei Werkzeugen:
- Entlötpumpe: das Alleinstellungsmerkmal dieses Geräts :)
- Lötkolben. Nur verwenden, wenn man die Station sowieso braucht - die anderen sind weniger teuer.
- Heißluft. Die Separate Heißluft ist praktischer, weil sie mehr Leistung hat.
Vorbereitung
Glasrohr leer? Filter einigermaßen sauber? else goto "Reinigen nach Verwendung";
Taste 1-2-3 wechselt, welches Gerät eingestellt wird. Entnehmen des Lötkolbens schaltet die Bedienung auf den Lötkolben.
Beide Pfeiltasten drücken schaltet ein Aus/Ein. Einzeln wird die Temperatur eingestellt. Maximal 350° verwenden - Wenn das nicht reichen sollte, hilft mehr Lötzinn, Flussmittel und Heißluft.
Verwendung der Entlötpumpe
- Lötstelle verzinnen, um Wärmeleitung herzustellen und frisches Flussmittel dazuzumischen
- Entlötpumpe senkrecht auf die Platine setzen, um Kontaktstelle zu maximieren
- warten, bis das Lötzinn flüssig ist
- saugen (Knopf am Griff). Das Schlürfen wenn das Lötzinn eingesaugt wird ist hörbar.
- Wenn der Kontakt nicht (von beiden Seiten) frei ist, neu Verzinnen und nochmal probieren. Erfolgreich Entlötete Bauteile lassen sich ohne Gewalt lösen.
Entlötspitze wechseln / Zerlegen:
- gerade haben wir nur eine Spitze :/
- Spitze nur heiß wechseln
- Das Reinigungswerkzeug hat einen passenden Sechkant
Reinigen nach Verwendung
- Reinigungswerkzeug für Lötpumpe [Bild]:
- im Griff befinden sich ausklappbar Spieße, um die Entlötpumpe zu reinigen (Lötzinn, Flussmittel). Dazu soll die Entlötpumpe noch heiß sein. keine Gewalt anwenden, um die Beschichtung nicht zu zerstören. Das Reinigungswerkzeug hat eine Metallkappe, um Kontakt zwischen Entlötpumpe und Kunststoff vom Griff zu verhindern.
- Glasrohr leeren, danach wieder sachte zuschrauben. TODO ist hier noch etwas zu beachten?
- Lötspitze abstreifen und verzinnen. TODO: Entlötpumpe auch Verzinnen?
Siehe auch
- Herstellerdukumentation: WellerWMD3Deutsch.pdf
Hinweise für Werkstattbetreuer:
- Einweisungsliste ist im Ordner bei den Lasercuttern.
- neue Filter für das Glasrohr sind in der Löten-Verbrauchsmaterial-Nachschub-Kiste K00f4 im Regal. Wenn nur noch einer, nachbestellen :)
- TODO: Welcher Unterdruck sollte angezeigt werden, wenn Filter ok sind?
Sofa- und Entertainment-Ecke
Die Sofa- und Entertainment-Ecke kommt wie der Name sagt mit Sofas und Entertainment. Du findest dort Kissen, Decken, einen Beamer, eine Soundbar und einen Computer, welcher zum Videos/Filme schauen, spielen und Musik hören genutzt werden kann. Bitte lies dir hierfür die Regeln zum Benutzen des Rechners durch.
Kissen/Decken
In den Kisten in der Ecke zwischen den beiden Sofas befinden sich Decken. Diese darfst du verwenden. Lege sie aber bitte nach der Benutzung wieder zurück. Versuche sie nicht schmutzig zu machen. Wenn dir das dennoch passiert, gib bitte Bescheid und lege sie nicht gleich wieder zurück.
Regeln der Nutzung für Multimedia-Dinge
Grundsätzlich spricht nichts dagegen die Multimedia-Ecke zu verwenden. Achte aber bitte immer darauf, dass du keine anderen Menschen dabei störst.
- Frage anwesende Personen bitte immer, ob es in Ordnung ist, wenn du etwas tun möchtest, was andere potenziell stören könnte. Achte bitte darauf, wenn andere Kritik äußern.
- Der Werkstattbetrieb immer Vorrang.
- Verwende die Multimedia-Ecke nicht für deine eigenen Zwecke, wenn gerade Veranstaltungen in der Werkstatt stattfinden.
- Bitte höre Musik nur in einer angemessenen Lautstärke.
- Gehen mit den Geräten sorgsam um und hinterlasse sie so wie du sie vorgefunden hast (und noch ein Stück besser ;-) ).
-
Lies dir bitte die Anleitungen für die Geräte im folgenden Abschnitt durch.
Soundbar

Die Soundbar kommt an der Seite mit Bedienknöpfen ihrer rechten Seite und einer Fernbedienung. Sie ist mit dem Multimediarechner verbunden, kann aber auch via Bluetooth bespielt werden. Zum Benutzen muss sie erst eingeschaltet werden.
Eine Anleitung zu dem Gerät findest du hier. Die Soundbar gehört Axel.


Beamer
Du findest die Beamer-Fernbedienung an der Säule neben der Tür. Damit kannst du den Beamer an und ausschalten. Einen HDMI Eingang für den Beamer findest du über der Ecke mit den grauen Boxen. Hier befindet sich eine grüne Box mit der Aufschrift HDMI-2, welche ein Kabel zum Beamer führt. Diese Box ist standardgemäß mit dem Multimedia-Rechner verbunden.

Multimedia-Rechner

Der Multimediarechner steht hinter den grauen Boxen und ist im Normalfall mit dem Beamer und der Soundbar verbunden. Beim Einschalten des Rechners stelle bitte sicher, dass der Beamer zuerst läuft. Solltest du den Rechner vor dem Beamer angeschaltet haben, musst du diesen ggf. neu starten. Der Rechner ist passwortgeschützt mit dem Standard-Benutzer "zam" und dem Passwort "zam". Auf der Maschine findest du folgende Software:
- Loutris für Spiele
- Dolphin und Retroarch für Spieleemulation
- Freetube zum Ansehen von Youtube-Videos
- Firefox, der Webbrowser
Solltest du mehr oder spezielle Software oder Spiele auf dem Rechner haben wollen, sprich bitte "Schabi" an.
Auf den grauen Boxen liegen zudem zwei XBox Controller so wie Maus und Tastatur. Leider haben diese kein Funk und wurden ggf. nicht in den Rechner eingesteckt. Bitte stelle zum Benutzen sicher, dass die Peripherie mit der Maschine verbunden ist.

Prototypenwerkstatt-Archiv
Hier landen Sachen, die nicht mehr aktuell sind und perspektivisch gelöscht werden können
Lasercutter Einweisung - Zing (nicht mehr im ZAM)
Diesen Drucker gibt es (bald) nicht mehr im ZAM.
Diese Zusammenfassung der wichtigsten Punkte für Sicherheit von Mensch und Maschine basiert auf der Einweisung des FAU FabLabs. Details und ausführliche Erklärungen finden sich dort.
Gefahren und Wichtiges
- Nutzung nur nach Einweisung.
Eine Einweisung umfasst eine Besprechung der Gefahren und deren Vermeidung, sowie die praktische Übung am Gerät, inkl. eines “Rollenspiels” zum Brandfall. Dokumentiert wird die Einweisung per Unterschrift. - Gerät niemals unbeaufsichtigt betreiben, wegen Brandgefahr.
Lasercutter schneiden und gravieren mit Hitze, d.h. sie erwärmen, verbrennen oder verdampfen das Werkstück (sehr gezielt). Dabei kann es zu unkontrollierten Bränden kommen. Deshalb muss der Lasercutter im Betrieb immer beaufsichtigt werden um im Bandfall schnell eingreifen zu können.
Was tun, wenn's brennt?
Bei kleinen Flammen: Laserauftrag durch STOP-Knopf anhalten und beobachten.- Deckel anheben (reicht meist)
- Deckel ganz öffnen
- Feuer mit nebenstehenden CO2-Löscher bekämpfen
Das HappyLab in Wien ist wegen eines unbeaufsichtigt laufenden Lasercutters einmal ausgebrannt.
- Nur geeignete Materialien verwenden, wegen Gefahren für Gesundheit und Gerät.
Keine unbekannten Materialien. Besonders keine Materialien die giftige Gase entwickeln können, wie zum Beispiel PVC, Teflon, etc. Der Filter wird diese Stoffe nicht restlos entfernen. Außerdem kann das Gerät, besonders die Linse und Spiegel, Schaden nehmen.
Welche Materialien geeignet sind erfährst du im Abschnitt "Materialien". - Nicht leicht entzündliche Sachen im Lasercutter bearbeiten, wegen Brand und Explosionsgefahr.
Feuerzeuge (außer diese wurden noch nie befüllt), Gasflaschen und dergleichen können durch die eingebrachte Wärme Feuer fangen und sogar explodieren. Bei Akku-betriebenen Geräten muss der Akku Entfernt werden, wenn das Gehäuse nicht aus Metall oder Glas ist, denn der Laser könnte sich durch das Gerät – bis zum Akku – schneiden und diesen entzünden. - Glasdeckel sachte öffnen und schließen, sonst geht dieser kaputt.
Nutzung
- Entwurf als SVG-Datei vorbereiten
Schnitte als rote Linien
Gravuren als schwarze Flächen und Linien oder als Schwarz-Weiß-Grafiken einbetten - SVG-Datei in VisiCut laden, Materialeinstellungen und Dicke auswählen
- Material in Lasercutter einlegen, Fokus einstellen
Focus-Knopf, Federpendel über Material absenken, mit Pfeiltasten (Hoch/Runter) so einstellen, dass das Pendel auf der Materialoberseite gerade so aufliegt
Mit RESET-Knopf bestätigen - In VisiCut, z.B. mithilfe des Kamerabild, die Zeichnung platzieren
- Auftrag von VisiCut an Lasercutter senden, warten bis Auftrag erfolgreich gesendet wurde
Tonsignal des Lasercutters und Meldung in VisiCut bestätigen Übertragung - Glasdeckel sachte schließen, Lüftung anschalten
- Auftrag mit START-Knopf starten
- Lasercutter bis zum Auftragsende beobachten, bei Feuer eingreifen
- Werkstück entnehmen und Abschnitte entfernen
Materialien
Damit Materialien sicher für Mensch und Maschine sind, dürfen diese beim Erhitzen, Verbrennen oder Verdampfen nicht zu toxischen oder ätzenden Stoffen werden und sollte außerdem nicht "spritzen". Wenn Material auf die Linse spritzt wird diese leicht beschädigt (und Ersatz ist teuer).
✅ Erlaubte Materialien
- unbrennbares: Metall, Glas, Keramik, Stein
- dünne Lackschichten auf Metall (außer Teflonbeschichtung)
- Acrylglas (PMMA)
- PET (z.B. Overheadfolie, Bayer Vivak)
- Moosgummi (z.B. EVA Schaum)
- POM (Polyoxymethylen, z.B. Delrin)
- Papier, Pappe, Karton
- Holz (auch Sperrholz, MDF, HDF und ähnliche Werkstoffe nur aus Holz und Leim)
- "trockene" Nahrungsmittel, soweit bekannt, wie zum Beispiel Äpfel (nur gravieren), Butterkeks ohne Schokolade, Brezen, ...
- PE Polyethylen (z.B. DuPont Tyvek) / PP Polypropylen:
Schaumstoffe gehen gut
Platten schlecht laserbar, aber erlaubt - PS Polystyrol bis 1mm Dicke
- PC Polycarbonat bis 1mm Dicke
- spezieller laserbarer Stempelgummi aus dem FabLab
- Heißlaminierfolie nur wenn sie laut Datenblatt des Herstellers aus PET+EVA besteht (keine Kaltlaminierfolie, diese enthält oft PVC)
- Baumwolle (auch Viskose), Leinen, Naturfasern
- Bastelfilz, wenn aus Viskose oder Viskose-Wolle-Mischung
Wolle stinkt beim Lasern wie verbrannte Haare, ist aber sonst nicht problematisch. - Schellack
Verwechslungsgefahr muss ausgeschlossen sein: Normale Schallplatten sind nicht aus Schellack sondern aus PVC und deshalb verboten.
❌ Verbotene Materialien
- im Zweifelsfall: alles was nicht erlaubt ist
- nicht eindeutig identifizierbare Kunststoffe („irgendwas durchsichtiges“)
- spritzendes oder stark wässriges Material (Schokolade, ...)
- Schallplatten aus Vinyl (ist PVC). Alternative siehe: Schellack
- ABS, Epoxidharz (GFK, CFK, Platinen), weil es übelst stinkt
- PS Polystyrol / PC Polycarbonat dicker als 1 mm, weil es beim Lasern spritzt
- PA Polyamid / PU Polyurethan / Textilien mit Nylon- oder Elastan-Anteil / NBR-Gummi Nitrilkautschuk / alle Stoffe, die gleichzeitig H-, C- und N-Atome enthalten: entwickelt Blausäure (HCN)
- halogenhaltige Kunststoffe: PVC = Vinyl = Neopren, PTFE = Teflon (z. B. als „glitschige“ Beschichtung von Taschenmessern), PFA, ...
Erteilen von Einweisungen
Das Erteilen von Einweisungen bedarf viel Erfahrung am Gerät und Klarheit bei der Vermittlung der Inhalte. Deshalb gibt sind nur folgende Personen einweisungsberechtigt:
- Stefanie Bühler
- Julian Hammer
- Daniela Novac
- Florian Jung
- Matthias Nagl
- Kevin Bradenstein
- Melanie Wittig
- Thomas Menrath
Quellen und Lizenz
Die hier veröffentlichten Inhalte stehen unter der CC-BY-SA 3.0 Lizenz.
Einige Textpassagen und Formulierungen wurden aus der Lasercutter-Einweisung des FAU FabLabs entnommen, welche ebenfalls unter CC-BY-SA lizensiert ist.
Technische Details (veraltet)
Diesen Drucker gibt es (bald) nicht mehr im ZAM.
Lasercutter: Zing 6030 mit 30W, Herstelleranleitung, wurde Vertrieben durch cameolaser.de
Lüftung: vacuAir UML-340
VisiCut
Link: visicut.org/
Git Repo mit ZAM-spezifischen VisiCut Einstellungen: https://github.com/zam-haus/visicut-settings
Der zam Nutzer auf dem Lasercutter-Rechner kann dort hin pushen. Darauf achten, das nur gewollte Änderungen commited und gespushed werden.
Wartung Epilog ZING
Wartung vom 06. Juli 2023
Anwesend:
- Jochen Hunger
- Kevin Bradenstein
- Herr Roger(?) von cameo/epilog
Offizieller Servicebericht vom 06. Juli 2023
Zustand vom Laser
- soweit alles im grünen Bereich 🥳
- Querriemen ist im oberen linken Arbeitsbereich etwas stärker abgenutzt
- erkennbar an der Testgravur die "tttt" sind links ein bisschen fetter (sie wurden oben links im Laserbett gelasert) als die rechts (diese wurden oben rechts im Bett gelasert). Da man aber die einzelnen "t"s sich noch nicht berühren und man den Strich dazwischen deutlich sehen kann ist das noch voll im akzeptablen Rahmen
- Empfehlung: Tausch in ca. einem Jahr. Können wir selber machen. Kostenpunkt 20-30 Euro für das Ersatzteil
- erkennbar an der Testgravur die "tttt" sind links ein bisschen fetter (sie wurden oben links im Laserbett gelasert) als die rechts (diese wurden oben rechts im Bett gelasert). Da man aber die einzelnen "t"s sich noch nicht berühren und man den Strich dazwischen deutlich sehen kann ist das noch voll im akzeptablen Rahmen
- Laserröhre ist bei ca. 30,5 Watt Maximalleistung
- ausgeliefert wird die Laserröhre in unserem Modell mit ca. 32-35 Watt Maximalleistung - wir liegen aktuell minimal darunter. Konkret wurden bei der ersten Messung 29,5 Watt und bei der zweiten Messung 31,5 Watt gemessen
- Unsere Röhre wurde 2016 verbaut. Wir befinden uns am Ende der durchschnittlichen Lebensdauer von 6 bis 6,5 Jahre. siehe Graph des Herstellers
- Im Betrieb unbedingt auf gleichbleibende Temperaturen achten. Temperaturschwankungen (auch über den Tag verteilt) sind ein großer Negativfaktor für die Lebensdauer der Röhre
- Empfehlung: Benötigte einstellte Leistung bei bekannten Materialien beobachten: Sollte die benötigte Leistung für Gravur/Schnitt innerhalb von kurzer Zeit ansteigen, muss die Röhre getauscht werden. Kostenpunkt ca. 2800 Euro. Bei unseren aktuellen Messwerten kann nicht klar gesagt werden, ob wir uns am Anfang des "Leistungsabnahme"-Knicks befinden oder ob wir noch ein paar Jahre Ruhe haben.
- Sauberkeit:
- Grundsätzlich ist unser Gerät im guten Zustand, jedoch sollen wir darauf achten auch "versteckte" Stellen wie Laufschienen, Linse, Spiegel regelmäßiger zu reinigen.
- Idee: Reinigungsplan (siehe unten) mit regelmäßigen Kontrollen und passender Anleitung im Wiki, wie man an schwierige Stellen kommt.
Allgemeine Empfehlungen:
- Abluft
- Empfehlung Vorfilter: falls wir viel Hartholz/Stempel gravieren, wird uns ein Vorfilter empfohlen. Dieser erhöht die Lebensdauer des HEPA-14 Filters enorm: Vorfilter im Cameo-Shop Ersatzfilter kostet hier im Original von Cameo/Epilog "nur" 100 Euro. Herr Roger meinte jedoch, es wird ein LKW-Luftfilter verwendet (auf Anschlussmaße achten)- im Internet kosten diese ca. 30-40 Euro
- Wechsel Aktivkohlefilter erst nötig, sobald die Luft aus dem Umluftkasten merklich nach dem Verarbeiten Material zu stinken beginnt
- Abluft nach außen: Falls wir Abluft nach außen planen und hier etwas selber bauen (lassen) wollen, so sollen wir uns an dem Datenblatt der kleinsten verkauften Abluftanlage von cameo orientieren und hier unbedingt auf die Werte Ventilautorenleistung und Pressung achten
- Reinigung
- Arbeitsraum: Bref Power Reiniger gegen Fett und Eingebranntes eignet sich gut für alle Ablagerungen (und funktioniert auch z.B. auf gravierten Holz mit einer Bürste gegen Rußreste gut)
- Linse/Spiegel: Idealerweise Linsenreiniger von cameo verwenden. Im Notfall tut es auch 30% Isopropanol-Lösung. Zusammensetzung vom Reiniger als Referenz.
- Coole Links
- http://boxdesigner.frag-den-spatz.de/
- https://kyub.com/ (Boxmaker/CAD-Tool, closed beta)
Reinigungsplan
Monatlich
- Laufschiene an der Brücke reinigen
- Linse checken (z.B. mit Taschenspiegel oder heraus schrauben) und bei Bedarf reinigen (spezieller cameo Linsenreiniger oder 30% Isopropanol)
alle halbe Jahre
- Seitliches Gehäuse links aufschrauben
- checken, ob nach oben gerichtete Lüfter frei sind
- interne Spiegel und Auslassfenster reinigen (mit Linsenreiniger)
- mit wenig Maschinenfett an den Fingern die Laufstangen (links uns rechts) einmal berühren - schmiert sich dann selber richtig
- Spiegel/Linsenwagen lösen (zuerst die zwei Schrauben, dann den Federmechanismus oben) und reinigen
Demokärtchen
Die Demokärtchen für den Lasercutter sollen zeigen, wie die Laserergebnisse mit den jeweiligen Materialien und Einstellungen aussehen werden.
Einerseits bieten sie eine Hilfe für jeden, der Lasern will: Sie zeigen, wie rote Schnittlinien, grüne Markier-Linien und Gravuren aussehen.
Andererseits kann man an ihnen gut seine Materialeinstellungen testen, wenn man ein neues Material hinzufügt. Bitte tragt in dem Fall den richtigen Materialnamen ein und stellt das Kärtchen zu den anderen, damit der nächste auch etwas davon hat.
Wenn du selbst ein Demokärtchen lasern willst, folge bitte dieser Anleitung:
- Öffne die Datei laserdemo.svg in Inkscape
- Trage das verwendete Material ein. Bitte benutze dafür den gleichen Namen, wie er auch in den Visicut-Materialeinstellungen angezeigt wird, und ggf. die Dicke.

- Trage "Normale Gravur" oder "3D-Gravur" ein, je nachdem ob du das "schneide rot, graviere Rest, ..."- oder "schneide rot, 3D-graviere Rest, ..."-Mapping verwenden willst.

- Nachdem du beides eingetragen hast, schicke die Datei wie üblich an Visicut über "Erweiterungen" -> "Lasercut path" -> "Open in Visicut". Wichtig: öffne nicht die SVG-Datei direkt in Visicut. Das führt zu subtilen Fehlern, wie unleserlicher Schrift.
- Lasere das Kärtchen und stelle es zum entsprechenden Material.
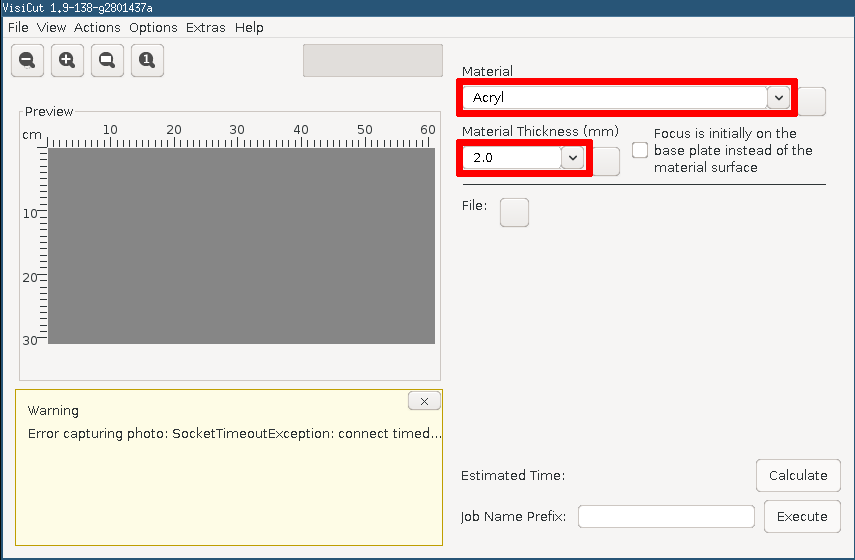

{kind=link}
Log
6.1.2023 - Kamera
Haben versucht die Kamera zu kalibrieren. Zunächst die Kamera mit Heißkleber fixiert. Dann die Marker gedruckt. Wir haben guvcview verwendet. Leider war die Ausleuchtung zu ungleichmäßig, so dass der Bereich um einige Marker zu hell und um andere zu dunkel war. Haben erstmal aufgegeben. -> Einschätzung: Es braucht eine Leuchtstarke Lampe die deutlich über dem Laser hängt und den Innenbereich gleichmäßig ausleuchtet.
Morty
Listen zum Ausdrucken
Bitte nicht umbenennen, diese Seite ist auf den Listen analog verlinkt :)
filterstaende_klein.pdf filterstaende_klein.odt
filterstaende_gross.pdf filterstaende_gross.odt
bitte_kein_hdf_echtholz.pdf bitte_kein_hdf_echtholz.odt
Nutzungszettel (auf A3 Doppelseitig auszudrucken) (interner Link zum Cloud Ordner)
Chemie-Bereich
Tischabzug FAZ1
Dokumentation
- Typ: FAZ1 von Waldner.
- Dokumente (inkl. Anschlusskonfiguration): siehe Nextcloud
Schlüsselwörter für die Wikisuche: Abzug Chemie
Einweisung Resin-Drucker


LCD-SLA-3D-Drucker arbeiten mit flüssigem Photopolymer-Harz (Resin), das schichtweise mit UV-Licht ausgehärtet wird. Ein LCD (Bildschirm) maskiert dabei das Licht und belichtet jeweils die komplette Schicht gleichzeitig.
Nach dem Drucken muss das Objekt von Resin-Rückständen befreit und vollständig ausgehärtet werden. Das macht den Großteil der Arbeitsschritte aus.
Gefahren
- Chemiebereich: Der Resin-Drucker wird im Chemiebereich unter dem Abzug betrieben. Achte auf Hinweise an Tür und Abzugscheibe, ob er gerade anders benutzt wird oder auf weiter Gefahren hingewiesen wird.
- Resin: Nicht ausgehärtetes Kunstharz gefährlich für:
- Wasserorganismen, mit langfristiger Wirkung. Darf nicht ins Abwasser gelangen. Drucke und kontaminierte Gegenstände nicht mit Wasser abspülen => Harz mit Curing-Station oder Sonnenlicht aushärten vor dem Entsorgen.
- Haut, Atmung: kann allergische Reaktionen verursachen. Der erste Kontakt ist typischerweise symptomlos, weitere Expositionen werden schlimmer da die Immunantwort sich erst aufbaut. => Handschuhe, Schutzbrille, Laborkittel, Abzug
- Isopropanol: Zum Lösen von flüssigem Harz verwenden wir Isopropanol.
- Dieses ist leicht leicht entzündlich und als Dampf explosiv. => Behälter schließen.
- Auch entfettet und reizt es die Haut. => Handschuhe.
- UV-Licht: Im Drucker und in der Curing-Station kommt unsichtbares UV-Licht zum Einsatz, was die Augen schädigen kann. => Vor dem Einschalten darauf achten, dass die Schutzhauben gut sitzen.
Schutzausrüstung

-
Gegenüber vom Abzug in den Schränken sind Laborkittel, Schutzbrillen und geeignete Einmalhandschuhe.
- Achtung: zu dünne Einmalhandschuhe sind durchlässig für Isopropanol und in Isopropanol gelöstes Resin.
- Resin kann spritzen, Augen und Kleidung sollten daher geschützt werden, ebenso Brillen, da Resinspritzer schwer zu erkennen sind und im Sonnenlicht schnell aushärten und nicht mehr zu entfernen sind.
- Spritzer am besten auch vermeiden durch vorsichtigen Umgang mit allen Resinteilen, d.h. langsame Bewegungen.
-
Lüftung / Abzug.
Ablauf
-
3D-Modell vorbereiten und slicen, z.B. mit Lychee-Slicer, Chitu-Box, mslicer. Unser Elegoo Mars 3 akzeptiert .ctb-Dateien auf einem USB-Stick. Der Slicer berechnet die notwendige Menge an Resin und die Druckdauer, was du zur Abrechnung benötigst. Kosten sind gerade 20ct / Milliliter (vorläufig, wir haben noch keine Erfahrungswerte).
-
Abzug vorbereiten
- Abluft starten auf Druckdauer + 30 min.

- Sicherungen am Abzug einschalten. F2 ist für die Steckdosen, die anderen sind Funktionsanzeige und Licht. Funktionsanzeige leuchtet grün, wenn Abluft funktioniert (braucht einen Moment zum anlaufen. Kann an der Steuerklappe über dem Abzug abgedreht sein)
Die Sicherungen sind unten am Abzug. Oben/Rot ist an, Unten/grün ist aus:
- Drucker, Wasch- und Curing-Station Ankabeln an den Steckdosen am Abzug. Kabelführung nicht durch das Fenster, sondern darunter her.

- Abluft starten auf Druckdauer + 30 min.
-
Drucker prüfen:
-
Drucker sauber und UV-Schild unversehrt?
-
Arbeitsplatform hoch fahren.
-
Arbeitsplatform fest und gerade eingeschraubt?
-
Arbeitsplatform frei von gehärteten Resinteilen?
-
Resin-Tank ausreichend mit richtiger Farbe gefüllt? Farbänderung nur zusammen mit Werkstattbetreuung.
-
Resin-Tank auf schwimmende Reste / Fehldrucke prüfen:
- Abfalldose (durchsichtig) öffnen, Handschuhe anziehen.
- mit glattem Kunsstoff-Spachtel vorsichtig ohne Krafteinwirkung durch den Tank fahren, um eventuelle Reste von einem vorherigen Fehldruck herauszufischen. Spachtel ist im ersten Isopropanolbad.
- Handschuhe ausziehen und in Abfalldose entsorgen. Abfalldose schließen
-
-
Druck starten.
- Die Arbeitsplatform wird automatisch abgesenkt.
- Der Drucker belichtet nun Ebene nach Ebene und fährt zwischen durch die Arbeitsplatform ein bischen hoch, um die gerade belichtete Schicht vom Tankboden zu lösen.
- Bei riskanten drucken: Der Druck kann pausiert und die Platform wieder nach oben gefahren werden, um zu prüfen, ob der Druck an der Platorm haftet.
-
Nachbearbeitung:
Der Druck muss von flüssigem Resin befreit werden und fertig ausgehärtet werden.- Drucker öffnen, Curing-Station öffnen, Abfall-Dose öffenen.
- Handschuhe anziehen. Auch mit Handschuhen Kontakt zum Isopropanol-Resin-Gemisch meiden.
- Isopropanol-Bäder werden mit Handschuhen geöffnet und geschlossen.
- mit Metall-Spachtel Modell von der Druckplatte lösen und in das erste Isopropanol-Bad vorsichtig eintauchen, Spritzen vermeiden.
Spachtel im ersten Isopropanol-Bad lagern. - mit geeignetem Werkzeug heraus fischen und in die Wasch-Station (Bad mit Magnetrührer) legen. 5 min Waschen.
- Druck in die Curing-Station stellen.
- Handschuhe ausziehen und in Abfalldose legen.
- Abfalldose, Drucker, Curing-Station schließen.
- 15 min Aushärten in der Curing-Station (UV-Belichter mit Drehteller)
-
Aufräumen:
- Normalerweise bleiben Drucker, Bäder und Curing-Station unter dem Abzug stehen.
- Sicherungen am Abzug ausschalten
- Bei Sonnenschein und nach Absprache mit der Werkstattbetreuung: Abfall-Dose zum Aushärten in die Sonne stellen, nach mindestens einer Stunde Sonnen-UV-Bestrahlung Inhalt in den Restmüll entsorgen.
- Ähnliches für Laborkittel mit Resinflecken: Bei Sonne direkt außen aushärten lassen, ansonsten in die vorgesehen Ablagebox.
Siehe auch
- Einweisung des FAU Fablab: https://brain.fablab.fau.de/build/sla-drucker-einweisung/SLA_Drucker_Einweisung.pdf
Wartung und Resin-Wechsel (Nicht Teil der Benutzungseinweisung. Nur in Absprache mit der Werkstattleitung)
TODO :)
Abluft

Doku: https://www.trox.de/kvs-volumenstromregler/rn-f4ac01dd700d9d9d
- Ansteuerung über im Idealfall 0-10V: https://www.trox.de/rn/lm24a-sr-f-tr-29a53d5b8181072c - 209€ Liste - Ebay 80€

Doku: https://www.trox.de/kvs-volumenstromregler/vfc-7ad1f59ff01b9548
- Ansteuerung über im Idealfall 0-10V: https://www.trox.de/vfr/224c-024-03-003-341f1bd9a117e06c Liste: 144€
- Alternativ: https://www.belimo.com/de/shop/de_CH/p?code=CM24-SR-F-T-R Liste 189€ Ebay: ~60€
Organisatorisches
Checklisten, Hinweise, Informationen, ... für Betreuende & Unterstützende
Checkliste: Werkstattbetreuung
aktuell übernommen von allg. Ehrenamts-Wiki, spezifizierung der Inhalte tbd
Ein Leitfaden zur Betreuung der Öffnungszeiten in den Werkstätten
Vor Öffnung prüfen
- Werkstatt aufgeräumt und sauber?
- Toiletten sauber?
- Maschinen zugänglich und sicher nutzbar?
Wenn nicht, Maschine außer Betrieb setzen - Materialvorräte vorhanden und nutzbar
Wenn nicht, auf Nachkaufliste setzten - Lasercutter:
- Linse von Lasercutter sauber und unbeschädigt?
Wenn nicht, Laser außer Betrieb setzen bis ersetzt oder gereinigt - Sicherheitskreis ok? -> Speedy 100 Betriebsanleitung S. 71 // Speedy 400 Betriebsanleitung S. 79
- Linse von Lasercutter sauber und unbeschädigt?
- Zustand der Filter überprüfen (Lasercutter, Entlötstation)
- SumUp Gerät geladen?
- Zettel für Werkstatt- und Materialkosten ausreichend vorhanden?
- Stifte zu Eintrag auf die Zettel vorhanden
- Nutzungsdokumentation vorhanden
- Namensschild und/oder ZAM-Anstecker tragen
- Tür aufschließen
Bei Öffnung
- Werkstattbesucher:in begrüßen
- Nutzungszettel an Besucher:in übergeben
Name ausfüllen lassen
Uhrzeit drauf schreiben
Kostenmodell erklären und Nutzungsgebühr gemeinsam ausfüllen - Nutzungsdokumentation erfassen
- Schnuppergäste?
- Nur zum Beginn einer Öffnungszeit möglich! Wer zu spät kommt kann nicht Schnuppern
- Einführung in ZAM und Werkstatt geben
- Betreuungsbedarf der Gäste ermitteln
- Projekte der Nutzer abfragen
- Maschinenberechtigungen überprüfen
- Projekte und Maschinenplätze verteilen
- Aufgaben unter den HelfernInnen verteilen
- Gebühren kassieren, wenn Person geht
- möglichst mit Kartenzahlung
- Barzahlung in die Geldbox geben. Wir können nicht wechseln.
In der Öffnungszeit
- Betreuer legen Fokus auf Maschinenbetreuung und Know-How Vermittlung
- Helfer fokussieren Schnuppergäste und erläutern das ZAM und die Werkstatt
- Neue Besucher identifizieren, Nutzungszettel verteilen und Werkstattnutzungsgebühren einnehmen
- Verteilung von Maschinen und Arbeitsplätzen im Blick behalten
- Maschinennutzung beobachten, ggf. eingreifen
- Nutzungsdokumentation
- Nichts los? Werkstattpflege und -ordnung!
Abschließen - Ende der Öffnungszeit
- Werkstatt aufräumen - die Besucher dürfen dabei gern mithelfen
- Alle Besuchenden abkassieren und rauskehren
- Abgerechnete Zettel in die Box mit dem SumUp Gerät legen.
- Maschinen und ggf. Strom abschalten
- Boxen mit SumUp - Gerät auf Vollständigkeit prüfen
- Nutzungsdokumentation in die SumUp Box geben
- Materialbedarfe, Defekte usw. an Werkstattleiter weitergeben
- Licht ausschalten
- Türen schließen
DANKE SEHR :-)
DRAFT: Lasercutter Einweisung
Einweisungsunterlage: CO₂-Lasercutter
Trotec Speedy 100 (45W) & Speedy 400 (120W) inkl. Rotationseinheit Prototypenwerkstatt ZAM | Version 1.2 | Stand: April 2026
Dieses Gerät ist mit 🔴 (Rot/✗) gekennzeichnet: Nutzung nur nach erfolgter Einweisung.
Ergänzend gilt die ZAM Werkstattordnung.
⚠️ Gefahren
🔥 Brandgefahr
Der Lasercutter schneidet und graviert durch Hitze. Dabei kann es zu unkontrollierten Bränden kommen.
→ Den Lasercutter NIEMALS unbeaufsichtigt betreiben!
☠️ Giftige Gase
Bestimmte Materialien entwickeln beim Lasern giftige oder ätzende Gase (z. B. Salzsäure aus PVC, Blausäure aus Nylon). Der Filter kann diese Stoffe nicht restlos entfernen. Außerdem können Linse und Spiegel beschädigt werden.
→ Nur dokumentierte, erlaubte Materialien verwenden!
💥 Explosionsgefahr
Leicht entzündliche Gegenstände (Feuerzeuge, Gasflaschen, Akkus in nicht-metallischen Gehäusen) können durch die Wärme Feuer fangen oder explodieren.
→ Keine leicht entzündlichen Gegenstände in den Laser legen!
🔥 Was tun, wenn es brennt?
Bei kleinen Flammen abseits vom Laserpunkt:
- Laserauftrag pausieren (Pause/Play-Knopf)
- Deckel anheben – reicht meistens
- Deckel ganz öffnen – wenn nötig
- CO₂-Feuerlöscher verwenden (steht neben dem Gerät)
- Bei unkontrollierbarem Brand: Raum räumen → Notruf 112
Bei Gefahr für Personen oder Maschine: Sofort Not-Aus-Taster drücken!
✅ Erlaubte Materialien
- Acrylglas (PMMA)
- Holz, Sperrholz, MDF, HDF (nur aus Holz und Leim)
- Papier, Pappe, Karton
- PET (z. B. Overheadfolie)
- Moosgummi (EVA-Schaum)
- POM (Polyoxymethylen / Delrin)
- Glas, Keramik, Stein (nur Gravur)
- Dünne Lackschichten auf Metall (außer Teflon)
- PE / PP (Schaumstoffe gut, Platten schlecht aber erlaubt)
- PS / PC bis max. 1 mm Dicke
- Trockene Nahrungsmittel (Kekse, Brezen, …)
❌ Verbotene Materialien
- PVC / Vinyl / Neopren → Salzsäure
- PTFE / Teflon → giftige Gase
- ABS / Epoxidharz / GFK / CFK / Platinen → starker Gestank, giftig
- PA (Nylon) / PU / Elastan / NBR-Gummi → Blausäure (HCN)
- PS / PC dicker als 1 mm → spritzt beim Lasern
- Unbekannte Kunststoffe → im Zweifel: NEIN
- Schokolade / stark wässrige Materialien → spritzt
- Schallplatten (Vinyl = PVC)
Im Zweifel: Betreuung fragen!
Kurzanleitung
Datei vorbereiten
- SVG-Dateiformat --> Farbe der Konturen unterscheiden, welche Prozesse der Lasercutter auf dieser Kontur durchführen (z.B. alles Rote wird geschnitten, alles Grüne wird graviert)
- Fotogravur: PNG oder JPG
Am Gerät
- Nutzungskarte holen (je Laser eine eigene Karte)
- Laser einschalten (Schlüsselschalter → „Power"). Deckel geschlossen, kein Werkstück drin!
- Warten bis Laser bereit ist
- Werkstück einlegen, Laserkopf positionieren, Autofokus auslösen
- Im Browser die Adresse des Lasers öffnen und mit Kartendaten anmelden
| Speedy 100 | Speedy 400 |
|---|---|
| kleinerlaser.im.zam.haus | grosserlaser.im.zam.haus |
| Arbeitsfläche: 61 × 30 cm | Arbeitsfläche: 101 × 61 cm |
- In Ruby (Trotec-Software): SVG importieren → „Prepare" → Material auswählen → Platzieren → „QUEUE"
- Am Laser den Job starten (Play-Taste)
- Laser bis zum Ende beobachten – bei Feuer eingreifen!
- Werkstück entnehmen, Abschnitte entfernen
- Laser ausschalten / in Standby versetzen. Nutzungskarte zurücklegen
Rotationseinheit (Zusatzeinweisung)
Voraussetzung: Abgeschlossene Grundeinweisung Lasercutter.
⚠️ Zusätzliche Gefahren
💥 Kollisionsgefahr
Die Rotationseinheit ragt höher als das normale Lasergitter. Der Laserkopf kann bei Verfahrbewegungen mit der Einheit oder dem eingespannten Werkstück kollidieren.
→ Beim Einschalten des Lasers mit eingesteckter Rotationseinheit besonders vorsichtig sein! → Ggf. 4-Zoll-Linse verwenden (größerer Abstand zum Werkstück)
🔌 Anschluss nur bei ausgeschaltetem Laser
Das Kabel der Rotationseinheit darf nur bei ausgeschaltetem Laser ein- oder ausgesteckt werden.
Einbau
- Laser einschalten, Tisch ganz nach unten fahren, dann Laser ausschalten
- Rote Klappe herunterklappen (mehr Bewegungsfreiheit)
- Rotationseinheit auf das Lasergitter setzen – Löcher links/rechts müssen in die Stifte einrasten
- Winkelverstellung ganz herunterklappen
- Kabel in den Anschluss an der linken Innenwand einstecken (Laser muss aus sein!)
- Laser einschalten – Achtung: Laserkopf fährt automatisch und kann mit der Einheit kollidieren
Linsenwechsel
Für die Rotationseinheit wird die 4-Zoll-Linse empfohlen (größerer Abstand, weniger Kollisionsgefahr). Der Linsenwechsel wird durch die Betreuung durchgeführt – bitte vor der Nutzung ansprechen.
Fokussierung bei gekrümmten Werkstücken
Der Laser kann den Fokus bei der Rotation nicht automatisch nachführen. Bei axial gekrümmten Werkstücken (z. B. bauchige Vasen, konische Gläser) muss ein sinnvoller Mittelwert für die Fokushöhe gewählt werden. Die Betreuung hilft bei der Einstellung.
Gravieren
- Werkstück in die Rotationseinheit einspannen
- Autofokus an geeigneter Stelle des Werkstücks auslösen
- In Ruby: Design platzieren und Material/Parameter einstellen
- Job starten, beaufsichtigen
Ausbau
- Laser ausschalten
- Kabel abstecken
- Rotationseinheit vorsichtig herausnehmen
- Lasergitter zurücksetzen
- Betreuung informieren, damit die Linse zurückgewechselt und der Linsentyp im Webinterface zurückgesetzt wird
Pflichten der Nutzenden
- ✅ Laser während des Betriebs permanent beaufsichtigen
- ✅ Nur erlaubte Materialien verwenden
- ✅ Bei Unsicherheit Betreuung fragen
- ✅ Nach der Nutzung Werkstück und Abschnitte entfernen, Arbeitsplatz sauber hinterlassen
- ✅ Laser ausschalten / Standby wenn nicht in Nutzung
- ✅ Nutzungskarte zurücklegen
- ✅ Defekte melden – nicht selbst reparieren (Gerät kennzeichnen, Betreuung informieren)
- ❌ Niemals den Laser unbeaufsichtigt lassen
- ❌ Niemals unbekannte Materialien verwenden
- ❌ Niemals Materialeinstellungen ändern ohne Rücksprache
Erfahrungssamlung // FAQs
Fragen? Wende dich an die Betreuung vor Ort. Einweisungstermine über das Ticketsystem.
Dokumentenhistorie
| Version | Datum | Änderung | Autor:in |
|---|---|---|---|
| 1.0 | April 2026 | Erstfassung | Claude/Felix |
| 1.1 | April 2026 | Kontrolle | Felix |
| 1.2 | April 2026 | Zusammenführung Lasercutter + Rotationseinheit | Claude/Felix |
DRAFT: Lötstation Einweisung
Einweisungsunterlage: Lötstation / Elektronikbereich
Prototypenwerkstatt ZAM | Version 1.1 | Stand: April 2026
⚠️ Gefahren
🔥 Verbrennungsgefahr
Die Lötspitze wird heiß! Auch nach dem Ausschalten bleibt sie minutenlang heiß.
→ Lötkolben immer in der Halterung ablegen, nie auf dem Tisch!
🫁 Lötrauch
Beim Löten entstehen Dämpfe (Flussmittel, Kolophonium). Diese reizen Augen und Atemwege.
→ Absaugung verwenden!
☠️ Blei (bei bleihaltigem Lötzinn)
Bleihaltiges Lötzinn ist gesundheitsschädlich bei Verschlucken oder über Hautkontakt.
→ Nach dem Löten mit bleihaltigem Zinn Hände waschen!
→ Nicht essen, trinken oder rauchen während des Lötens!
Temperatur richtig einstellen
| Lötzinn | Temperatur |
|---|---|
| Bleifreies Zinn (alle üblichen Legierungen) | 350 °C |
| Bleihaltiges Zinn (alle üblichen Legierungen) | 320 °C |
Die Lötstationen haben einen Standby-Modus: Nach 10 Minuten ohne Nutzung reduziert sich die Temperatur auf 200 °C. Per Tastendruck wieder aufwecken.
Löt-Grundlagen
Gute Lötstelle erzeugen
- Lötspitze verzinnen – dünne Schicht Zinn auf der Spitze hält sie sauber
- Lötstelle erhitzen – Spitze an Pad UND Bauteilbein gleichzeitig halten
- Lötzinn zuführen – an die erhitzte Stelle, nicht an die Lötspitze
- Kurz warten – Zinn fließt von selbst in die Lötstelle
- Spitze wegnehmen – Ergebnis: glänzende, kegelförmige Lötstelle
Flussmittel
- Bricht Oxidschichten auf, hilft dem Zinn zu fließen
- Besonders nützlich bei bleifreiem Zinn und beim Nacharbeiten alter Lötstellen
- Sparsam verwenden – Reste nach dem Löten mit Isopropanol entfernen
Entlöten
- Entlötlitze: Auf die Lötstelle drücken und mit dem Lötkolben erhitzen
- Entlötstation: Saugt flüssiges Zinn ab (separate Einweisung ggf. nötig)
Erfahrungssamlung // FAQs
Pflichten der Nutzer:innen
- ✅ Absaugung einschalten beim Löten
- ✅ Korrekte Temperatur einstellen (siehe Tabelle)
- ✅ Lötspitze vor und nach dem Löten reinigen und verzinnen
- ✅ Lötkolben in der Halterung ablegen
- ✅ Nach der Nutzung: Station ausschalten, Arbeitsplatz aufräumen
- ✅ Nach dem Löten mit bleihaltigem Zinn: Hände waschen
- ❌ Lötkolben nie auf dem Tisch ablegen
- ❌ Nicht essen/trinken am Löt-Arbeitsplatz
Dokumentenhistorie
| Version | Datum | Änderung | Autor:in |
|---|---|---|---|
| 1.0 | April 2026 | Erstfassung | Claude/Felix |
| 1.1 | April 2026 | Korrektur | Felix |
DRAFT: Lötstation Einweisungsleitfaden
Einweisungsleitfaden: Lötstation / Elektronikbereich
Leitfaden für Einweisende
Prototypenwerkstatt ZAM | Version 1.1 | Stand: April 2026
Voraussetzungen
- Einweisungsunterlage ausgedruckt
- Übungsplatine oder Lochrasterplatine + THT-Bauteile (Widerstände, LEDs, Pinheader)
- Lötzinn (bleifrei empfohlen für Einweisung), Flussmittel, Entlötlitze
- Absaugung funktionsfähig
- Cheat Sheets (THT / SMD) ausgehängt oder bereitgelegt
- Empfohlen: max. 4 Personen
Zeitbedarf: ca. 20–30 Minuten
Ablauf
Teil 1: Theorie (~8 Min.)
1.1 Gefahren (3 Min.)
- Verbrennungsgefahr: Lötspitze zeigen, Halterung zeigen. „Immer in der Halterung ablegen!"
- Lötrauch: Absaugung einschalten und zeigen. „Nase nicht über die Lötstelle halten."
- Blei: Auf bleihaltiges vs. bleifreies Zinn hinweisen. „Nach dem Löten mit bleihaltigem Zinn unbedingt Hände waschen. Nicht am Arbeitsplatz essen."
1.2 Temperatur und Standby (2 Min.)
- Temperatureinstellung an der Station zeigen
- Bleifrei: 350 °C, bleihaltig: 320 °C
- Standby-Modus erklären (nach 10 Min. → 200 °C, per Taste aufwecken)
1.3 Löt-Technik kurz erklären (3 Min.)
Die fünf Schritte einer guten Lötstelle zeigen (am besten mit Cheat Sheet):
- Spitze verzinnen
- Pad + Bauteilbein gleichzeitig erhitzen
- Zinn zuführen (an die Lötstelle, nicht an die Spitze!)
- Kurz warten
- Spitze wegnehmen
„Der häufigste Anfängerfehler: Zinn an die Spitze halten statt an die Lötstelle. Dann schmilzt das Zinn zwar, aber es fließt nicht in die Lötstelle."
Kurz zeigen: Was ist eine gute vs. schlechte Lötstelle (kalt, zu viel Zinn, Brücke).
Teil 2: Praktische Übung (~15 Min.)
2.1 Erste Lötstelle (5 Min.)
Jede:r Teilnehmende lötet mindestens 3 THT-Bauteile (z. B. Widerstände) auf eine Lochrasterplatine:
- Absaugung einschalten
- Temperatur einstellen
- Spitze verzinnen
- Bauteil durchstecken, Beine kürzen (Seitenschneider zeigen)
- Löten nach der gezeigten Technik
Einweisende Person korrigiert sofort, wenn:
- Zinn an die Spitze statt an die Lötstelle gehalten wird
- Die Lötstelle zu lange erhitzt wird
- Der Lötkolben nicht in die Halterung gelegt wird
2.2 Optional: LED löten (5 Min.)
Eine LED einlöten – dabei auf Polarität hinweisen (langes Bein = Anode = Plus):
„LEDs haben eine Richtung. Das lange Bein ist Plus. Falsch herum eingelötet funktioniert die LED nicht und kann im schlimmsten Fall kaputt gehen."
Cheat Sheet zeigen (LED-Polarität, Bauteil-Markierungen).
2.3 Entlöten üben (3 Min.)
Mindestens eine Lötstelle mit Entlötlitze entfernen:
- Entlötlitze auf die Lötstelle legen
- Mit dem Lötkolben erhitzen
- Litze saugt das Zinn auf
- Ggf. Flussmittel verwenden für besseres Ergebnis
2.4 Aufräumen (2 Min.)
Gemeinsam:
- Lötspitze reinigen und verzinnen
- Station ausschalten
- Arbeitsplatz aufräumen (Zinnreste, Drahtabschnitte entsorgen)
Teil 3: Prüffragen und Abschluss (~5 Min.)
Prüffragen (mindestens 2):
- „Welche Temperatur stellt ihr bei bleifreiem Zinn ein?" → 350 °C
- „Was tut ihr als Erstes, bevor ihr lötet?" → Absaugung einschalten
- „Wohin kommt der Lötkolben, wenn ihr ihn nicht in der Hand habt?" → In die Halterung
- „Warum Hände waschen nach bleihaltigem Löten?" → Blei ist gesundheitsschädlich
Unterlage mitgeben.
Checkliste für Einweisende
- Gefahren besprochen (Verbrennung, Rauch, Blei)
- Temperatureinstellung gezeigt und erklärt
- Löttechnik vorgeführt (5 Schritte)
- Jede:r hat mindestens 3 THT-Lötstellen gemacht
- Polarität von Bauteilen (LED) erklärt
- Entlöten mit Litze geübt
- Aufräumen und Spitzenpflege gezeigt
- Prüffragen gestellt
| Version | Datum | Änderung | Autor:in |
|---|---|---|---|
| 1.0 | April 2026 | Erstfassung | Claude/Felix |
| 1.1 | April 2026 | Korrektur | Felix |
DRAFT: Lasercutter Einweisungsleitfaden
Einweisungsleitfaden: CO₂-Lasercutter
Leitfaden für Einweisende – Trotec Speedy 100 & Speedy 400 inkl. Rotationseinheit Prototypenwerkstatt ZAM | Version 1.3 | Stand: April 2026
Nur autorisierte Personen dürfen einweisen!
Vorbereitung Grundeinweisung
- Beispielteile raussuchen
- Einweisungsunterlage in ausreichender Anzahl ausgedruckt // Im Wiki Seite zeigen
- Demo-SVG-Datei vorbereitet
- Geeignetes Demo-Material bereitgelegt (z. B. Papier 300g oder dünnes Sperrholz)
- CO₂-Feuerlöscher am Platz und zugänglich
- Laser funktionsfähig, Linse sauber
- Max. Teilnehmendenzahl beachten (empfohlen: max. 5 Personen)
- Laser reinigen
- Werkzeug bereit legen: 2,5 mm Inbus, Schlitzschraubendreher
optional: Vorbereitung Zusatzeinweisung Rotationseinheit
- Rotationseinheit bereitgelegt
- Demo-Werkstück (z. B. Tasse oder zylindrischer Gegenstand)
- Beide Linsen (2-Zoll und 4-Zoll) vorhanden und kontrolliert + Linsenbox vorhanden
- Laser funktionsfähig, Tisch ganz heruntergefahren
- Empfohlen: max. 2 Personen pro Einweisung
Zeitbedarf
Grundeinweisung: Ca. 45–60 Minuten, aufgeteilt in:
- Theorie: ~20 Min.
- Praxis am Gerät: ~25 Min.
- Brandfall-Rollenspiel + Abschluss: ~10 Min.
Zusatzeinweisung Rotationseinheit: Ca. 20–30 Minuten
Teil A: Grundeinweisung Lasercutter
Ablauf der Einweisung
Teil 1: Theorie (~20 Min.)
1.1 Begrüßung und Überblick (2 Min.)
„Willkommen zur Lasercutter-Einweisung. Ich zeige euch heute, wie ihr die Lasercutter sicher bedient. Die Einweisung hat drei Teile: Zuerst besprechen wir die Gefahren und Regeln, dann üben wir am Gerät, und zum Schluss machen wir ein kurzes Brandfall-Rollenspiel. Nach der Einweisung dürft ihr die Laser eigenständig nutzen."
Einweisungsunterlage im Wiki zeigen.
1.2 Gefahren (8 Min.)
Stickermarkierung der Lasercutter zeigen -> Kennzeichnung von Maschinen mit Einweisungsbedarf
Die drei Hauptgefahren durchgehen – jeweils erklären, warum die Gefahr besteht:
Brandgefahr
- Der Laser schneidet durch Hitze → Material wird erhitzt, verbrannt oder verdampft
- Bei unkontrollierter Erwärmung kann das Werkstück Feuer fangen
- Deshalb: Laser IMMER beaufsichtigen, solange er läuft
- Anekdote HappyLab Wien erwähnen (ausgebrannt wegen unbeaufsichtigtem Laser)
- Flammen werden sichtbar sein! Solange im Fokusbereich und wieder verblassen ist das okay.
1.3 Verhalten im Brandfall (5 Min.)
Die vier Stufen durchgehen und am Gerät zeigen, wo sich die Bedienelemente befinden:
- Pausieren (Pause/Play-Knopf zeigen)
- Deckel anheben
- Deckel ganz öffnen
- CO₂-Feuerlöscher verwenden (Standort zeigen, kurz erklären)
Not-Aus-Taster am Gerät zeigen.
„Im Ernstfall: Lieber einmal zu viel den Notaus drücken als zu wenig. Der Laser muss dann neu gestartet werden, aber das ist besser als ein Brand."
Giftige Gase
- Bestimmte Kunststoffe entwickeln beim Erhitzen giftige Gase
- PVC → Salzsäure (greift auch Linse und Spiegel an)
- Nylon/Elastan → Blausäure
- Der Abluftfilter kann diese Stoffe nicht restlos entfernen
- Deshalb: Nur erlaubte Materialien verwenden. Im Zweifel: NEIN
Formulierungshilfe für die Frage „Warum darf ich kein PVC lasern?" „PVC enthält Chlor. Wenn wir das erhitzen, entsteht Salzsäure als Gas. Die greift nicht nur eure Lunge an, sondern zerstört auch die empfindlichen Spiegel und die Linse im Laser – und die kosten mehrere hundert Euro."
Explosionsgefahr
- Feuerzeuge, Gasflaschen, Akkus in nicht-metallischen Gehäusen
- Der Laser könnte sich durch ein Kunststoffgehäuse bis zum Akku schneiden
Teure, empfindliche Geräte
1.4 Erlaubte und verbotene Materialien (5 Min.)
Materialliste auf der Einweisungsunterlage gemeinsam durchgehen. https://wiki.betreiberverein.de/books/prototypenwerkstatt/page/lasercutter-einweisung-trotec-speedy-400-speedy-100#bkmrk-✅-erlaubte-materiali
Besonders betonen:
- Im Zweifel immer fragen
- „Irgendwas Durchsichtiges" ist NICHT automatisch Acrylglas – es könnte Polycarbonat oder PVC sein
- Demokärtchen zeigen: So kann man vorab testen, wie ein Material reagiert
Prüffrage stellen:
„Jemand bringt eine alte Schallplatte mit und will sein Logo draufgravieren. Darf die Person das?" → Nein! Schallplatten sind aus Vinyl = PVC.
Teil 2: Praxis am Gerät (~25 Min.)
2.0 Erklärung von Laserprozessen
- Prozessdatenbank in Webinterface hinterlegt
- Beispiele aufmachen und erklären
- Nichts so speichern, dass es global geändert ist!
2.1 Dateivorbereitung zeigen (5 Min.)
- SVG-Datei öffnen und Farbcodierung für unterschiedliche Laserprozesse erklären
- Bildgravur: PNG/JPG wird automatisch in Graustufen konvertiert
- Dokumentengröße vs. Grafikgröße erklären (häufiger Fehler in Ruby)
- Unterschied Vektor vs Pixelgrafik erklären
2.2 Laser einschalten und bedienen (10 Min.)
Gemeinsam am Gerät durchführen – jeden Teilnehmenden mindestens einmal machen lassen:
- Nutzungskarte holen und erklären. Geht im WLAN, fünf Lizenzen, deswegen die Karten
- Schlüsselschalter → „Power" (Deckel zu, kein Werkstück!)
- Warten bis Laser bereit
- Unterschiede der Deckel der beiden Laser zeigen
- Raumlüftung zeigen. Ein/Ausstecken bei Fehlermeldung
- Demo-Material einlegen
- Laserkopf mit Bedientasten verfahren (Unterschiede Speedy 100 vs. 400 zeigen)
- Autofokus auslösen. Speedy 100 Fokusort zeigen
- Lüftungsschlitze und Adapterplatte erklären
Unterschiede zwischen den Geräten hervorheben:
| Speedy 100 | Speedy 400 | |
|---|---|---|
| Autofokus | Rechte Tasten gleichzeitig | Linke Tasten gleichzeitig |
| Display | Keines (Steuerung über Browser) | Eingebaut |
| Arbeitsfläche | 61 × 30 cm | 101 × 61 cm |
| Standby | Ausschalten (Schlüssel → 0) | Display → Power-Button |
2.3 Software Ruby bedienen (5 Min.)
- Browser öffnen
- Adresse eingeben + Nutzungskarten-Zugangsdaten
- Warnungen quittieren / erklären
- Tabs in Ruby erklären
- Beispielprojekt einrichten
- Design importieren
- Design anpassen, Grafikprogramm bisschen Zeigen
- Leinwand anpassen, Job erstellen
- Material aus Datenbank auswählen (am Beispiel zeigen)
- Prozesse zuweisen
- Position und Größe kontrollieren
- „QUEUE" → Job an Laser senden
- Am Laser: Job auswählen und starten
- Queue an beiden Lasern oder im Web zeigen
Teilnehmende sollen den Ablauf selbst einmal durchführen.
2.4 Nachbereitung zeigen (5 Min.)
- Erst nach Lüftungsende Gerät öffnen
- Werkstück entnehmen
- Abschnitte vom Gitter entfernen (Gitter-Entnahme zeigen (Vorsicht!), inkl. Druckknöpfe beim Speedy 400)
- Laser ausschalten bzw. Standby
- Nutzungskarte zurücklegen
- Bauraum sauber machen
Teil 3: Brandfall-Rollenspiel und Abschluss (~10 Min.)
3.1 Brandfall-Rollenspiel (5 Min.)
Jede:r Teilnehmende führt einmal das Brandfall-Szenario durch:
„Stellt euch vor, ihr lasert gerade und seht eine kleine Flamme am Werkstück. Was tut ihr? Zeigt mir die Schritte."
Erwartete Handlung:
- Pause-Knopf drücken
- Deckel anheben / öffnen
- Feuerlöscher greifen (nicht auslösen, nur zeigen)
Korrigieren, wenn Schritte fehlen oder in falscher Reihenfolge.
„Gut gemacht. Und wenn das Feuer größer wäre und nicht aufhört?" → Raum verlassen, 112 anrufen.
3.2 Prüffragen (3 Min.)
Folgende Fragen an die Gruppe stellen (mindestens 3 davon):
- „Dürft ihr den Laser alleine lassen, während er läuft?" → Nein, niemals
- „Jemand gibt euch eine Plastikfolie und sagt ‚ist bestimmt Acryl'. Was tut ihr?" → Nicht verwenden, Betreuung fragen
- „Wo steht der Feuerlöscher?" → Zeigen lassen
- „Was ist der erste Schritt, wenn ihr eine Flamme seht?" → Pause-Knopf
- „Dürft ihr ein Handy mit Akku in den Laser legen, um das Gehäuse zu gravieren?" → Nein (Akku = Explosionsgefahr, außer Gehäuse ist Metall/Glas)
- „Warum gibt es Nutzungskarten?" → Damit mehrere Nutzer gleichzeitig von verschiedenen Rechnern arbeiten können
3.3 Abschluss und Unterschrift (2 Min.)
- Fragen beantworten
- Auf Ticketsystem hinweisen für Reservierungen
- Einweisungsnachweis (1B) unterschreiben lassen
„Ihr seid jetzt eingewiesen und dürft die Lasercutter eigenständig nutzen. Denkt daran: Im Zweifel immer fragen. Viel Spaß beim Lasern!"
Teil B: Zusatzeinweisung Rotationseinheit
Voraussetzung: Teilnehmende müssen die Grundeinweisung abgeschlossen haben.
Ablauf (~20–30 Min.)
1. Theorie: Zusätzliche Gefahren (5 Min.)
Kollisionsgefahr erklären:
„Die Rotationseinheit ragt höher als das normale Gitter. Beim Einschalten fährt der Laserkopf automatisch – er kann dabei mit der Einheit oder eurem Werkstück kollidieren. Deshalb verwenden wir bevorzugt die 4-Zoll-Linse: größerer Abstand, weniger Kollisionsrisiko."
Kabel nur bei ausgeschaltetem Laser:
„Das Kabel der Rotationseinheit darf nur ein- oder ausgesteckt werden, wenn der Laser AUS ist. Sonst kann die Elektronik beschädigt werden."
2. Praxis: Ein- und Ausbau (10 Min.)
Einbau vorführen, dann Teilnehmende selbst machen lassen:
- Laser einschalten → Tisch ganz nach unten → Laser ausschalten
- Front-Panel vom Laser runterklappen
- Rotationseinheit einsetzen (in die Stifte einrasten)
- Winkelverstellung herunterklappen
- Kabel einstecken (Laser ist aus!)
- Laser einschalten – im Arbeitsraum verfahren und auf Kollision achten
Linsenwechsel erklären (wird durch die Betreuung durchgeführt):
„Für die Rotationseinheit wechseln wir auf die 4-Zoll-Linse – das mache ich bzw. die Betreuung für euch. Bitte sprecht uns einfach an, bevor ihr die Rotationseinheit nutzt."
Fokussierung bei gekrümmten Werkstücken erklären:
„Der Laser kann den Fokus bei der Rotation nicht nachführen. Es gibt einen Spacer, der euch bei der Einstellung hilft, damit ihr nicht raten müsst, man kann das aber auch mit dem bloßen Auge sehen. Bei bauchigen oder konischen Werkstücken müsst ihr einen Mittelwert für die Fokushöhe wählen – fragt im Zweifel die Betreuung."
3. Praxis: Demo-Gravur (8 Min.)
- Demo-Werkstück (Tasse o. ä.) einspannen
- Autofokus an geeigneter Stelle – erklären, warum die Stelle bei gekrümmten Werkstücken wichtig ist
- In Ruby: Design platzieren, Material auswählen
- Job starten und beaufsichtigen
- Werkstück entnehmen
4. Ausbau und Prüffragen (5 Min.)
Teilnehmende bauen die Rotationseinheit selbst aus:
- Laser aus → Kabel abstecken → Einheit herausnehmen → Betreuung informieren (Linsenwechsel + Webinterface)
Prüffragen (mindestens 2):
- „Wann dürft ihr das Kabel der Rotationseinheit einstecken?" → Nur bei ausgeschaltetem Laser
- „Warum bevorzugen wir die 4-Zoll-Linse bei der Rotationseinheit?" → Größerer Abstand, weniger Kollisionsgefahr
- „Was ist das Problem bei einer bauchigen Vase?" → Laser kann Fokus nicht nachführen, sinnvollen Mittelwert wählen
- „Wer macht den Linsenwechsel?" → Die Betreuung
Häufige Fragen und Antworten
„Kann ich auch eigenes Material mitbringen?" → Ja, solange es auf der erlaubten Liste steht und eindeutig identifizierbar ist. Im Zweifel Betreuung fragen.
„Kann ich Metall lasern?" → Mit dem CO₂-Laser nicht (zu wenig Energie). Dünne Lackschichten auf Metall können entfernt werden. Für Metallgravur steht der xTool F2 Ultra zur Verfügung (separate Einweisung).
„Was kostet die Nutzung?" → Auf das aktuelle Kostenmodell und den Nutzungszettel verweisen.
„Wo finde ich Materialeinstellungen für mein Material?" → In der Ruby-Materialdatenbank. Falls das Material nicht enthalten ist: Betreuung fragen. Niemals einfach raten.
„Darf ich die Materialeinstellungen ändern?" → Nur nach Rücksprache mit einer einweisenden Person. Den rechten Speicher-Knopf verwenden (speichert nur für den aktuellen Job), niemals den linken (überschreibt globale Einstellungen).
Checkliste für Einweisende – Grundeinweisung
- Alle drei Gefahren besprochen (Brand, Gase, Explosion)
- Erlaubte / verbotene Materialien durchgegangen
- Brandfall-Verhalten erklärt und Rollenspiel durchgeführt
- Jede:r hat den Laser mindestens einmal selbst bedient
- Autofokus wurde praktisch geübt
- Software-Workflow wurde durchgespielt (SVG → Ruby → Queue → Start)
- Nachbereitung gezeigt (Aufräumen, Gitter, Nutzungskarte)
- Mindestens 3 Prüffragen gestellt und korrekt beantwortet
Checkliste für Einweisende – Zusatzeinweisung Rotationseinheit
- Grundeinweisung Laser bei Teilnehmenden vorhanden
- Kollisionsgefahr und Kabel-Regel erklärt
- Einbau vorgeführt und von Teilnehmenden durchgeführt
- Linsenwechsel erklärt (durch Betreuung)
- Fokussierung bei gekrümmten Werkstücken erklärt (Spacer, Mittelwert)
- Demo-Gravur durchgeführt
- Ausbau von Teilnehmenden durchgeführt
- Prüffragen gestellt und korrekt beantwortet
Dokumentenhistorie
| Version | Datum | Änderung | Autor:in |
|---|---|---|---|
| 1.0 | April 2026 | Erstfassung | Claude/Felix |
| 1.1 | April 2026 | Kontrolle | Felix |
| 1.2 | April 2026 | Zusammenführung Lasercutter + Rotationseinheit |
Claude/Felix
|
| 1.3 | Juli 2026 | Ergänzungen nach Melanies Vorbild-Einweisung |
Felix |
DRAFT: xTool F2 Ultra Einweisung
Einweisungsunterlage: xTool F2 Ultra
60W MOPA-Faserlaser + 40W Diodenlaser
Prototypenwerkstatt ZAM | Version 1.1 | Stand: April 2026
Ergänzend gilt die ZAM Werkstattordnung.
⚠️ Gefahren
👁️ Augenschäden – Klasse-4-Laser
Der xTool F2 Ultra enthält einen leistungsstarken Faserlaser (1064 nm, unsichtbare IR-Strahlung) und einen Diodenlaser (445 nm, blau). Beide können bei direkter oder reflektierter Exposition sofort irreversible Augenschädenverursachen.
→ Gehäuse muss während des Betriebs IMMER geschlossen sein!
→ Niemals die Schutzscheibe umgehen oder bei laufendem Laser öffnen!
🫁 Feinstäube und Rauch
Bei der Metallbearbeitung entstehen gesundheitsschädliche Feinstäube. Bei organischen Materialien (Holz, Leder, Acryl) entsteht Rauch.
→ Abluft / Luftfilter (SafetyPro AP2) muss bei JEDER Nutzung laufen!
🔥 Brandgefahr
Beim Lasern organischer Materialien (Holz, Papier, Leder) besteht Brandgefahr – ähnlich wie bei den CO₂-Lasern.
→ Gerät während des Betriebs beaufsichtigen!
Dieses Gerät hat zwei Laserquellen
| MOPA-Faserlaser | Diodenlaser | |
|---|---|---|
| Leistung | 60W | 40W |
| Wellenlänge | 1064 nm (IR, unsichtbar) | 445 nm (blau) |
| Materialien | Metall (Edelstahl, Messing, Alu, Titan), Kunststoff-Markierung | Holz, Acryl, Leder, Papier, Stoff |
| Besonderheit | Farbgravur auf Metall möglich, Metallschnitt bis ca. 2 mm | Schnitt organischer Materialien |
→ In der Software wird die passende Laserquelle je nach Material gewählt.
✅ Erlaubte Materialien
Mit Faserlaser (MOPA):
- Edelstahl, Stahl, Messing, Kupfer, Aluminium, Titan
- Beschichtete Metalle (Eloxal, Lack – außer Teflon)
Mit Diodenlaser: - Holz, Sperrholz, MDF
- Acrylglas (PMMA)
- Leder (echtes Leder und pflanzlich gegerbtes Kunstleder)
- Papier, Pappe, Karton
- Stoff (Baumwolle, Filz – keine Synthetik mit Nylon/Elastan)
❌ Verbotene Materialien
- PVC / Vinyl / Neopren → Salzsäure
- PTFE / Teflon → giftige Gase
- Nylon / Elastan / PA / PU → Blausäure
- ABS / Epoxidharz / GFK / CFK → giftig
- Spiegel / hochreflektierende Flächen → Reflexionsgefahr für Optik
- Unbekannte Materialien → im Zweifel: NEIN
Sicherheitseinweisung des Herstellers
xTool stellt auf seiner Website Dokumentation über die Sicherheitseinweisung für den Laser bereit. Diese sind vor Betrieb des Geräts durchzuarbeiten:
- Sicherheitshinweise für den F2 Ultra: https://support.xtool.com/article/2246?from=xTool%20F2%20Ultra&url=%2Fproduct%2F59
- Anweisungen für den/die Sicherheitsbeauftragten: https://support.xtool.com/article/2181
Kurzanleitung
Vorbereitung
- Rechner einschalten, xTool Creative Space öffnen
- Design erstellen oder importieren (SVG, PNG, JPG, DXF)
- Material auf die Arbeitsfläche legen (max. 220 × 220 mm)
Am Gerät
- Gerät einschalten
- Abluft/Filter einschalten (vor dem ersten Laservorgang!)
- Gehäuse schließen
- In der Software: Material auswählen → Laserquelle wird automatisch vorgeschlagen
- Kamera-Vorschau nutzen (dual 48MP) → Design positionieren
- Autofokus aktivieren
- Job starten
- Gerät beaufsichtigen bis Auftrag beendet
- Gehäuse erst öffnen, wenn der Laser gestoppt hat
- Werkstück entnehmen, Arbeitsfläche reinigen (besonders Metallstaub!)
Nach der Nutzung
- Arbeitsfläche von Staub und Rückständen reinigen
- Abluft/Filter ausschalten
- Gerät ausschalten
Pflichten der Nutzende
- ✅ Gehäuse während des Betriebs immer geschlossen halten
- ✅ Abluft/Filter bei jeder Nutzung einschalten
- ✅ Gerät während des Betriebs beaufsichtigen
- ✅ Nur erlaubte Materialien verwenden
- ✅ Arbeitsfläche reinigen nach jeder Nutzung (Metallstaub!)
- ✅ Bei Unsicherheit Betreuung fragen
- ✅ Defekte melden – nicht selbst reparieren (Gerät kennzeichnen, Betreuung informieren)
- ❌ Niemals das Gehäuse bei laufendem Laser öffnen
- ❌ Niemals ohne Abluft/Filter arbeiten
- ❌ Niemals hochreflektierende oder unbekannte Materialien verwenden
⚡ Unterschied zu den Trotec CO₂-Lasern
| Trotec Speedy 100/400 | xTool F2 Ultra | |
|---|---|---|
| Lasertyp | CO₂ (10.600 nm) | MOPA-Faser (1064 nm) + Diode (445 nm) |
| Metall bearbeiten? | Nein (nur Lack abtragen) | Ja – gravieren, farbmarkieren, schneiden |
| Arbeitsfläche | bis 101 × 61 cm | 22 × 22 cm |
| Gehäuse | Offen bedienbar | Muss geschlossen sein |
| Software | Ruby (Browser) | xTool Creative Space (Desktop) |
| Einweisung | Separate Einweisung nötig | Separate Einweisung nötig |
Die Einweisungen sind unabhängig voneinander – eine Trotec-Einweisung berechtigt nicht zur Nutzung des xTool und umgekehrt.
Erfahrungssamlung // FAQs
Dokumentenhistorie
| Version | Datum | Änderung | Autor:in |
|---|---|---|---|
| 1.0 | April 2026 | Erstfassung | Claude/Felix |
| 1.1 | April 2026 | Kontrolle | Felix |
DRAFT: xTool F2 Ultra Einweisungsleitfaden
Einweisungsleitfaden: xTool F2 Ultra
Leitfaden für Einweisende – 60W MOPA-Faserlaser + 40W Diodenlaser
Prototypenwerkstatt ZAM | Version 1.1 | Stand: April 2026
Voraussetzungen
Vorbereitung
- Einweisungsunterlage in ausreichender Anzahl ausgedruckt
- Demo-Dateien vorbereitet (z. B. Logo-SVG für Metallgravur + Holzgravur)
- Demo-Material bereitgelegt: ein kleines Metallstück (z. B. Edelstahl-Anhänger) + ein Stück Holz/Pappe
- Abluft/Filter (SafetyPro AP2) funktionsfähig
- Gerät funktionsfähig, Arbeitsfläche sauber
- Empfohlen: max. 3 Personen pro Einweisung
Zeitbedarf
Ca. 30–45 Minuten, aufgeteilt in:
- Theorie: ~15 Min.
- Praxis am Gerät: ~20 Min.
- Prüffragen + Abschluss: ~5 Min.
Ablauf der Einweisung
Teil 1: Theorie (~15 Min.)
1.1 Begrüßung und Einordnung (2 Min.)
„Der xTool F2 Ultra ist ein anderes Gerät als unsere Trotec-Lasercutter. Er hat zwei Laserquellen – einen Faserlaser für Metall und einen Diodenlaser für Holz, Leder und Acryl. Deswegen auch eine Einweisung unabhängig von der Trotec-Einweisung."
Einweisungsunterlage austeilen.
Falls Teilnehmende bereits eine Trotec-Einweisung haben: Unterschiede kurz hervorheben (3A_EW_xToolF2Ultra > ⚡ Unterschied zu den Trotec CO₂-Lasern).
1.2 Gefahren (8 Min.)
👁️ Augenschäden – Laserklasse 4
- Faserlaser: 1064 nm (Infrarot, unsichtbar!) – durchdringt die Hornhaut und schädigt die Netzhaut
- Diodenlaser: 445 nm (blau, sichtbar) – ebenfalls gefährlich
- Das geschlossene Gehäuse schützt → darf bei laufendem Laser NICHT geöffnet werden
- Die Schutzscheibe im Deckel filtert die Laserstrahlung
„Anders als bei den Trotec-Lasern, wo man den Deckel im Notfall öffnet, bleibt beim xTool das Gehäuse zu. Das Gerät hat eine Sicherheitssperre – es stoppt automatisch beim Öffnen."
🫁 Feinstäube und Rauch
- Metallgravur erzeugt feinste Metallpartikel – gesundheitsschädlich bei Einatmung
- Holz/Leder erzeugt Rauch und Rußpartikel
- Abluft/Filter muss immer laufen, auch bei kurzen Jobs
„Die Feinstäube bei Metallgravur sind besonders tückisch – man sieht und riecht sie kaum, aber sie setzen sich in der Lunge fest."
🔥 Brandgefahr
- Betrifft vor allem organische Materialien (Holz, Papier, Leder) mit dem Diodenlaser
- Gerät beaufsichtigen!
1.3 Zwei Laserquellen erklären (3 Min.)
Tabelle auf der Einweisungsunterlage durchgehen:
- MOPA-Faserlaser → Metall (gravieren, farbmarkieren, schneiden)
- Diodenlaser → organische Materialien (gravieren, schneiden)
- Software wählt die passende Quelle automatisch basierend auf Materialauswahl
Besonders betonen:
- Farbgravur auf Metall ist eine Spezialität dieses Geräts
- Metallschnitt nur bis ca. 2 mm möglich
- Arbeitsfläche ist deutlich kleiner als bei den Trotecs (22 × 22 cm)
1.4 Materialien (2 Min.)
Kurz durchgehen – vieles ist analog zu den Trotec-Lasern. Zusätzliche Verbote hervorheben:
- Hochreflektierende Spiegel → können den Laserstrahl zurück in die Optik reflektieren
- Ansonsten gelten die gleichen Verbote (PVC, Teflon, Nylon etc.)
Teil 2: Praxis am Gerät (~20 Min.)
2.1 Gerät kennenlernen (3 Min.)
- Gehäuse öffnen/schließen zeigen
- Ein-/Ausschalter zeigen
- Abluft/Filter einschalten zeigen
- Not-Aus / Sicherheitssperre erklären
- Arbeitsfläche und deren Größe zeigen
2.2 Software xTool Creative Space (5 Min.)
- Programm öffnen
- Demo-Design importieren (SVG)
- Material auswählen → zeigen, wie die Software die Laserquelle vorschlägt
- Kamera-Vorschau aktivieren (48MP Kameras) → Design auf dem Material positionieren
- Autofokus erklären und auslösen
- Parametervorschläge zeigen (Leistung, Geschwindigkeit)
„Die Software hat eingebaute Materialpresets. Nutzt diese als Ausgangspunkt. Wenn ihr Einstellungen ändern wollt, fragt bitte vorher."
2.3 Demo-Gravur Metall (5 Min.)
Jede:r Teilnehmende führt eine Gravur durch:
- Metallstück auf Arbeitsfläche legen
- Gehäuse schließen
- Kamera-Vorschau → positionieren
- Autofokus
- Job starten
- Durch Schutzscheibe Beobachten
- Nach Fertigstellung: Gehäuse öffnen, Werkstück entnehmen
2.4 Demo-Gravur/Schnitt organisch (5 Min.)
Gleicher Ablauf mit Holz oder Pappe, diesmal mit Diodenlaser.
Zeigen, dass die Software automatisch die Laserquelle wechselt.
2.5 Reinigung zeigen (2 Min.)
- Metallstaub und -partikel von der Arbeitsfläche entfernen
- Auf Sauberkeit der Kameralinsen achten
- Abluft/Filter ausschalten
- Gerät ausschalten
Teil 3: Prüffragen und Abschluss (~5 Min.)
Prüffragen (mindestens 3 stellen)
- „Dürft ihr das Gehäuse öffnen, während der Laser läuft?" → Nein, niemals (Klasse-4-Laser, Augenschäden)
- „Was müsst ihr einschalten, bevor ihr den ersten Job startet?" → Abluft/Filter
- „Welchen Laser benutzt das Gerät für Metall?" → MOPA-Faserlaser
- „Was müsst ihr nach jeder Nutzung tun?" → Arbeitsfläche reinigen (Metallstaub), Abluft aus, Gerät aus
- „Dürft ihr dieses Gerät nutzen, wenn ihr nur eine Trotec-Einweisung habt?" → Nein, separate Einweisung nötig
- „Warum ist Metallstaub problematisch?" → Feinstaub ist gesundheitsschädlich bei Einatmung
Abschluss
- Fragen beantworten
- Einweisungsunterlage zum Mitnehmen geben
Checkliste für Einweisende – Kurzfassung
- Laserklasse und Augenschutz erklärt (Gehäuse geschlossen halten)
- Feinstaubgefahr und Abluftpflicht erklärt
- Zwei Laserquellen und deren Einsatzbereiche erklärt
- Erlaubte / verbotene Materialien durchgegangen
- Software-Workflow demonstriert und von Teilnehmenden durchgeführt
- Demo-Gravur Metall durchgeführt
- Demo-Gravur/Schnitt organisch durchgeführt
- Reinigung nach Nutzung gezeigt
- Mindestens 3 Prüffragen gestellt und korrekt beantwortet
- Einweisungsunterlage ausgehändigt
Dokumentenhistorie
| Version | Datum | Änderung | Autor:in |
|---|---|---|---|
| 1.0 | April 2026 | Erstfassung | Claude/Felix |
| 1.1 | April 2026 | Korrektur | Felix |
DRAFT: 3D Drucker Einweisung
Einweisungsunterlage: 3D-Drucker
BambuLab 3D-Drucker
Prototypenwerkstatt ZAM | Version 1.1 | Stand: April 2026
Ergänzend gilt die ZAM Werkstattordnung.
⚠️ Gefahren und Hinweise
🔥 Heiße Bauteile
Druckdüse (bis 350 °C) und Druckbett (bis 120 °C) werden extrem heiß. Verbrennungsgefahr!
→ Düse und Druckbett NICHT berühren, solange sie heiß sind!
🫁 Dämpfe bei bestimmten Materialien
ABS und ASA erzeugen gesundheitsschädliche Dämpfe. Diese dürfen nur auf dem H2S (geschlossene Einhausung) gedruckt werden, nicht auf den offenen Druckern.
⚙️ Mechanische Gefahren
Bewegliche Teile (Druckkopf, Bett, Führungsschienen) können Finger einklemmen.
→ Nicht in den Drucker greifen, solange er druckt!
Unsere Drucker im Überblick
| Offene Drucker | H2S | |
|---|---|---|
| Bauart | Offen (ohne Einhausung) | Geschlossen (aktive Einhausung) |
| Max. Düsentemperatur | 300 °C | 350 °C |
| Kammerheizung | Nein | Ja (bis 65 °C) |
| ABS/ASA erlaubt? | ❌ Nein | ✅ Ja |
Erlaubte Filamente
Auf allen Druckern
- ✅ PLA – Standard, einfach zu drucken
- ✅ PETG – stabiler, temperaturbeständiger
- ✅ TPU – flexibel
Nur auf dem H2S (geschlossener Drucker)
- ✅ ABS / ASA – stabil, hitzebeständig (Dämpfe → Einhausung nötig!)
- ✅ PC (Polycarbonat) – hochfest
- ✅ PPA – technisches Filament
Nur nach Rücksprache mit Betreuung
- ⚠️ CF-/GF-verstärkte Filamente (Carbon-/Glasfaser) – erhöhen Düsenverschleiß, nur mit Hardened-Steel-Düse
- ⚠️ Holz-/Stein-Sonderfilamente – erhöhen Düsenverschleiß
Verboten auf offenen Druckern
- ❌ ABS / ASA – gesundheitsschädliche Dämpfe ohne Einhausung
Kurzanleitung
Vor dem Druck
- STL-Datei im Slicer vorbereiten (Orca Slicer oder Bambu Studio)
- Richtigen Drucker auswählen
- Richtige Düse auswählen
- Richtiges Filament auswählen (muss zum eingespannten Filament passen!)
- Supports prüfen, Infill und Qualität einstellen
- Druckdatei auf SD-Karte speichern oder per WLAN senden
- Drucker einschalten
- Sicherstellen: Korrektes Filament eingespannt?
- Druckbett reinigen mit dem bereitstehenden Reinigungsmittel
- Druckdatei auswählen und starten
- Erste Schichten beobachten! Bei „Spaghetti" oder seltsamen Geräuschen → Druck abbrechen
- Bei H2S: Einhausung geschlossen halten (besonders bei ABS/ASA)
Nach dem Druck
- Drucker ausschalten
- Druckbett etwas abkühlen lassen
- Druckbett (magnetisch) abnehmen und durch sanftes Biegen den Druck lösen
- Druckbett und Düse von Rückständen befreien
- Rückstände im Mülleimer entsorgen
- Kosten aus Filamentgewicht berechnen und eintragen
Checkliste vor dem Druck
- ✅ Filamenteinstellung passt zum tatsächlich eingespannten Filament?
- ✅ Druckereinstellung passt zum genutzten Drucker?
- ✅ Überhänge mit Supports gestützt?
- ✅ Druckbett gereinigt?
- ✅ Erste Schichten beobachtet?
- ✅ H2S: Einhausung geschlossen?
Pflichten der Nutzenden
- ✅ Vor dem Druck Druckbett reinigen
- ✅ Erste Schichten beobachten
- ✅ Nach dem Druck aufräumen (Bett, Düse, Reste entsorgen)
- ✅ Drucker nach Nutzung ausschalten
- ✅ Filament-/Materialprobleme an Betreuung melden
- ✅ Defekte melden – nicht selbst reparieren (Gerät kennzeichnen, Betreuung informieren)
- ❌ Niemals ABS/ASA auf offenen Druckern verwenden
- ❌ Niemals Düsen oder Druckbett bei Hitze berühren
- ❌ Niemals in den Drucker greifen während er druckt
Erfahrungssamlung // FAQs // Tipps
Dokumentenhistorie
| Version | Datum | Änderung | Autor:in |
|---|---|---|---|
| 1.0 | April 2026 | Erstfassung | Claude/Felix |
| 1.1 | April 2026 | Korrektur | Felix |
DRAFT: 3D Drucker Einweisungsleitfaden
Einweisungsleitfaden: 3D-Drucker
Leitfaden für Einweisende – BambuLab 3D-Drucker
Prototypenwerkstatt ZAM | Version 1.1 | Stand: April 2026
Terminologie und Prozesse gemäß ZAM Werkstattordnung.
Voraussetzungen
- Einweisungsunterlage ausgedruckt
- Demo-STL-Datei vorbereitet (z. B. kleiner Schlüsselanhänger, Kalibrierungswürfel)
- Slicer auf dem Werkstatt-Rechner installiert und konfiguriert (Orca Slicer und/oder Bambu Studio)
- PLA-Filament eingespannt
- Druckbett gereinigt, Reinigungsmittel + Schwamm bereit
- SD-Karte bereit
- Empfohlen: max. 4 Personen pro Einweisung
Zeitbedarf: ca. 30–45 Minuten
(Der Demo-Druck kann nach der Einweisung weiterlaufen – Teilnehmende müssen nicht warten. Alternativ: kurzer Druck schon vor Beginn gestartet)
Ablauf
Teil 1: Theorie (~10 Min.)
1.1 Begrüßung und Überblick (2 Min.)
„Heute zeige ich euch, wie ihr unsere 3D-Drucker sicher benutzt. Wir haben offene Drucker und den geschlossenen H2S. Die Grundbedienung ist bei allen ähnlich, aber es gibt wichtige Unterschiede bei den erlaubten Materialien."
Einweisungsunterlage austeilen.
1.2 Gefahren (3 Min.)
🔥 Heiße Teile
- Düse wird bis zu 350 °C heiß, Druckbett bis 120 °C
- Auch nach dem Druck braucht das Bett einige Minuten zum Abkühlen
- Düsenreste nach dem Aufheizen abwischen: Vorsicht, heiß!
„Wenn an der Düse Filamentreste kleben, bitte erst aufheizen und dann vorsichtig abwischen – nicht mit den Fingern, sondern mit einem Tuch oder einer Pinzette."
🫁 Dämpfe
- ABS/ASA erzeugen schädliche Dämpfe → nur auf dem H2S (geschlossene Einhausung)
- Auf den offenen Druckern ist ABS/ASA verboten
⚙️ Mechanische Gefahr
- Druckkopf bewegt sich mit bis zu 500+ mm/s → Finger weg während des Drucks
1.3 Drucker und Filamente (5 Min.)
Übersichtstabelle auf der Einweisungsunterlage durchgehen. Besonders betonen:
Offene Drucker:
- PLA, PETG, TPU → erlaubt
- ABS/ASA → verboten (keine Einhausung!)
- CF/GF-Filamente → nur nach Rücksprache (Düsenverschleiß)
Geschlossener Drucker (H2S):
- Alle oben genannten Filamente + ABS, ASA, PC, PPA
- Einhausung muss bei ABS/ASA geschlossen bleiben
- Bauraum deutlich größer (340 × 320 × 340 mm)
- Hardened-Steel-Düse erlaubt robustere Materialien
Formulierungshilfe: „Warum kein ABS auf den offenen Druckern?"
„ABS gibt beim Drucken Styrol-Dämpfe ab. Die riechen nicht nur unangenehm, sondern sind auch gesundheitsschädlich. Im geschlossenen H2S werden diese Dämpfe eingeschlossen, aber auf den offenen Druckern verteilen sie sich im Raum."
Prüffrage:
„Jemand möchte ein Gehäuse aus ABS drucken. Auf welchem Drucker?" → Nur auf dem H2S.
Teil 2: Slicer-Grundlagen (~8 Min.)
Am Werkstatt-Rechner zeigen. Als Slicer stehen Orca Slicer und Bambu Studio zur Verfügung – beide funktionieren mit allen Druckern:
2.1 Slicer öffnen (3 Min.)
- Drucker auswählen (zeigen, wo in der Oberfläche)
- STL-Datei importieren (Menü oder Drag & Drop)
- Filament auswählen – betonen: muss zum eingespannten Filament passen!
„Wenn ihr PLA einstellt, aber PETG eingespannt ist, kann der Druck fehlschlagen oder die Düse verstopfen."
2.2 Wichtige Einstellungen (3 Min.)
- Schichthöhe (Qualität): Empfehlung 1/4 bis 3/4 des Düsendurchmessers (meist 0,4 mm → 0,1 bis 0,3 mm Schichthöhe)
- Infill: Wie gefüllt soll das Innere sein? 15 % für Deko, 30–50 % für funktionale Teile
- Supports: Wann nötig? Überhänge >45°, Brücken in der Luft
- Kurz die Grafik aus der Einweisungsunterlage erklären
2.3 Speichern und Transfer (2 Min.)
- Druckdatei auf SD-Karte speichern (oder per WLAN an den Drucker senden, falls verfügbar)
- Teilnehmende sollen den Workflow einmal selbst durchführen
Teil 3: Praxis am Drucker (~12 Min.)
3.1 Vor dem Druck (4 Min.)
Gemeinsam am Drucker durchführen:
- Drucker einschalten (Schalter hinten rechts)
- Prüfen: Ist das richtige Filament eingespannt? → Am Drucker und im Slicer vergleichen
- Prüfen: steht etwas im Bewegungsraum des Druckers, das der Bauplattform, den Kabeln, o.ä. im Weg steht?
- Druckbett reinigen – vormachen: Reinigungsmittel auf Schwamm, Bett abwischen
- SD-Karte einführen, Datei auswählen
„Die Druckbett-Reinigung ist Pflicht vor jedem Druck. Wenn das Bett fettig oder staubig ist, haftet die erste Schicht nicht – und der Druck misslingt. Auf den BambooLab-Druckern haben wir mehr erfolg mit dem Filamenten von BambooLab"
3.2 Druck starten und beobachten (5 Min.)
- Druck starten
- Warten, bis Drucker aufgeheizt hat und Homing durchführt
- Erste Schichten gemeinsam beobachten:
- Haftet die erste Schicht sauber? → Gut
- Bilden sich „Spaghetti"? → Sofort abbrechen
- Ungesunde Geräusche (Klacken, Kratzen)? → Sofort ausschalten (Ausschalter!)
„Die ersten zwei, drei Schichten sind entscheidend. Danach könnt ihr den Druck auch mal kurz alleine lassen – aber schaut regelmäßig nach."
Bei H2S zusätzlich zeigen:
- Einhausung schließen
- Display-Bedienung
- Kamera-Überwachung (erkennt Spaghetti und Blob-Fehler)
3.3 Nach dem Druck (3 Min.)
Vorführen (ggf. an einem zuvor gedruckten Teil):
- Drucker ausschalten
- Druckbett etwas abkühlen lassen (1–2 Min.)
- Magnetisches Druckbett abnehmen
- Durch sanftes Biegen der Platte den Druck lösen
- Druckbett und Düse von Rückständen befreien
- Reste im Mülleimer entsorgen
Teil 4: Prüffragen und Abschluss (~5 Min.)
Prüffragen (mindestens 3 stellen)
- „Darf ABS auf einem offenen Drucker gedruckt werden?" → Nein, nur auf dem H2S
- „Was tut ihr, wenn der Druck ‚Spaghetti' produziert?" → Sofort abbrechen
- „Was müsst ihr VOR jedem Druck machen?" → Druckbett reinigen, Filament prüfen
- „Was macht ihr nach dem Druck?" → Ausschalten, Bett abnehmen, Druck lösen, saubermachen
- „Jemand möchte Carbon-Filament drucken. Was sagt ihr?" → Nur nach Rücksprache (Düsenverschleiß, Hardened-Steel-Düse nötig)
- „Warum soll man die ersten Schichten beobachten?" → Haftet die erste Schicht nicht, misslingt der ganze Druck
Abschluss
- Fragen beantworten
- Auf Slicer-Software hinweisen (Orca Slicer und Bambu Studio, beide kostenlos, auch zu Hause nutzbar)
- Auf Modell-Plattformen hinweisen (Printables, MakerWorld, Thingiverse)
- Einweisungsunterlage mitgeben
Häufige Fragen
„Kann ich auch eigenes Filament mitbringen?"
→ Ja, solange es auf der erlaubten Liste steht und zum Drucker passt. Bitte Filament-Typ und Drucker-Einstellung im Slicer abstimmen.
„Wie lange dauert ein Druck?"
→ Hängt stark von Größe, Infill und Qualität ab. Der Slicer zeigt eine Schätzung. Kleine Teile: 15–60 Min., große Teile: mehrere Stunden.
„Kann ich den Druck über Nacht laufen lassen?"
→ Das wird im ZAM aktuell nicht unterstützt, da der Druck beaufsichtigt werden muss. Bei längeren Drucken mit der Betreuung abstimmen.
„Wie wechsle ich die Düse?"
→ Düsenwechsel nur nach gesonderter Einweisung. Bitte Betreuung ansprechen.
Checkliste für Einweisende
- Alle Gefahren besprochen (Hitze, Dämpfe, mechanisch)
- Drucker-Unterschiede erklärt (offen vs. geschlossen, Filamente)
- Slicer-Workflow gezeigt und von Teilnehmenden durchgeführt
- Druckbett-Reinigung vorgeführt
- Demo-Druck gestartet, erste Schichten gemeinsam beobachtet
- Nachbereitung (Bett abnehmen, Druck lösen, aufräumen) gezeigt
- H2S-Besonderheiten erklärt (falls relevant)
- Mindestens 3 Prüffragen gestellt und korrekt beantwortet
- Einweisungsunterlage ausgehändigt
| Version | Datum | Änderung | Autor:in |
|---|---|---|---|
| 1.0 | April 2026 | Erstfassung | Claude/Felix |
| 1.1 | April 2026 | Korrektur | Felix |
DRAFT: Messgeräte Einweisung
Einweisungsunterlage: Elektronik-Messgeräte & Netzteile
Prototypenwerkstatt ZAM | Version 1.1 | Stand: April 2026
⚠️ Gefahren
⚡ Stromschlag
Labornetzteile liefern bis zu 30 V und 5 A. Bei unsachgemäßer Handhabung besteht Verletzungsgefahr.
→ Ausgänge nie kurzschließen! Strombegrenzung immer vor dem Einschalten einstellen!
🔥 Überhitzung / Beschädigung
Messgeräte können durch falsche Eingänge oder zu hohe Ströme beschädigt werden.
→ Messbereich und Eingang vor jeder Messung kontrollieren!
Unsere Geräte im Überblick
Labornetzteile
| Gerät | Spannung | Strom | Hinweis |
|---|---|---|---|
| KORAD KA3005D | 0–30 V | 0–5 A | Ausgang schaltbar, Überstromschutz |
| Manson NSP-3630 | 1–36 V | 0–3 A | ⚠️ Ausgangsschalter defekt – Ausgang ist IMMER unter Spannung! |
| EA-3003S | 0–30 V | 0–2,5 A | Analoges Netzteil, Poti-Einstellung |
| Hera 368.102.400 | +5V / ±15V | fest | Fest in Tische integriert. ⚠️ 5V und ±15V galvanisch getrennt! |
Multimeter
- Uni-T UT70D – Handmultimeter, 80.000 Counts (⚠️ „Muss kalibriert werden" – mit Vorsicht)
- ETEPON WH5000A – Handmultimeter, 6.000 Counts
- Fluke 8840A – Tischmultimeter, 5½ Stellen (DC-Strom nur bis 2A!)
- GWInstek GDM-8246 – Tischmultimeter, fest verbaut
Oszilloskope, Funktionsgeneratoren
Für fortgeschrittene Nutzung – bei Bedarf Betreuungsperson ansprechen.
Grundregeln
- Strombegrenzung am Netzteil IMMER einstellen, bevor der Ausgang eingeschaltet wird
- Multimeter: Vor jeder Messung prüfen, ob der richtige Eingang (Spannung / Strom) und der passende Messbereich gewählt sind
- Strommessung: Multimeter wird in Reihe geschaltet, nie parallel!
- ⚠️ Manson NSP-3630: Ausgang ist immer aktiv – vor dem Anschließen Spannung auf Minimum drehen
- Hera-Festspannungsnetzteile: 5V-Ausgang und ±15V-Ausgänge haben getrennte Masse – bei gemeinsamer Nutzung GND verbinden
- Geräte nach der Nutzung ausschalten und Messleitungen ordentlich aufräumen
Erfahrungssamlung // FAQs
Dokumentenhistorie
| Version | Datum | Änderung | Autor:in |
|---|---|---|---|
| 1.0 | April 2026 | Erstfassung | Claude/Felix |
| 1.1 | April 2026 | Korrektur | Felix |
DRAFT: Messgeräte Einweisungsleitfaden
Einweisungsleitfaden: Elektronik-Messgeräte & Netzteile
Leitfaden für Einweisende
Prototypenwerkstatt ZAM | Version 1.0 | Stand: April 2026
Voraussetzungen
- Einweisungsunterlage ausgedruckt
- Ein Labornetzteil (KORAD KA3005D empfohlen) bereit
- Ein Handmultimeter bereit + Messleitungen
- Testlast (z. B. Widerstand 100Ω, LED + Vorwiderstand)
- Empfohlen: max. 4 Personen
Zeitbedarf: ca. 20 Minuten
Ablauf
Teil 1: Theorie (~5 Min.)
Einweisungsunterlage (6A) austeilen.
Gefahren kurz besprechen
- Kurzschluss → Geräteschaden, Leitungsüberhitzung
- Falsche Multimeter-Eingänge → Sicherung durchgebrannt, im schlimmsten Fall Geräteschaden
- Manson NSP-3630: Ausgang ist immer aktiv – darauf hinweisen
Geräteübersicht
Kurz die vorhandenen Geräte zeigen und benennen. Nicht jedes Detail erklären – Fokus auf die, die Nutzer:innen am häufigsten brauchen (KORAD-Netzteil + Handmultimeter).
Teil 2: Praxis (~12 Min.)
2.1 Labornetzteil bedienen (5 Min.)
Am KORAD KA3005D vorführen und durchführen lassen:
- Gerät einschalten (Ausgang ist noch AUS)
- Strombegrenzung einstellen (z. B. 100 mA) – erklären warum das wichtig ist
„Die Strombegrenzung ist euer Sicherheitsnetz. Stellt sie immer ein, BEVOR ihr den Ausgang einschaltet. So schützt ihr eure Schaltung und das Netzteil."
- Spannung einstellen (z. B. 5 V)
- Testlast anschließen
- Ausgang einschalten → Spannung und Strom ablesen
- Ausgang ausschalten → Last trennen
Auf Manson-Defekt hinweisen:
„Das Manson-Netzteil hat einen kaputten Ausgangsschalter. Dort liegt IMMER Spannung an den Klemmen an. Deshalb: Erst Spannung auf Minimum drehen, dann Kabel anschließen, dann hochregeln."
2.2 Multimeter bedienen (5 Min.)
Am Handmultimeter vorführen und durchführen lassen:
Spannungsmessung (parallel):
- Multimeter auf DC-Spannung (V⎓) stellen
- Messleitungen in die richtigen Buchsen (COM + V/Ω)
- Parallel zur Testlast messen → Wert ablesen
Strommessung (in Reihe):
- Multimeter auf DC-Strom (A) stellen
- Messleitung in die Strom-Buchse umstecken (mA oder 10A)
- Schaltung unterbrechen, Multimeter in Reihe einfügen
- Strom ablesen
„Der häufigste Fehler: Multimeter auf Strommessung stellen und dann parallel anschließen. Das ist wie ein Kurzschluss – die Sicherung fliegt sofort."
Widerstandsmessung / Durchgangsprüfer:
- Kurz zeigen (Bauteil muss stromlos sein!)
2.3 Aufräumen (2 Min.)
- Netzteile ausschalten
- Messleitungen ordentlich zusammenlegen
- Geräte an ihren Platz zurückstellen
Teil 3: Prüffragen und Abschluss (~3 Min.)
Prüffragen (mindestens 2):
- „Was stellt ihr am Netzteil als Erstes ein, bevor ihr den Ausgang einschaltet?" → Strombegrenzung
- „Wird ein Multimeter bei Strommessung parallel oder in Reihe geschaltet?" → In Reihe
- „Was ist das Problem am Manson-Netzteil?" → Ausgang ist immer unter Spannung
Unterlage mitgeben.
Checkliste für Einweisende
- Gefahren besprochen (Kurzschluss, falsche Eingänge, Manson-Defekt)
- Netzteil-Bedienung vorgeführt und durchgeführt (Strombegrenzung!)
- Spannungsmessung geübt (parallel)
- Strommessung erklärt und geübt (in Reihe)
- Auf Manson- und Hera-Besonderheiten hingewiesen
- Prüffragen gestellt
| Version | Datum | Änderung | Autor:in |
|---|---|---|---|
| 1.0 | April 2026 | Erstfassung | Claude/Felix |
| 1.1 | April 2026 | Korrektur | Felix |
DRAFT: Chemiebereich Einweisung
Einweisungsunterlage: Chemiebereich / Tischabzug
Tischabzug FAZ1 (Waldner)
Prototypenwerkstatt ZAM | Version 1.1 | Stand: April 2026
⚠️ Gefahren
☠️ Chemische Gefahren
Im Chemiebereich wird mit Substanzen gearbeitet, die gesundheitsschädlich, reizend, ätzend oder entzündlich sein können.
→ Persönliche Schutzausrüstung (PSA) ist Pflicht!
🫁 Dämpfe und Gase
Chemische Reaktionen und Substanzen können gefährliche Dämpfe freisetzen.
→ Tischabzug muss bei ALLEN Arbeiten mit Chemikalien eingeschaltet sein!
🔥 Brand- und Explosionsgefahr
Einige Chemikalien sind entzündlich oder können mit anderen Stoffen reagieren.
→ Keine offenen Flammen in der Nähe entzündlicher Substanzen!
→ Keine unbekannten Chemikalien mischen!
Schutzausrüstung (PSA)
Folgende PSA muss bei Arbeiten im Chemiebereich getragen werden:
- ✅ Schutzbrille – immer
- ✅ Chemikalienbeständige Handschuhe – immer bei Kontakt mit Chemikalien
- ✅ Ggf. Laborkittel – bei Spritzgefahr
Unterschiedliche Chemikalien können unterschiedliche Schutzausrüstung notwendig machen! Bei Arbeiten mit Chemikalien muss das SDB und die jeweils notwendige PSA benutzt werden.
Tischabzug FAZ1 – Bedienung
Der Tischabzug schützt vor Dämpfen, indem er die Luft über dem Arbeitsbereich absaugt und filtert.
Einschalten
- Abzug einschalten (Schalter am Gerät)
- Sicherstellen, dass die Absaugung läuft (Luftstrom spürbar)
- Erst dann mit der Arbeit beginnen
Während der Arbeit
- Arbeiten möglichst innerhalb des Abzugsbereichs durchführen
- Behälter mit Chemikalien nicht offen außerhalb des Abzugs stehen lassen
- Bei starker Dampf- oder Geruchsentwicklung: Arbeit unterbrechen, Belüftung prüfen
Ausschalten
- Abzug erst ausschalten, wenn keine Dämpfe mehr entstehen
- Arbeitsfläche reinigen
- Chemikalien verschlossen und korrekt gelagert zurückstellen
Grundregeln
- Tischabzug bei jeder Arbeit mit Chemikalien einschalten
- Schutzausrüstung tragen (Brille + Handschuhe mindestens)
- Keine unbekannten Chemikalien verwenden oder mischen
- Sicherheitsdatenblätter (SDB) der verwendeten Stoffe kennen und vor Ort haben, Notfallmaßnahmen verinnerlichen
- Chemikalien-Reste fachgerecht entsorgen – nicht ins Abwasser!
- Arbeitsbereich sauber hinterlassen
- Bei Unfall / Kontamination: Betroffene Stelle sofort mit Wasser spülen, Betreuung informieren
Notfall
⚠️IMMER IN ÜBEREINSTIMMUNG MIT DEN STOFFSPEZIFISCHEN MAßNAHMEN HANDELN
Hautkontakt mit Chemikalie
→ Betroffene Stelle sofort mindestens 15 Minuten mit fließendem Wasser spülen
→ Kontaminierte Kleidung entfernen
→ Bei Reizung/Verätzung: Notruf 112
Augenkontakt
→ Auge sofort mindestens 15 Minuten mit Wasser spülen (Augendusche falls vorhanden)
→ Notruf 112
Verschütten / Auslaufen
→ Bereich absperren
→ Betreuung informieren
→ Nur aufnehmen, wenn Stoff bekannt und ungefährlich
→ Bei unbekanntem Stoff: Raum lüften, Feuerwehr informieren
Erfahrungssamlung // FAQs
Dokumentenhistorie
| Version | Datum | Änderung | Autor:in |
|---|---|---|---|
| 1.0 | April 2026 | Erstfassung | Claude/Felix |
| 1.1 | April 2026 | Korrektur | Felix |
DRAFT: Chemiebereich Einweisungsleitfaden
Einweisungsleitfaden: Chemiebereich / Tischabzug
Leitfaden für Einweisende
Prototypenwerkstatt ZAM | Version 1.1 | Stand: April 2026
Hinweis: Dieser Leitfaden basiert auf allgemeinen Best Practices für Laboreinweisungen. Um spezifische Inhalte ergänzen (erlaubte Substanzen, Entsorgungswege, spezifische Abzug-Einstellungen).
Voraussetzungen
- Einweisungsunterlage ausgedruckt
- Tischabzug FAZ1 funktionsfähig
- Schutzausrüstung vorhanden (Schutzbrillen, Handschuhe)
- Standort von Augendusche / Erste-Hilfe-Material bekannt
- Entsorgungsbehälter für Chemikalienreste vorhanden
- Empfohlen: max. 3 Personen
Zeitbedarf: ca. 15–20 Minuten
Ablauf
Teil 1: Theorie und Sicherheit (~8 Min.)
Einweisungsunterlage austeilen.
1.1 Gefahren (3 Min.)
- Chemische Gefahren: reizend, ätzend, entzündlich, gesundheitsschädlich
- Dämpfe → Tischabzug immer an
- Hautkontakt → Handschuhe immer tragen
- Augenkontakt → Schutzbrille immer tragen
„Im Chemiebereich gilt: Schutzbrille und Handschuhe sind IMMER Pflicht, auch wenn ihr ‚nur kurz' etwas mischt."
1.2 Schutzausrüstung anlegen (2 Min.)
- Gemeinsam Schutzbrillen und Handschuhe anziehen
- Auf korrekten Sitz hinweisen
- Zeigen, wo Nachschub liegt
1.3 Notfallverhalten (3 Min.)
Durchsprechen und zeigen:
Hautkontakt:
„Sofort mit viel Wasser spülen, mindestens 15 Minuten. Kontaminierte Kleidung ausziehen."
Augenkontakt:
„Auge sofort spülen – wenn vorhanden mit der Augendusche, sonst unter fließendem Wasser. Mindestens 15 Minuten. Sofort 112 anrufen."
Verschütten:
„Bereich absperren, Betreuung informieren. Nur selbst aufnehmen, wenn ihr wisst, was es ist und es ungefährlich ist."
Standort von Augendusche, Erste-Hilfe-Kasten und Notausgang zeigen.
Teil 2: Praxis am Tischabzug (~7 Min.)
2.1 Abzug bedienen (3 Min.)
- Einschalten → gemeinsam machen
- Luftstrom prüfen (Hand oder Tuch vor die Öffnung)
- Zeigen, wo innerhalb des Abzugs gearbeitet wird
- Ausschalten
2.2 Grundregeln durchgehen (4 Min.)
Am realen Arbeitsplatz durchgehen:
- Immer unter dem Abzug arbeiten – nicht Chemikalien offen daneben stehen lassen
- Sicherheitsdatenblätter – wo findet man sie? (Nextcloud / am Arbeitsplatz)
- Entsorgung – wo kommen Chemikalienreste hin? (Entsorgungsbehälter zeigen)
- Arbeitsplatz sauber hinterlassen – Flächen abwischen, Handschuhe entsorgen, Hände waschen
Teil 3: Prüffragen und Abschluss (~3 Min.)
Prüffragen (mindestens 2):
- „Was muss eingeschaltet sein, bevor ihr mit Chemikalien arbeitet?" → Tischabzug
- „Was tut ihr bei Augenkontakt mit einer Chemikalie?" → Sofort mind. 15 Min. spülen, 112 anrufen
- „Dürft ihr Chemikalienreste ins Waschbecken kippen?" → Nein, fachgerecht entsorgen
- „Welche PSA ist immer Pflicht?" → Schutzbrille + Handschuhe
Unterlage mitgeben.
Checkliste für Einweisende
- Gefahren besprochen (Chemie, Dämpfe, Hautkontakt, Brand)
- Schutzausrüstung gezeigt und angelegt
- Notfallverhalten durchgesprochen (Haut, Augen, Verschütten)
- Standort Augendusche / Erste-Hilfe-Kasten / Notausgang gezeigt
- Tischabzug gemeinsam ein-/ausgeschaltet
- Entsorgungswege erklärt
- Prüffragen gestellt
Ergänzungsbedarf (durch Werkstattleitung zu klären)
- Liste der im ZAM erlaubten/vorhandenen Chemikalien
- Spezifische Entsorgungswege je Substanz
- Abzug-Einstellungen (Drosselklappe, Volumenstrom)
- Ggf. Betriebsanweisung nach GefStoffV für spezifische Stoffe
| Version | Datum | Änderung | Autor:in |
|---|---|---|---|
| 1.0 | April 2026 | Erstfassung | Claude/Felix |
| 1.1 | April 2026 | Korrektur | Felix |
Wartungsprotokoll Lasercutter
Detaillierte Anweisungen in Handbuch der Laser
Bei Inbetriebnahme dieses Blatt prüfen: Ist in der Spalte „Nächster Termin" ein Datum erreicht oder überschritten, wird die Wartung während der laufenden Öffnungszeit erledigt. Der Lasercutter ist dafür ggf. kurz nicht nutzbar – das hat Vorrang. Nach Durchführung: Datum & Namenskürzel eintragen und neuen Termin notieren.
⚠️ Wartung nur durch eingewiesene Betreuung. Finger weg, wer sich damit unsicher fühlt! Vor Reinigungs-/Wartungsarbeiten Gerät ausschalten und vom Netz trennen. Optiken niemals mit den Fingern berühren, Linse nur tupfen, nicht reiben.
Trotec Speedy 100
Erstinbetriebnahme: _____________ Blatt-Stand: _____________
Wöchentlich
| Aufgabe | Was tun / Verweis | Zuletzt erledigt | Kürzel | Nächster Termin |
|---|---|---|---|---|
| Laserröhrenabdeckung & Gehäuse | Mit trockenem/leicht feuchtem Baumwolltuch reinigen. | |||
| Gesamter Gravurbereich – Grundreinigung | Lose Späne/Ablagerungen gründlich entfernen. | |||
| Absaugschläuche | Prüfen und bei Bedarf reinigen. |
Monatlich
| Aufgabe | Was tun / Verweis | Zuletzt erledigt | Kürzel | Nächster Termin |
|---|---|---|---|---|
| Spiegel #2 | Prüfen, bei Bedarf reinigen. Danach Sicherheitsschalter Seitendeckel prüfen. **S.75 in Betriebsanweisung** | |||
| Kompaktfiltereinheit (Absaugung) | Prüfen und bei Bedarf reinigen. |
Jährlich
| Aufgabe | Was tun / Verweis | Zuletzt erledigt | Kürzel | Nächster Termin |
|---|---|---|---|---|
| Spindeln | Reinigen und fetten. | |||
| Sicherheitsschalter und Sicherheitskreis | Prüfen. **S.71 in Betriebsanweisung** |
Bei Bedarf
| Aufgabe | Was tun / Verweis | Zuletzt erledigt | Kürzel | Nächster Termin |
|---|---|---|---|---|
| Filter tauschen (Taschenfilter, Aktivkohle, Matten) | Wenn Filteranzeige 100 % oder Filter beschädigt |
🔧 Alle 10 Jahre – autorisierter Techniker: Sicherheitsrelevante Bauteile (Not-Halt, Interlock-/Deckelschalter usw.) müssen spätestens 10 Jahre nach Erstinbetriebnahme durch einen autorisierten Trotec-Techniker geprüft und ggf. erneuert werden. Ohne diese Prüfung erlischt die Betriebserlaubnis.Erstinbetriebnahme: ____________ → fällig bis: ____________
Trotec Speedy 400
Erstinbetriebnahme: _____________ Blatt-Stand: _____________
Wöchentlich
| Aufgabe | Was tun / Verweis | Zuletzt erledigt | Kürzel | Nächster Termin |
|---|---|---|---|---|
| Gesamter Gravurbereich – Grundreinigung | Lose Späne/Ablagerungen gründlich entfernen. | |||
| Energiekette X-Achse | Prüfen und bei Bedarf reinigen. | |||
| Laserröhrenabdeckung, Sicherheitsdeckel & Gehäuse | Mit trockenem/leicht feuchtem Baumwolltuch reinigen. |
Monatlich
| Aufgabe | Was tun / Verweis | Zuletzt erledigt | Kürzel | Nächster Termin |
|---|---|---|---|---|
| Untere Kammer reinigen | Not-Halt drücken, Frontblende öffnen. Durchgefallene Bruchstücke entfernen (Riemenbereich). |
Halbjährlich
| Aufgabe | Was tun / Verweis | Zuletzt erledigt | Kürzel | Nächster Termin |
|---|---|---|---|---|
| Spiegel #2 und #3 | Prüfen, bei Bedarf reinigen. **Betriebsanweisung S.78** | |||
| Lüftungsschlitze (Maschinenrückseite) | Prüfen und bei Bedarf reinigen. |
Jährlich
| Aufgabe | Was tun / Verweis | Zuletzt erledigt | Kürzel | Nächster Termin |
|---|---|---|---|---|
| Spindeln | Reinigen und fetten. |
Bei Bedarf
| Aufgabe | Was tun / Verweis | Zuletzt erledigt | Kürzel | Nächster Termin |
|---|---|---|---|---|
| Filter tauschen (Taschenfilter, Aktivkohle, Matten) | Wenn Filteranzeige 100 % oder Filter beschädigt (Loch). Nur Original-Trotecfilter. | |||
| Filtermatte der Laserquelle wechseln | Abdeckung der Netzteile auf der Maschinenrückseite öffnen, Matte tauschen. | |||
| Energiekette | Reinigen |
🔧 Alle 10 Jahre – autorisierter Techniker: Sicherheitsrelevante Bauteile (Not-Halt, Interlock-/Deckelschalter usw.) müssen spätestens 10 Jahre nach Erstinbetriebnahme durch einen autorisierten Trotec-Techniker geprüft und ggf. erneuert werden. Ohne diese Prüfung erlischt die Betriebserlaubnis.
Erstinbetriebnahme: ____________ → fällig bis: ____________
Abrechnung der Werkstattnutzung mit SumUp
Wir nutzen in allen Fällen die Abrechnung über das Sum-Up-Terminal, auch bei Barzahlung.
Das Terminal kann mit dem Knopf auf der rechten Seite aufgeweckt werden. Öffnet sich der Startbildschirm , muss die SumUp-App geöffnet werden:
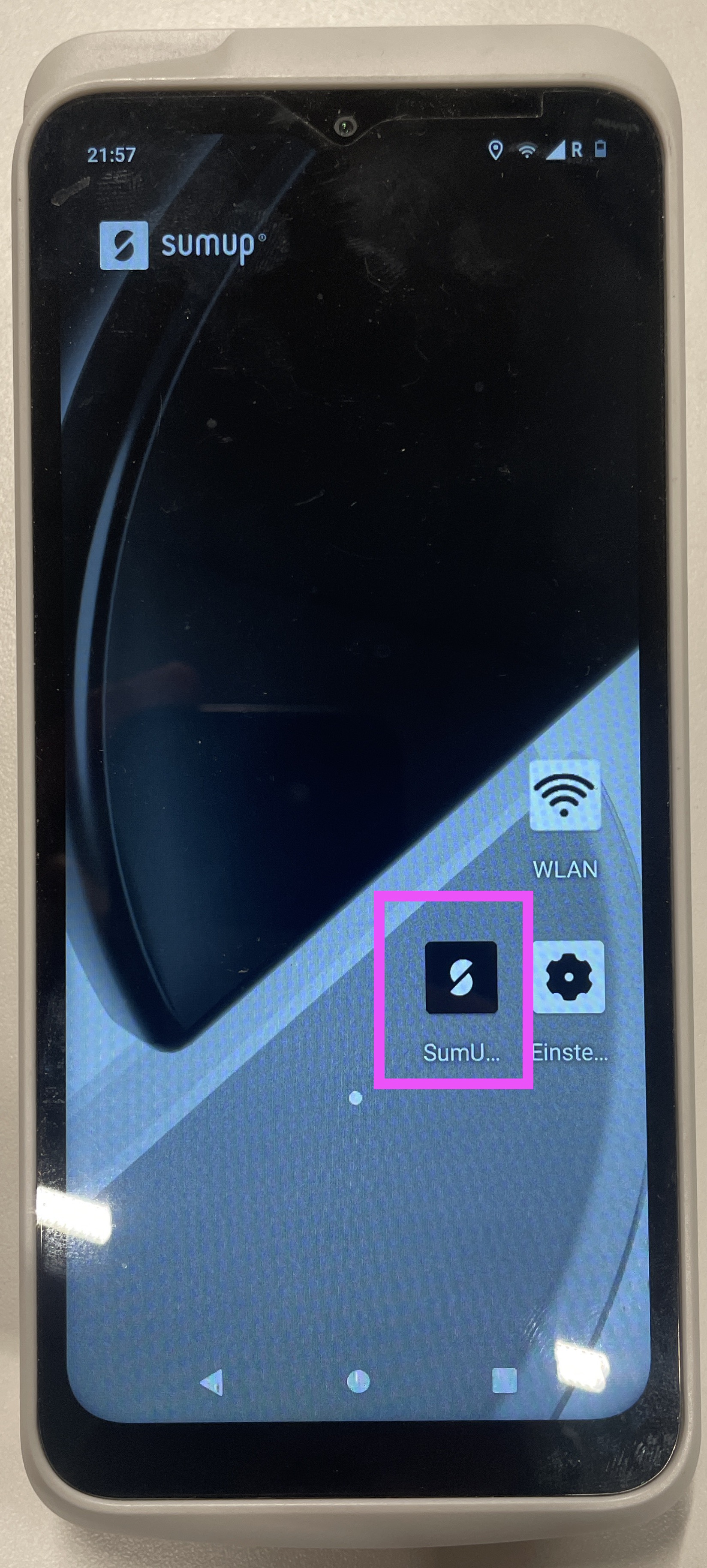
Dort können einzelne Posten ausgewählt werden, die über den Button "Hinzufügen" in den Warenkorb der GästInnen gelegt werden. Zum Bezahlen muss unten der Button "Bezahlen" gedrückt werden.
1: Für die Posten der Prototypenwerkstatt benutzen wir die drei Kategorien "Prototypen Zettelpreise", "Spende" und "Werkstattnutzung" unter dem Reiter"Alle".
2: Für Posten, die aktuell noch nicht im Terminal abgebildet werden können, wie beispielsweise große HDF-Platten, können die posten "Materialverbrauch" und "Gerätenutzung" genutzt werden. Hier muss man die Menge anpassen, bis unten in der Auswahl der gewünschte Geldbetrag steht.