Prototyping Werkstatt
- 3D-Drucker
- Lasercutter
- Lasercutter Einweisung - Zing
- Technische Details
- Demokärtchen
- Log
- Wartung
- Best Practice
- Lasercutter Einweisung - Trotec Speedy
- Trotec Speedy 400
- Elektronikbereich
- Sofa und entertainment Ecke
3D-Drucker
Mit 3D-Druckern kann man tolle Sachen machen, aber manchmal brauchen sie auch etwas Liebe, Wartung, oder einfach nur korrekte Bedienung.
Auf diesen Seiten wirst du bald eine Einweisung in die Benutzung, Informationen zur Abrechnung und eventuellen Reparaturen finden.
(Windfisch)
3D-Druck-Einweisung
Baustelle
Diese Einweisung ist noch nicht fertig und deshalb eine Baustelle.
Meta-Kram
Vorschlag: Jede Einweisung hat einen ähnlich gestrickten Meta-Block, um auf den ersten Blick klar zu machen:
- Wer ist verantwortlich / berechtigt, einzuweisen? (Vorschlag: "jeder kann sich selbst durch lesen einweisen", "jeder Eingewiesene darf einweisen", "nur Geräteverantwortliche dürfen einweisen")
- Welche Gefahren drohen, die den obigen Punkt begründen? (Die wahrscheinlichsten Gefahren. Dass die Gefahr droht, das Gerät durch runterschmeißen zu beschädigen, ist klar und braucht keine extra Erwähnung).
Wer darf benutzen, was kann passieren?
Nur eingewiesene Benutzer dürfen die Drucker selbstständig verwenden, um Verletzungen und Schäden zu vermeiden.
Die Düse des Extruders und das Druckbett werden sehr heiß, es besteht Verbrennungsgefahr.
Unsachgemäßer G-Code kann dafür sorgen, dass die Motoren des Druckers ungebremst gegen Hindernisse fahren und sie so beschädigen. Bitte achtet immer darauf, nur gcode, der auch für den entsprechenden Drucker erzeugt wurde, zu verwenden!
Keinen Schaber, Messer oder Ähnliches verwenden, um Objekte vom Druckbett zu entfernen, da das selbiges zerkratzen kann.
Wer darf einweisen und wie?
Das ist nur ein Vorschlag und deshalb durchgestrichen:
Jeder, der selbst eine Einweisung erhalten hat, darf andere einweisen. Dazu einmal durch die Einweisung gehen und den Anwärter unter Aufsicht einen Testdruck drucken lassen. Dann $Bürokratie (TODO) ausfüllen und fertig.
Kosten und Abrechnung
"Normales" Filament kostet circa 20 Euro pro Kilo. Es gibt noch kein Abrechnungssystem, bitte daher eigenverantwortlich für Fairness sorgen. (TODO)
Einweisung
Auch wenn das 3D-Drucken unter den Begriff “Rapid Prototyping” fällt, kann ein Druck je nach Größe und Präzision gut mehrere Stunden dauern. Deshalb ist es um so frustrierender, wenn man nach Stunden hbemerkt, dass der Druck nicht geklappt hat. Damit alles gut klappt, lies daher dieses Dokument gut durch.
3D-Modelle
Modelle sollten im .STL-Format (Einheit: Millimeter) vorliegen. Man kann sich entweder seine eigenen Modelle erzeugen (z.B. mit Blender, OpenSCAD, FreeCAD, SketchUp o.Ä.), oder diese von Seiten wie https://www.thingiverse.com/ herunterladen.
Slicer
Mit einem 3D-Modell, also einer Liste von Punkten und Dreiecken im 3D-Raum, kann ein Drucker noch nichts anfangen. Wir brauchen also erst einen Slicer, um das 3D-Modell in eine Liste von Anweisungen (Bewegungen und Temperaturwechsel) für den Drucker umzuwandeln: Den G-Code.
Hier gibt es zwei große Alternativen: PrusaSlicer oder Cura. Da einer der im ZAM vorhandenen Drucker ein Prusa ist, empfiehlt es sich, den PrusaSlicer mit dem dafür passenden Profil zu verwenden.
TODO: Installation und Setup Prusaslicer
Supports
Da der Drucker nach und nach Materialschichten aufeinander ablegt und nicht "in die dünne Luft" drucken kann, können manche Modelle garnicht oder nur mit Stützstrukturen ("Supports") gedruckt werden:
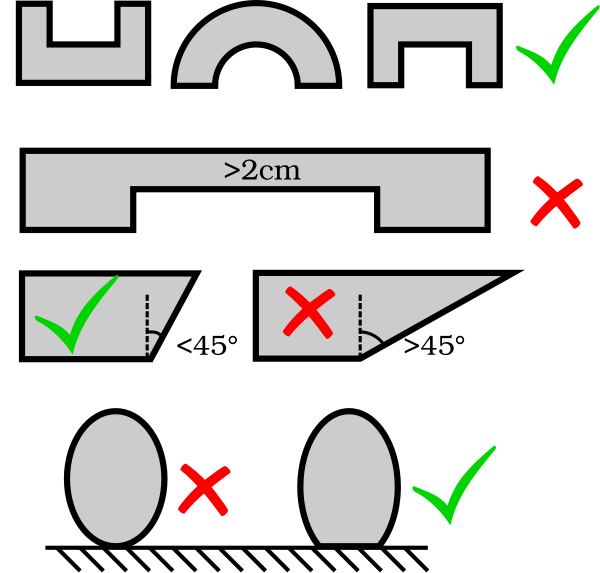
(Mit etwas Erfahrung ist ein Ausreizen der Limits über das Bild hinaus möglich, doch für Anfänger empfehlen wir ein vorsichtiges Herantasten.)
Ob der Slicer Supports erzeugen soll oder nicht, kannst du bei PrusaSlicer in der rechten Leiste einstellen.
Ebenso kann man dort den Grad des Infills (Wie hohl oder gefüllt soll das Innere des Modells werden) einstellen.
Filament
Da verschiedene Filamente mit verschiedenen Temperaturen gedruckt werden, stelle bitte das gewünschte Filament in der rechten Leiste ein (oder klicke aufs Zahnrad, um die Einstellungen selbst zu setzen), und stelle sicher, dass das Filament sich auch wirklich im Drucker befindet.
Falsches Filament kann zu fehlgeschlagenen Drucken oder sogar zum Verstopfen der Druckdüse führen.
Qualitätseinstellung
Ebenfalls in der rechten Leiste können verschiedene Qualitätsstufen ausgewählt werden. Sie unterscheiden sich hauptsächlich in der Schichthöhe, wobei eine geringere Schichthöhe eine weniger stark ausgeprägte und feinere Rillenstruktur verursacht, dafür aber auch die Druckzeit verlängert.
Grundsätzlich empfiehlt es sich, die Schichthöhe zwischen 1/4 und 3/4 des Düsendurchmessers (meist 0.4mm) zu halten.
Auswahl des Druckers
In der Leiste muss noch der richtige Drucker ausgewählt werden. Im ZAM stehen aktuell folgende Drucker:
- Original Prusa i3 MK3S
- AnyCubic TODO
- AnyCubic TODO
Mit einem Klick auf "Slice now" und "Export G-Code" kann der entsprechende G-Code dann auf eine der SD-Karten abgespeichert werden.
Stellt noch einmal sicher, dass ihr vor dem richtigen Drucker steht und das richtige Filament eingespannt ist. Wenn sichtbarer Dreck oder Staub auf dem Druckbett ist, wischt es mit einem Papiertuch kurz ab. Wenn außen an der Extruderdüse Rückstände sind, wischt die nach dem Aufheizen auch ab (Vorsicht, heiß!).
Schaltet den Drucker an (Schalter ist meist hinten rechts), schiebt die SD-Karte hinein und wählt eure Datei aus.
Der Drucker wird automatisch mit dem Vorheizen beginnen und seine Motoren in die Begrenzungsschalter fahren. Nach einigen Minuten beginnt der Druck. Am besten wartet ihr die ersten paar Schichten ab, da hier noch am ehesten etwas schief gehen könnte.
Druck abnehmen
TODO: Haben die Drucker flexible oder kratzresistente Betten?
Nach dem Drucken den Drucker bitte wieder abschalten, Druckbett und Düse von Rückständen befreien und diese im Mülleimer entsorgen.
Checkliste
- Filamenteinstellung passt zum tatsächlich verwendeten Filament?
- Druckereinstellung psast zum tatsächlich verwendeten Drucker? (Für Fortgeschrittene: einschließlich Düsendurchmesser)
- Überhänge, in der Luft hängende Brücken etc angemessen mit Supports gestützt?
- Anfangsphase beobachten. Bei "Spaghetti" den Druck abbrechen, bei "ungesunden Geräuschen" sofort den Drucker am Ausschalter ausschalten.
- Druck vorsichtig(!) entfernen, Sauberkeit wiederherstellen.
Fortgeschrittenes
Wechsel der Druckdüse
TODO
Wechsel des Filaments
TODO
Lizenz des Dokumentes
Verbreiten und Bearbeiten dieser Inhalte ist ausdrücklich erwünscht, du musst (in der Regel) nur
- Quelle und Lizenz korrekt angeben, wie etwa: Betreiberverein-Wiki: Benutzer-Einweisung 3D-Drucker, https://wiki.betreiberverein.de/books/werkstatten/page/benutzer-einweisung/, Lizenz CC-BY-SA 3.0, https://creativecommons.org/licenses/by-sa/3.0/.
- das neue (gesamte) Dokument auch unter dieser Lizenz veröffentlichen.
Dieses Dokument „Benutzer-Einweisung 3D-Drucker“ des ZAM und weiterer Autoren ist, bis auf besonders gekennzeichnete Stellen, lizenziert unter einer Creative Commons Namensnennung – Weitergabe unter gleichen Bedingungen 3.0 Unported Lizenz. Um eine Kopie dieser Lizenz zu sehen, besuchen Sie http://creativecommons.org/licenses/by-sa/3.0/.
Dieses Dokument basiert auf FAU FabLab et al.: Einweisung 3D-Drucker, https://github.com/fau-fablab/3d-druckereinweisung, Lizenz CC-BY-SA 3.0, https://creativecommons.org/licenses/by-sa/3.0/.
Links zum Thema 3D Druck
Software
Design
Die Liste bitte erweitern und mit Infos anreichern
- FreeCad - Etwas komplizierter, aber mächtig. (Win/Lin/Mac)
- GrundKurs auf Youtube
- Tinkercad - Im Browser. Für einfache Dinge
- openSCAD - textbasiertes 3D-Design, erlaubt auch parametrierbare Objekte.
- Tutorial - Schritt für Schritt Anleitung
- Cheatsheet - Überblick über die wichtigsten Befehle
Slicer
Software, um aus 3D-Objekten druckbare Dateien zu erstellen. Kommen meist von Druckerherstellern, aber können auch für andere Geräte verwendet werden.
Dinge
Die Liste bitte erweitern und korrigieren und mit Infos anreichern.
- Thingiverse - Von Ultimaker - meist nur stl
- Printables - Von Prusa - meist nur stl - z.T. mit Zusatzinfos, wie man am besten Druckt
- Creality Cloud - Von Creality - meist nur stl
- makerworld - von BambuLab
- GrabCad - Cad allgemein. Nach Software filterbar
- Liste mit Anbietern
- GitHub Suche nach *.stl
- GitHub Suche nach Objekten designt mit openSCAD
- STL-Generator für QR-Codes zum Erstellen eines QR-Codes als STL-Datei
- STL-Generator für Boxen
Lasercutter
Mit dem Lasercutter (im ZAM ein Zing 6030 mit 30W Leistung) kann Kunstoff, Holz, Pappe und Papier graviert und geschnitten werden. Metall kann damit nicht bearbeitet werden. Die Arbeitsfläche ist 30x60cm.
Lasercutter Einweisung - Zing
Diese Zusammenfassung der wichtigsten Punkte für Sicherheit von Mensch und Maschine basiert auf der Einweisung des FAU FabLabs. Details und ausführliche Erklärungen finden sich dort.
Gefahren und Wichtiges
- Nutzung nur nach Einweisung.
Eine Einweisung umfasst eine Besprechung der Gefahren und deren Vermeidung, sowie die praktische Übung am Gerät, inkl. eines “Rollenspiels” zum Brandfall. Dokumentiert wird die Einweisung per Unterschrift. - Gerät niemals unbeaufsichtigt betreiben, wegen Brandgefahr.
Lasercutter schneiden und gravieren mit Hitze, d.h. sie erwärmen, verbrennen oder verdampfen das Werkstück (sehr gezielt). Dabei kann es zu unkontrollierten Bränden kommen. Deshalb muss der Lasercutter im Betrieb immer beaufsichtigt werden um im Bandfall schnell eingreifen zu können.
Was tun, wenn's brennt?
Bei kleinen Flammen: Laserauftrag durch STOP-Knopf anhalten und beobachten.- Deckel anheben (reicht meist)
- Deckel ganz öffnen
- Feuer mit nebenstehenden CO2-Löscher bekämpfen
Das HappyLab in Wien ist wegen eines unbeaufsichtigt laufenden Lasercutters einmal ausgebrannt.
- Nur geeignete Materialien verwenden, wegen Gefahren für Gesundheit und Gerät.
Keine unbekannten Materialien. Besonders keine Materialien die giftige Gase entwickeln können, wie zum Beispiel PVC, Teflon, etc. Der Filter wird diese Stoffe nicht restlos entfernen. Außerdem kann das Gerät, besonders die Linse und Spiegel, Schaden nehmen.
Welche Materialien geeignet sind erfährst du im Abschnitt "Materialien". - Nicht leicht entzündliche Sachen im Lasercutter bearbeiten, wegen Brand und Explosionsgefahr.
Feuerzeuge (außer diese wurden noch nie befüllt), Gasflaschen und dergleichen können durch die eingebrachte Wärme Feuer fangen und sogar explodieren. Bei Akku-betriebenen Geräten muss der Akku Entfernt werden, wenn das Gehäuse nicht aus Metall oder Glas ist, denn der Laser könnte sich durch das Gerät – bis zum Akku – schneiden und diesen entzünden. - Glasdeckel sachte öffnen und schließen, sonst geht dieser kaputt.
Nutzung
- Entwurf als SVG-Datei vorbereiten
Schnitte als rote Linien
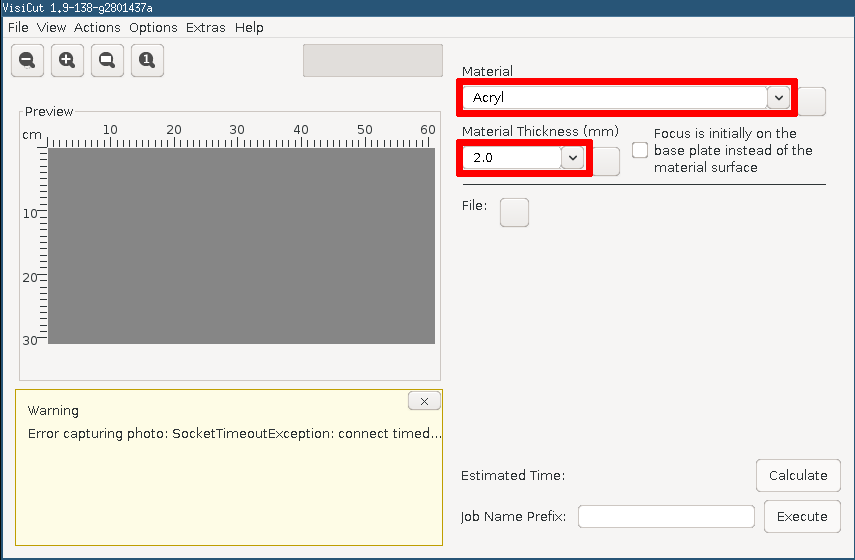
Gravuren als schwarze Flächen und Linien oder als Schwarz-Weiß-Grafiken einbetten - SVG-Datei in VisiCut laden, Materialeinstellungen und Dicke auswählen
- Material in Lasercutter einlegen, Fokus einstellen
Focus-Knopf, Federpendel über Material absenken, mit Pfeiltasten (Hoch/Runter) so einstellen, dass das Pendel auf der Materialoberseite gerade so aufliegt
Mit RESET-Knopf bestätigen - In VisiCut, z.B. mithilfe des Kamerabild, die Zeichnung platzieren
- Auftrag von VisiCut an Lasercutter senden, warten bis Auftrag erfolgreich gesendet wurde
Tonsignal des Lasercutters und Meldung in VisiCut bestätigen Übertragung - Glasdeckel sachte schließen, Lüftung anschalten
- Auftrag mit START-Knopf starten
- Lasercutter bis zum Auftragsende beobachten, bei Feuer eingreifen
- Werkstück entnehmen und Abschnitte entfernen
Materialien
Damit Materialien sicher für Mensch und Maschine sind, dürfen diese beim Erhitzen, Verbrennen oder Verdampfen nicht zu toxischen oder ätzenden Stoffen werden und sollte außerdem nicht "spritzen". Wenn Material auf die Linse spritzt wird diese leicht beschädigt (und Ersatz ist teuer).
✅ Erlaubte Materialien
- unbrennbares: Metall, Glas, Keramik, Stein
- dünne Lackschichten auf Metall (außer Teflonbeschichtung)
- Acrylglas (PMMA)
- PET (z.B. Overheadfolie, Bayer Vivak)
- Moosgummi (z.B. EVA Schaum)
- POM (Polyoxymethylen, z.B. Delrin)
- Papier, Pappe, Karton
- Holz (auch Sperrholz, MDF, HDF und ähnliche Werkstoffe nur aus Holz und Leim)
- "trockene" Nahrungsmittel, soweit bekannt, wie zum Beispiel Äpfel (nur gravieren), Butterkeks ohne Schokolade, Brezen, ...
- PE Polyethylen (z.B. DuPont Tyvek) / PP Polypropylen:
Schaumstoffe gehen gut
Platten schlecht laserbar, aber erlaubt - PS Polystyrol bis 1mm Dicke
- PC Polycarbonat bis 1mm Dicke
- spezieller laserbarer Stempelgummi aus dem FabLab
- Heißlaminierfolie nur wenn sie laut Datenblatt des Herstellers aus PET+EVA besteht (keine Kaltlaminierfolie, diese enthält oft PVC)
- Baumwolle (auch Viskose), Leinen, Naturfasern
- Bastelfilz, wenn aus Viskose oder Viskose-Wolle-Mischung
Wolle stinkt beim Lasern wie verbrannte Haare, ist aber sonst nicht problematisch. - Schellack
Verwechslungsgefahr muss ausgeschlossen sein: Normale Schallplatten sind nicht aus Schellack sondern aus PVC und deshalb verboten.
❌ Verbotene Materialien
- im Zweifelsfall: alles was nicht erlaubt ist
- nicht eindeutig identifizierbare Kunststoffe („irgendwas durchsichtiges“)
- spritzendes oder stark wässriges Material (Schokolade, ...)
- Schallplatten aus Vinyl (ist PVC). Alternative siehe: Schellack
- ABS, Epoxidharz (GFK, CFK, Platinen), weil es übelst stinkt
- PS Polystyrol / PC Polycarbonat dicker als 1 mm, weil es beim Lasern spritzt
- PA Polyamid / PU Polyurethan / Textilien mit Nylon- oder Elastan-Anteil / NBR-Gummi Nitrilkautschuk / alle Stoffe, die gleichzeitig H-, C- und N-Atome enthalten: entwickelt Blausäure (HCN)
- halogenhaltige Kunststoffe: PVC = Vinyl = Neopren, PTFE = Teflon (z. B. als „glitschige“ Beschichtung von Taschenmessern), PFA, ...
Erteilen von Einweisungen
Das Erteilen von Einweisungen bedarf viel Erfahrung am Gerät und Klarheit bei der Vermittlung der Inhalte. Deshalb gibt sind nur folgende Personen einweisungsberechtigt:
- Stefanie Bühler
- Julian Hammer
- Daniela Novac
- Florian Jung
- Matthias Nagl
- Kevin Bradenstein
Quellen und Lizenz
Die hier veröffentlichten Inhalte stehen unter der CC-BY-SA 3.0 Lizenz.
Einige Textpassagen und Formulierungen wurden aus der Lasercutter-Einweisung des FAU FabLabs entnommen, welche ebenfalls unter CC-BY-SA lizensiert ist.
Technische Details
Lasercutter: Zing 6030 mit 30W, Herstelleranleitung, wurde Vertrieben durch cameolaser.de
Lüftung: vacuAir UML-340
VisiCut
Link: visicut.org/
Git Repo mit ZAM-spezifischen VisiCut Einstellungen: https://github.com/zam-haus/visicut-settings
Der zam Nutzer auf dem Lasercutter-Rechner kann dort hin pushen. Darauf achten, das nur gewollte Änderungen commited und gespushed werden.
Demokärtchen
Die Demokärtchen für den Lasercutter sollen zeigen, wie die Laserergebnisse mit den jeweiligen Materialien und Einstellungen aussehen werden.
Einerseits bieten sie eine Hilfe für jeden, der Lasern will: Sie zeigen, wie rote Schnittlinien, grüne Markier-Linien und Gravuren aussehen.
Andererseits kann man an ihnen gut seine Materialeinstellungen testen, wenn man ein neues Material hinzufügt. Bitte tragt in dem Fall den richtigen Materialnamen ein und stellt das Kärtchen zu den anderen, damit der nächste auch etwas davon hat.
Wenn du selbst ein Demokärtchen lasern willst, folge bitte dieser Anleitung:
- Öffne die Datei laserdemo.svg in Inkscape
- Trage das verwendete Material ein. Bitte benutze dafür den gleichen Namen, wie er auch in den Visicut-Materialeinstellungen angezeigt wird, und ggf. die Dicke.

- Trage "Normale Gravur" oder "3D-Gravur" ein, je nachdem ob du das "schneide rot, graviere Rest, ..."- oder "schneide rot, 3D-graviere Rest, ..."-Mapping verwenden willst.

- Nachdem du beides eingetragen hast, schicke die Datei wie üblich an Visicut über "Erweiterungen" -> "Lasercut path" -> "Open in Visicut". Wichtig: öffne nicht die SVG-Datei direkt in Visicut. Das führt zu subtilen Fehlern, wie unleserlicher Schrift.
- Lasere das Kärtchen und stelle es zum entsprechenden Material.

Log
6.1.2023 - Kamera
Haben versucht die Kamera zu kalibrieren. Zunächst die Kamera mit Heißkleber fixiert. Dann die Marker gedruckt. Wir haben guvcview verwendet. Leider war die Ausleuchtung zu ungleichmäßig, so dass der Bereich um einige Marker zu hell und um andere zu dunkel war. Haben erstmal aufgegeben. -> Einschätzung: Es braucht eine Leuchtstarke Lampe die deutlich über dem Laser hängt und den Innenbereich gleichmäßig ausleuchtet.
Morty
Wartung
Wartung vom 06. Juli 2023
Anwesend:
- Jochen Hunger
- Kevin Bradenstein
- Herr Roger(?) von cameo/epilog
Offizieller Servicebericht vom 06. Juli 2023
Zustand vom Laser
- soweit alles im grünen Bereich 🥳
- Querriemen ist im oberen linken Arbeitsbereich etwas stärker abgenutzt
- erkennbar an der Testgravur die "tttt" sind links ein bisschen fetter (sie wurden oben links im Laserbett gelasert) als die rechts (diese wurden oben rechts im Bett gelasert). Da man aber die einzelnen "t"s sich noch nicht berühren und man den Strich dazwischen deutlich sehen kann ist das noch voll im akzeptablen Rahmen
- Empfehlung: Tausch in ca. einem Jahr. Können wir selber machen. Kostenpunkt 20-30 Euro für das Ersatzteil
- erkennbar an der Testgravur die "tttt" sind links ein bisschen fetter (sie wurden oben links im Laserbett gelasert) als die rechts (diese wurden oben rechts im Bett gelasert). Da man aber die einzelnen "t"s sich noch nicht berühren und man den Strich dazwischen deutlich sehen kann ist das noch voll im akzeptablen Rahmen
- Laserröhre ist bei ca. 30,5 Watt Maximalleistung
- ausgeliefert wird die Laserröhre in unserem Modell mit ca. 32-35 Watt Maximalleistung - wir liegen aktuell minimal darunter. Konkret wurden bei der ersten Messung 29,5 Watt und bei der zweiten Messung 31,5 Watt gemessen
- Unsere Röhre wurde 2016 verbaut. Wir befinden uns am Ende der durchschnittlichen Lebensdauer von 6 bis 6,5 Jahre. siehe Graph des Herstellers
- Im Betrieb unbedingt auf gleichbleibende Temperaturen achten. Temperaturschwankungen (auch über den Tag verteilt) sind ein großer Negativfaktor für die Lebensdauer der Röhre
- Empfehlung: Benötigte einstellte Leistung bei bekannten Materialien beobachten: Sollte die benötigte Leistung für Gravur/Schnitt innerhalb von kurzer Zeit ansteigen, muss die Röhre getauscht werden. Kostenpunkt ca. 2800 Euro. Bei unseren aktuellen Messwerten kann nicht klar gesagt werden, ob wir uns am Anfang des "Leistungsabnahme"-Knicks befinden oder ob wir noch ein paar Jahre Ruhe haben.
- Sauberkeit:
- Grundsätzlich ist unser Gerät im guten Zustand, jedoch sollen wir darauf achten auch "versteckte" Stellen wie Laufschienen, Linse, Spiegel regelmäßiger zu reinigen.
- Idee: Reinigungsplan (siehe unten) mit regelmäßigen Kontrollen und passender Anleitung im Wiki, wie man an schwierige Stellen kommt.
Allgemeine Empfehlungen:
- Abluft
- Empfehlung Vorfilter: falls wir viel Hartholz/Stempel gravieren, wird uns ein Vorfilter empfohlen. Dieser erhöht die Lebensdauer des HEPA-14 Filters enorm: Vorfilter im Cameo-Shop Ersatzfilter kostet hier im Original von Cameo/Epilog "nur" 100 Euro. Herr Roger meinte jedoch, es wird ein LKW-Luftfilter verwendet (auf Anschlussmaße achten)- im Internet kosten diese ca. 30-40 Euro
- Wechsel Aktivkohlefilter erst nötig, sobald die Luft aus dem Umluftkasten merklich nach dem Verarbeiten Material zu stinken beginnt
- Abluft nach außen: Falls wir Abluft nach außen planen und hier etwas selber bauen (lassen) wollen, so sollen wir uns an dem Datenblatt der kleinsten verkauften Abluftanlage von cameo orientieren und hier unbedingt auf die Werte Ventilautorenleistung und Pressung achten
- Reinigung
- Arbeitsraum: Bref Power Reiniger gegen Fett und Eingebranntes eignet sich gut für alle Ablagerungen (und funktioniert auch z.B. auf gravierten Holz mit einer Bürste gegen Rußreste gut)
- Linse/Spiegel: Idealerweise Linsenreiniger von cameo verwenden. Im Notfall tut es auch 30% Isopropanol-Lösung. Zusammensetzung vom Reiniger als Referenz.
- Coole Links
- http://boxdesigner.frag-den-spatz.de/
- https://kyub.com/ (Boxmaker/CAD-Tool, closed beta)
Reinigungsplan
Monatlich
- Laufschiene an der Brücke reinigen
- Linse checken (z.B. mit Taschenspiegel oder heraus schrauben) und bei Bedarf reinigen (spezieller cameo Linsenreiniger oder 30% Isopropanol)
alle halbe Jahre
- Seitliches Gehäuse links aufschrauben
- checken, ob nach oben gerichtete Lüfter frei sind
- interne Spiegel und Auslassfenster reinigen (mit Linsenreiniger)
- mit wenig Maschinenfett an den Fingern die Laufstangen (links uns rechts) einmal berühren - schmiert sich dann selber richtig
- Spiegel/Linsenwagen lösen (zuerst die zwei Schrauben, dann den Federmechanismus oben) und reinigen
Best Practice
Sammlung von Erfahrungswerten und praktischen Hinweise für gängige Bastelprojekte
Ideen und Vorlagen
- Vorlagen zum erstellen von Boxen und Aufbewahrungshilfen: https://www.festi.info/boxes.py/
- Verbindungen von Plexiglaselementen
https://store.curiousinventor.com/blog/how-to-make-cheap-lasercut-custom-boxes-for-your-diy-electronics/
Workflow zum Lasercutten
Empfohlenes Vorgehen:
- Falls noch nicht erledigt: Eigenen Laptop mit Lasercutter verbinden. Dazu ins Zam Netzwerk einloggen. Die Einrichtung dauert unter 5 Minuten, die Arbeitsersparnis ist enorm - vor allem wenn mit Schriftarten gearbeitet wird, welche nicht auf dem ZAM PC installiert sind.
- Platte aus der gecuttet werden soll raussuchen (1. Müll, 2. Vorrat) und vermessen
- Dokument in Inkscape anlegen, mit den Maßen der Platte. Bei bereits ausgeschnittenen formen, einfach Platzhalter an die entsprechenden stellen ziehen. Im weiteren Verlauf bildet dieses Inkscape-Dokument quasi den digitalen Zwilling für die Platte im Lasercutter zur Verwaltung der freien Flächen.
- Lasercutt-Daten zu Dokument hinzufügen und auf der Platte positionieren
<span style="color:#ff0000ff">rot </span>, #ff0000ff: schneiden- grün, #00ff00ff: markieren
- schwarz, #000000ff: gravieren
- blau, #0000ffff: ignorieren
- Nächstes Element (oder Elemente) zum cutten an den Lasercutter senden via VisiCut Plugin for Inkscape (https://hci.rwth-aachen.de/visicut-inkscape-plugin). Das Element wird genau gleich, wie in Inkscape positioniert. Zusätzlich werden alle Elemente als Pfade umgewandelt (bei nicht umgewandelten Elementen kann es zu Abweichungen beim Lasercutten kommen).
- VisiCut einstellungen treffen und Jobnamen festlegen.
Empfehlung Jobname: Initialien und aktuelle Minuten. Wenn Hans Müller um 18:35 Uhr einen Job versendet, wäre das "hm35". Das ist kurz und eindeutig.
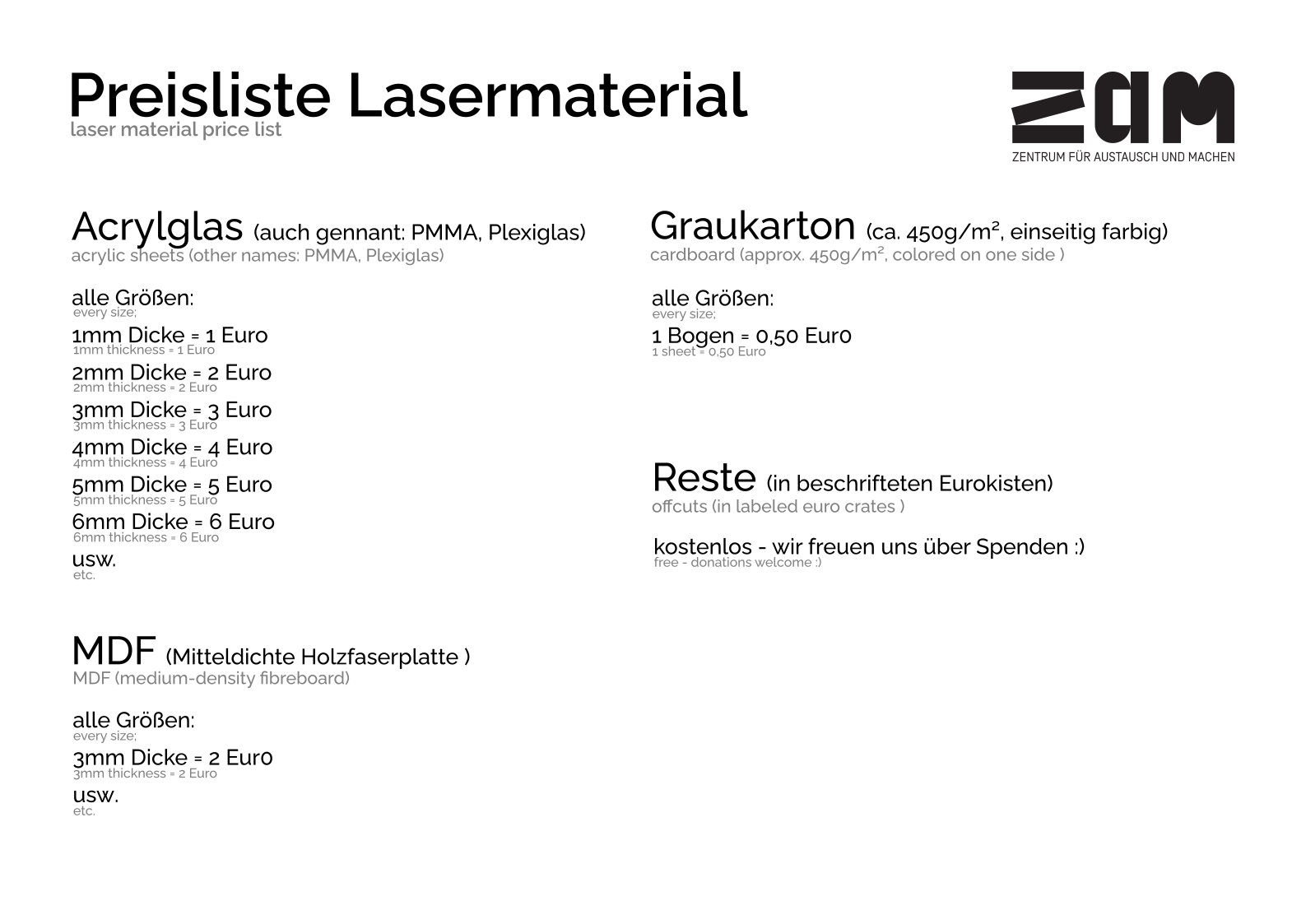
Materialkosten
Preisliste Stand 15. Januar 2024
Steckverbindungen und Burn-Korrektur
Erfahrungswerte Burn-Korrektur: Bitte neuestes Datum oben
| Datum |
Gerät |
Material + Dicke |
Burn-Korrektur |
Eigetragen von |
| 2024-01-19 |
Zing 6030 |
HDF 3mm |
0.06 |
Markus Dutschke |
Hintegrund
Beim Erstellen von Rechteck-Steckverbindungen wie auf Pyboxes verwendet (ineinander greifende Rechtecke) müssen folgende Effete beachtet werden, um eine Passgenauigkeit zu erzielen, welche weit genug zum zusammenführen und eng genug für einen stabilen Halt ist:
- große des Laserstrahl
Die Schnittdicke des Lasers führt dazu, dass ineinander greifende Rechtecke eine ganz leichte Lücke aufweisen - Materialeigenschaften
Verhalten und Oberfläche des Materials an den Schnittkanten bestimmt ebenfalls die Eigenschaften der Steckverbindung - Laserstrahl ist nicht parallel sondern fokusiert
- Laserstrah ist nicht punktförmig, sondern oval
- Genauigkeit (Diskretisierung) Motorsteuerung
- (eventuelle) Schiefstellung des Lasers
Wenn der Laser nicht 100% Senkrecht steht, sondern ganz leicht schief, sind die Schnittkanten nicht mehr senkrecht und es wird etwas mehr Spiel benötigt, um Rechteck-Steckverbindungen zusammenzustecken. Diese extra Toleranzen hängen vom Zusammensteckwinkel und der Orientierung der Steckverbindung beim Lasercutten ab.
Der Einfachheit halber, fassen wir diese Effekte als Burn-Korrektur zusammen. Es ist am sinnvollsten diese empirisch zu ermitteln. Da auch andere Effekte als die Laserausdehnung eine Rolle spielen, muss diese nicht für alle Materialtypen und Dicken gleich sein.
Definition der Burn-Korrektur
Bei der Definition der Burn-Korrektur lassen wir die anderen Effekte außer Acht und betrachten nur die physische Ausdehnung des Laserstrahl. Die Burn-Korrektur entspricht hierbei dem Radius des Laserstrahls.
Nehmen wir für die folgenden Beispiele eine Burn-Korrektur von 0.06mm an.
Unterschied zwischen positivem und negativem Ausschnitt:
Möchte ich also ein Quadrat von 6mm Kantenlänge ausschneiden, muss ich dieses 6.12mm groß designen, da beim ausschneiden an beiden Rändern der Radius des Laserstrahls von 0.06mm zusätzlich abgetragen wird. Möchte ich hingegen eine quadratische Aussparung von 6mm Kantenlänge erzeugen, so muss ich dieses als 5.88mm großes Quadrat anlegen, da der Radius des Lasers zusätzlich abgetragen wird.
Abmessung Burn-Korrektur:
Hier nocheinmal die typischen Bemaßungenbei einer Rechteck-Steckverbindung
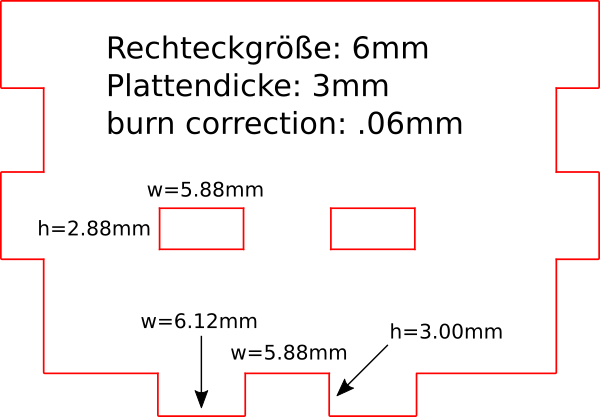
Download als .svg: 240201_burnKorrektur.svg
Verbindung von Lasergecutteten Teilen
Rechteck Steckverbindung
Standardverbindung. Zur vollen Stabilität noch kleben
Kleben
Einschmelzgewinde
Schriftzüge auf Acryl
Lasercutter Einweisung - Trotec Speedy
Diese Zusammenfassung der wichtigsten Punkte für Sicherheit von Mensch und Maschine basiert auf der Einweisung des FAU FabLabs. Details und ausführliche Erklärungen finden sich dort.
Gefahren und Wichtiges
- Nutzung nur nach Einweisung.
Eine Einweisung umfasst eine Besprechung der Gefahren und deren Vermeidung, sowie die praktische Übung am Gerät, inkl. eines “Rollenspiels” zum Brandfall. Dokumentiert wird die Einweisung per Unterschrift. - Gerät niemals unbeaufsichtigt betreiben, wegen Brandgefahr.
Lasercutter schneiden und gravieren mit Hitze, d.h. sie erwärmen, verbrennen oder verdampfen das Werkstück (sehr gezielt). Dabei kann es zu unkontrollierten Bränden kommen. Deshalb muss der Lasercutter im Betrieb immer beaufsichtigt werden um im Bandfall schnell eingreifen zu können.
Was tun, wenn's brennt?
Dieser Punkt muss noch überarbeitet werden. Ist noch nicht an Trotec angepasst.
Bei kleinen Flammen: Laserauftrag durch STOP-Knopf anhalten und beobachten.- Deckel anheben (reicht meist)
- Deckel ganz öffnen
- Feuer mit nebenstehenden CO2-Löscher bekämpfen
Das HappyLab in Wien ist wegen eines unbeaufsichtigt laufenden Lasercutters einmal ausgebrannt.
- Nur geeignete Materialien verwenden, wegen Gefahren für Gesundheit und Gerät.
Keine unbekannten Materialien. Besonders keine Materialien die giftige Gase entwickeln können, wie zum Beispiel PVC, Teflon, etc. Der Filter wird diese Stoffe nicht restlos entfernen. Außerdem kann das Gerät, besonders die Linse und Spiegel, Schaden nehmen.
Welche Materialien geeignet sind erfährst du im Abschnitt "Materialien". - Nicht leicht entzündliche Sachen im Lasercutter bearbeiten, wegen Brand und Explosionsgefahr.
Feuerzeuge (außer diese wurden noch nie befüllt), Gasflaschen und dergleichen können durch die eingebrachte Wärme Feuer fangen und sogar explodieren. Bei Akku-betriebenen Geräten muss der Akku Entfernt werden, wenn das Gehäuse nicht aus Metall oder Glas ist, denn der Laser könnte sich durch das Gerät – bis zum Akku – schneiden und diesen entzünden.
Nutzung
Die Schritte sollten noch etwas ausgedünnt und auf das wesentliche reduziert werden. Auch muss jeweils klar sein was am Rechner/im Browser und was am Laser gemacht werden soll. Bestenfalls sollte erst alles am Rechner und dann alles am Laser erklärt werden.
- Vektordaten für Schnitte als SVG-Datei vorbereiten
Schnitte als rote Linien (RGB Farbe #FF0000) - Linienbreite wird ignoriert
Markierungen (Vektor-Gravur) als grüne Linien (RGB Farbe #00FF00) - Linienbreite wird ignoriert - Bilder für Gravuren als PNG oder JPG bereitstellen - diese werden von Ruby automatisch in Graustufen konvertiert
- Trotec Nutzungskarte für die Anmeldung holen (es können mehrere Nutzer gleichzeitig auch von verschiedenen Rechnern eingeloggt sein. Diese müssen aber alle unterschiedliche Zugangsdaten nutzen - daher die Karten)
- Im Google Chrome Browser (NICHT Firefox) die folgende Adresse öffen:
https://lasercutter-trotec.im.zam.haus:2402
Es erscheint ggf. eine Sicherheitswarnung
Diese Meldung bitte ignorieren (erst "Erweitert" Button anklicken, dann "Weiter zu lasercutter-trotec.im.zam.haus") - In den Anmeldebildschirm die Zugangsdaten der Trotec Nutzungskarte eintragen und auf "Anmelden" klicken
- Die Ruby Software ist in vier Bereiche eingeteilt: Manage, Design, Prepare und Produce
Bitte von der Startseite "Manage" zum Bereich "Prepare" wechseln
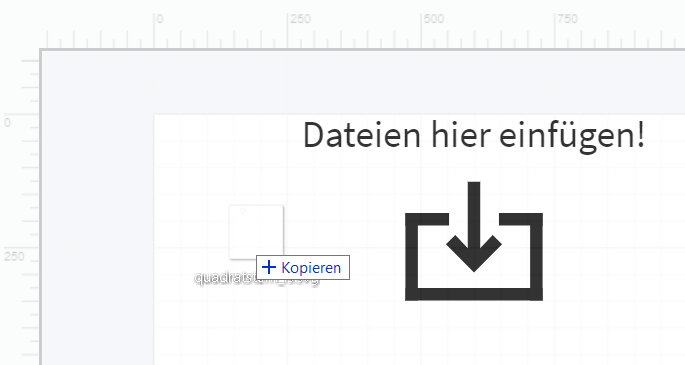
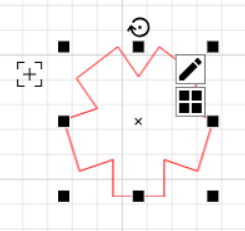
- SVG Datei per Drag&Drop in den Arbeitsbereich ziehen:

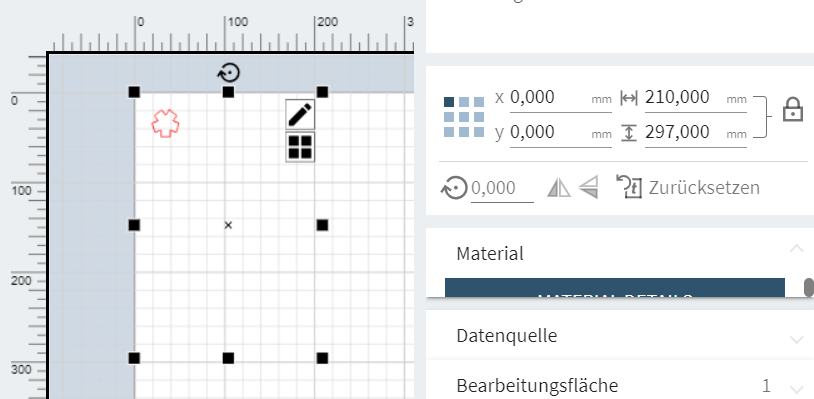
- Die eingefügte Grafik hat in Ruby die "Anfasser" mit den Abmessungen der ursprünglichen Dokumenten-Größe (hier 210x297 mm - also DIN A4), nicht der Grafik-Größe (hier 30x30 mm)

Die Arbeitsfläche lässt sich mit der rechten Maustaste verschieben und mit dem Scrollrad zoomen. - Grafikbereich anpassen
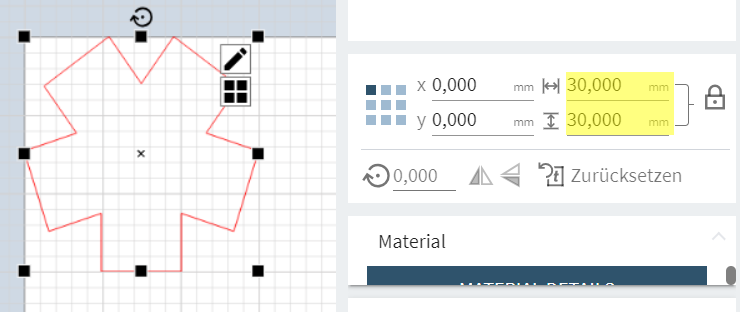
 Edit-Button (im Rahmen der Eingefügten Grafik) anklicken, dann Grafik auswählen und "An Design anpassen" Button in der Menüzeile anklicken
Edit-Button (im Rahmen der Eingefügten Grafik) anklicken, dann Grafik auswählen und "An Design anpassen" Button in der Menüzeile anklicken
Hier können nun auch die Farb-Zuordnungen geändert/korrigiert werden. Anschließend "Job Aktualisieren" Button klicken:
- Kontrollieren, ob die Größe passt - ggf. durch manuelle Eingabe korrigieren:

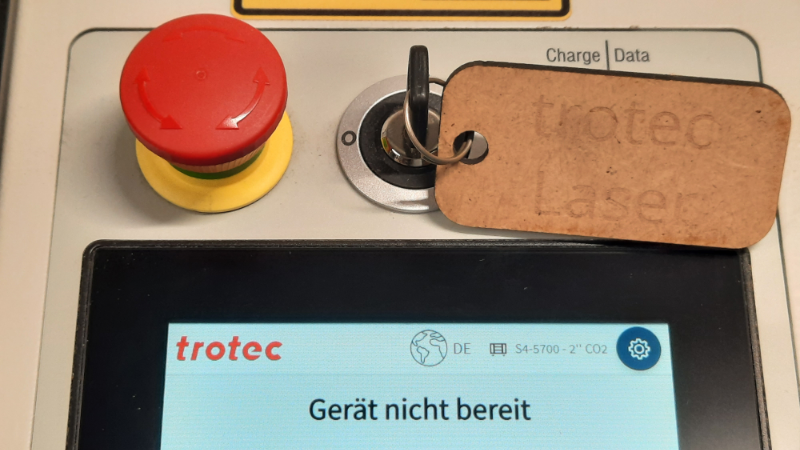
- Laser einschalten:
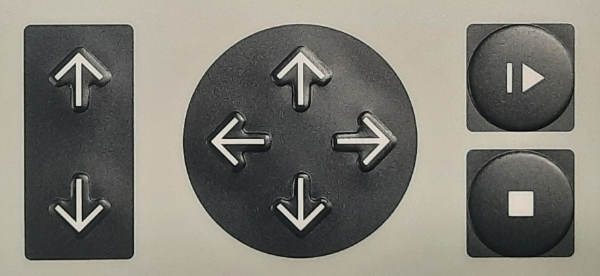
Dazu am Gerät den Schlüsselschalter nach rechts auf "Power" drehen. Der Deckel muss während der Laser "hochfährt" geschlossen bleiben. Nach Abschluss wechselt die Anzeige von "Gerät nicht bereit" zu "Queue ist leer" bzw. einer Liste der Jobs in der Queue (Warteschlange) wechselt. - Jetzt kann man sowohl den Laser-Kopf, als auch den Tisch mit den Bedientasten am Laser verfahren.

Die Tasten links verfahren den Tisch rauf und runter, und die mittigen Tasten den Laserkopf.
Zum Fokussieren fährt man nun den Kopf an eine geeignete Position des Werkstücks (angezeigt durch den roten Laserpunkt) und drückt zur Aktivierung des Autofokus die beiden linken Tasten (hoch UND runter) kurz gleichzeitig. - Jetzt kann in Ruby das Design passend zum Werkstück platzieren - entweder über die Position des Lasers - die in Ruby durch das [+] Symbol auf der Arbeitsfläche dargestellt wird (die Grafik rastet mit den Anfassern und dem Zentrum darauf ein).

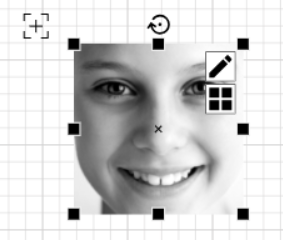
Für Foto-Gravuren zieht man einfach das Bild in den Ruby Arbeitsbereich, skaliert es bis es den Anforderungen entspricht, und platziert anschließend die Grafik wie oben für Vektorgrafiken erklärt. Auch Bilder rasten mit den Anfassern oder dem Zentrum am Marker für die aktuelle Laser-Position ein.
Zur einfachen Platzierung kann man auch die eingebaute Kamera nutzen - diese aktiviert man in Ruby mit der Schaltfläche "Tischkamera"
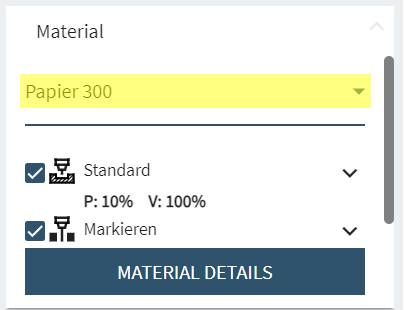
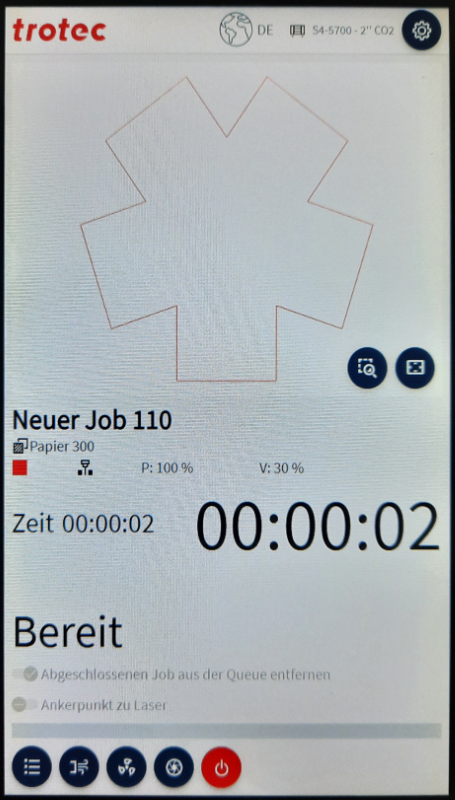
- Nun wählt man das passende Material aus der Materialdatenbank aus. Hier als Beispiel "Papier 300":

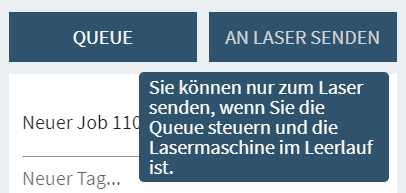
- Jetzt kann man den Job zum Laser schicken, mittels "QUEUE" Knopf oben rechts.

Bei größeren Projekten sollte man vorher die Jobdauer berechnen mit einem Klick auf
Am Laser unten links in die Warteschlange ("Queue") wechseln und den Auftrag auswählen.
Dabei bitte
- "Abgeschlossenen Job aus der Queue entfernen" einschalten
- "Ankerpunkt zu Laser" ausschalten
Auf dem Display des Lasers erscheint quasi der gleiche Inhalt: - Vergewissern, dass die Zublasung und die Abluft-Absaugung eingeschaltet sind!

[Queue] [Zublasung] [Absaugung] [Linsenerkennung] [Standby] - Jetzt kann die Ausgabe am Laser mit der "Play" Taste (oben rechts auf dem Bedienfeld) gestartet werden.
- Lasercutter bis zum Auftragsende beobachten, bei Feuer eingreifen.
Sobald irgendwas gefährlich schief läuft (für Mensch oder Maschine), sofort Not-Aus-Taster drücken! Zum Wiedereinschalten muss der Laser dann ggf. neu gestartet werden.
- Werkstück entnehmen und Abschnitte - die auf dem Tisch/Gitter liegen - entfernen. Das Gitter selbst bitte nicht entfernen - bei Bedarf bitte an einen der Einweisenden wenden.
- In der Zeit in der der Laser nicht aktiv genutzt wird, kann man diesen über das eingebaute Display in den Standby Modus schalten - das reduziert die Lautstärke erheblich. Dazu den Power-Button auf dem Display betätigen.
- Nutzungskarte bitte wieder zurücklegen



Materialien
Damit Materialien sicher für Mensch und Maschine sind, dürfen diese beim Erhitzen, Verbrennen oder Verdampfen nicht zu toxischen oder ätzenden Stoffen werden und sollte außerdem nicht "spritzen". Wenn Material auf die Linse spritzt wird diese leicht beschädigt (und Ersatz ist teuer).
✅ Erlaubte Materialien
- unbrennbares: Metall, Glas, Keramik, Stein
- dünne Lackschichten auf Metall (außer Teflonbeschichtung)
- Acrylglas (PMMA)
- PET (z.B. Overheadfolie, Bayer Vivak)
- Moosgummi (z.B. EVA Schaum)
- POM (Polyoxymethylen, z.B. Delrin)
- Papier, Pappe, Karton
- Holz (auch Sperrholz, MDF, HDF und ähnliche Werkstoffe nur aus Holz und Leim)
- "trockene" Nahrungsmittel, soweit bekannt, wie zum Beispiel Äpfel (nur gravieren), Butterkeks ohne Schokolade, Brezen, ...
- PE Polyethylen (z.B. DuPont Tyvek) / PP Polypropylen:
Schaumstoffe gehen gut
Platten schlecht laserbar, aber erlaubt - PS Polystyrol bis 1mm Dicke
- PC Polycarbonat bis 1mm Dicke
- spezieller laserbarer Stempelgummi aus dem FabLab
- Heißlaminierfolie nur wenn sie laut Datenblatt des Herstellers aus PET+EVA besteht (keine Kaltlaminierfolie, diese enthält oft PVC)
- Baumwolle (auch Viskose), Leinen, Naturfasern
- Bastelfilz, wenn aus Viskose oder Viskose-Wolle-Mischung
Wolle stinkt beim Lasern wie verbrannte Haare, ist aber sonst nicht problematisch. - Schellack
Verwechslungsgefahr muss ausgeschlossen sein: Normale Schallplatten sind nicht aus Schellack sondern aus PVC und deshalb verboten.
❌ Verbotene Materialien
- im Zweifelsfall: alles was nicht erlaubt ist
- nicht eindeutig identifizierbare Kunststoffe („irgendwas durchsichtiges“)
- spritzendes oder stark wässriges Material (Schokolade, ...)
- Schallplatten aus Vinyl (ist PVC). Alternative siehe: Schellack
- ABS, Epoxidharz (GFK, CFK, Platinen), weil es übelst stinkt
- PS Polystyrol / PC Polycarbonat dicker als 1 mm, weil es beim Lasern spritzt
- PA Polyamid / PU Polyurethan / Textilien mit Nylon- oder Elastan-Anteil / NBR-Gummi Nitrilkautschuk / alle Stoffe, die gleichzeitig H-, C- und N-Atome enthalten: entwickelt Blausäure (HCN)
- halogenhaltige Kunststoffe: PVC = Vinyl = Neopren, PTFE = Teflon (z. B. als „glitschige“ Beschichtung von Taschenmessern), PFA, ...
Erteilen von Einweisungen
Das Erteilen von Einweisungen bedarf viel Erfahrung am Gerät und Klarheit bei der Vermittlung der Inhalte. Deshalb gibt sind nur folgende Personen einweisungsberechtigt:
- Kevin Bradenstein
- Stefanie Bühler
- Julian Hammer
- Florian Jung
- Oliver Rennen
Quellen und Lizenz
Die hier veröffentlichten Inhalte stehen unter der CC-BY-SA 3.0 Lizenz.
Einige Textpassagen und Formulierungen wurden aus der Lasercutter-Einweisung des FAU FabLabs entnommen, welche ebenfalls unter CC-BY-SA lizensiert ist.
Backup
Backup der Materialeinstellungen vor dem entfernen von Trotec Defaults.
Trotec Speedy 400
Der Laser Trotec Speedy 400 schneidet und graviert grosse Objekte und grosse Stückzahlen. --> Bild von Gerät einfügen...
Spezifikationen
| Arbeitsfläche Ladefläche |
1000 x 610 mm 1096 x 698 mm |
| Arbeitshöhe | 305 mm bei 2 Zoll Linse 255 mm bei 4 Zoll Linse |
| Lasertyp | CO2-Laser |
| Laserleistung | 120 W mit PWM einstellbar (in %), luftgekühlt |
| Wellenlänge | 10,6 μm (10570...10630 nm) |
| Pulsfrequenz | 500-60.000 Hz |
| Fokuslinsen |
2" = 5,08 cm Brennweite 4" = 10,16 cm Brennweite |
| Fokustiefe | manuell oder automatisch einstellbar |
| Blasdüse extern | 5 bar |
| Blasdüse intern | ? bar (wesentlich weniger) |
| Verfahrensgeschwindigkeit | 3,55 m/s (max. ?) |
| Prozessgeschwindigkeit |
4,32 m/s (15,5 km/h) |
| Wiederholungen | sind möglich |
| Wiederholgenauigkeit | +- 0,015 mm (3/100 mm) |
| Gravur-Auflösung |
Schnell: 333 dpi Qualität: 600 dpi |
Zubehör
Zum Speedy 400 gibt es im ZAM folgendes Zubehör:
Fokuslinsen
| Fokuslinse |
Gravieren |
Schneiden |
| 2" = 5,08 mm Brennweite |
Grafiken mit mittleren Details und Auflösung (500 dpi Auflösung; mit verminderter Schärfe bis 100 dpi Auflösung), Standard-Gravuren |
Mittlere Laserleistung, Acryl < 8 mm, Holz mittlerer Härte < 12 mm. |
| 4" = 10,16 mm Brennweite | Brandgravur Holz, Lasergravieren Grafiken mit geringer Detaillierung mit hohen Laserleistungen | Schaumgummi |
Absaugsystem
ToDo...
Arbeitstisch
ToDo...
Schneiden
| Material |
Dicke |
Leistung |
Puls |
Geschw. |
Linse |
Bemerkungen |
| Acrylglas |
1 mm 2 mm 3 mm 4 mm 6 mm |
90-95% |
10 kHz |
0,3-0,4 |
2" |
Tisch abdecken, Zublasung reduzieren |
| Graukarton |
450 g/m² |
|||||
| Papier |
x |
Schneidplotter benutzen ! |
||||
| MDF-Platte |
||||||
| Floatglas (Fensterglas) |
120 W |
60 kHz | 50 m/s | 4" |
Eine Erhöhung der Laserpulsrate (Hz) beim Schneiden kann eine saubere, flammenpolierte Kante ermöglichen,
insbesondere bei transparenten Materialien.
Nicht möglich ist die Bearbeitung der Metalle Kupfer, Messing, Bronze, Rotguss, Gold, Cadmium, Cobalt, Nickel, Blei, Zinn, Zink.
Glas "schneiden"
Fensterglas (hat grüne Kante) wird mit der TLS-Methode "geschnitten", mit max. Leistung und max. Frequenz.
- Parameter experimentieren: hier max. Leistung (120 W) und max. Frequenz (60 kHz) verwenden. Fokus muss oberhalb der Platte liegen, so dass der Strahldurchmesser auf der Glasoberfläche etwa 5 mm misst. Ein schmal-fokussierter Strahl (4"-Linse) wäre besser, aber der Abstand wird dann vermutlich zu gross? dann die 2"-Linse verwenden. Verfahrensgeschwindigkeit so wählen, dass der Spannungsriss von der Glasoberfläche möglichst bis unten geht (erste Einstellung 50 m/s).
- Abschrecken: Ideal wäre, wenn die Düse hinter dem Laserstrahl die Oberfläche kühlen (abschrecken) könnte... (kalte Luft, vernebelt)
- Glas-Vorbereitung: Das Glas muss zum Schneiden sauber sein. Erst beidseitig mit klarem Wasser waschen und anschliessend trocknen. Dann entlang der vorgesehenen Risslinie mit Petroleum reinigen.
- Initialriss: Jede Schnittlinie braucht einen Initialtiss auf der Linie (einige mm), ausgeführt mit dem Hand-Laserschneider. Durch die thermische Energie des Lasers und die Ausdehnung des Materials wird der Initialriss dann fortgeführt.
- Entlastungsschnitte: Wenn der Schnitt nicht von einer Glaskante zur anderen geht, sondern eine geschlossene Form geschnitten werden soll, dann braucht man Entlastungsschnitte. Zuerst wird 1. die geschlossene Form geschnitten (beispielsweise ein Kreis) . Anschliessend werden 2. ausgehend von der bereits geritzten Form zur Aussenkante des Glases mehrere Entlastungssschnitte gemacht, die den Verlust-Teil aussen rum in mehrere Stücke teilen. Dazu wird für jede Linie mit dem Hand-Glasschneider ausgehend von der bereits geritzten Linie ein durchgehender gerader Initialriss gemacht bis zur Aussenkante der Glasscheibe.
Alternative ist Wasserstrahlschneiden. Anbieter: metallundleben.de Nürnberg (1 Schnitt 150 cm 150 € plus Material).
Plexiglas schneiden
Plexiglas in einem Schnitt schneiden. Schnittkanten werden glatt und transparent.
- Absaugung maximieren, um den Spalt schnell zu kühlen. Dazu den Arbeitstisch rund um das Meterial komplett abdecken, z.B. mit Kopierpapier, damit die Luft voll auf den Schnittspalt wirkt.
- Zublasung an der Düse reduzieren, damit die Kante nicht zu schnell abkühlt.
Zu schnelle Abkühlung führt zur Bildug von Luftbläschen im Material.
Gravieren
| Material |
Dicke |
Leistung |
Puls |
Geschw. |
Linse |
... |
Bemerkungen |
| Acrylglas |
|||||||
| Glas |
|||||||
Tips:
- Die Gravur soll von vorne nach hinten ausgeführt werden. Die Gravur wird dadurch sauberer, da keine Rückstände auf dem Weg zum Auspuff über frisch gravierte Teile geblasen werden.
- Luftunterstützung aktivieren ("On")
- Laserkorrektur (LC-Wert) auf 10 einstellen
- Material muss über den gesamten Arbeitsbereich flach bleiben.
- Durch Erhöhung des Z-Offsets (kontrollierte Entschärfung) wird der Kontrast erhöht und das Gravurbild dunkler.
Das kann aber auch die Gravurdetails verringern.
Handbuch
Handbuch "Trotec Speedy 400" (58 Seiten)
Elektronikbereich
Übersicht
In der Elektronikwerkstatt soll es zukünftig alles geben, um eigene Schaltungen zusammenzulöten, defekte Geräte zu reparieren oder einfach mal schnell etwas auf dem Steckbrett auszuprobieren. Derzeit ist er im Aufbau.
Trotzdem haben wir bereits einige Geräte, die auch verwendet werden können. Um sicherzustellen, dass alle möglichst lange Freude daran haben, sind in diesem Wiki-Kapitel ein paar Tipps zusammengestellt.
Außerdem haben wir bereits einige Bauteile gespendet bekommen. Es sind so viele, dass uns selbst noch etwas die Übersicht fehlt. Deshalb sind wir dabei, sie zu inventarisieren. Solltest du uns dabei unterstützen wollen, melde dich gerne bei uns!
Bitte beachte bei Nutzung der Elektronikwerkstatt, dass wir zeitgesteuert den Strom abschalten. Dies soll verhindern, dass vergessene Geräte (z.B. die Lötstationen) tagelang unbeaufsichtigt laufen. Das bedeutet aber auch: wenn du als Erste:r kommst, wird vermutlich „nichts gehen“ und der Strom muss erst eingeschaltet werden. Dazu muss am hinteren Tisch die Zeitschaltuhr durch Drücken der On-Taste für 3 Sekunden aktiviert werden. Danach kann durch wiederholtes Drücken von On die Zeit eingestellt werden.
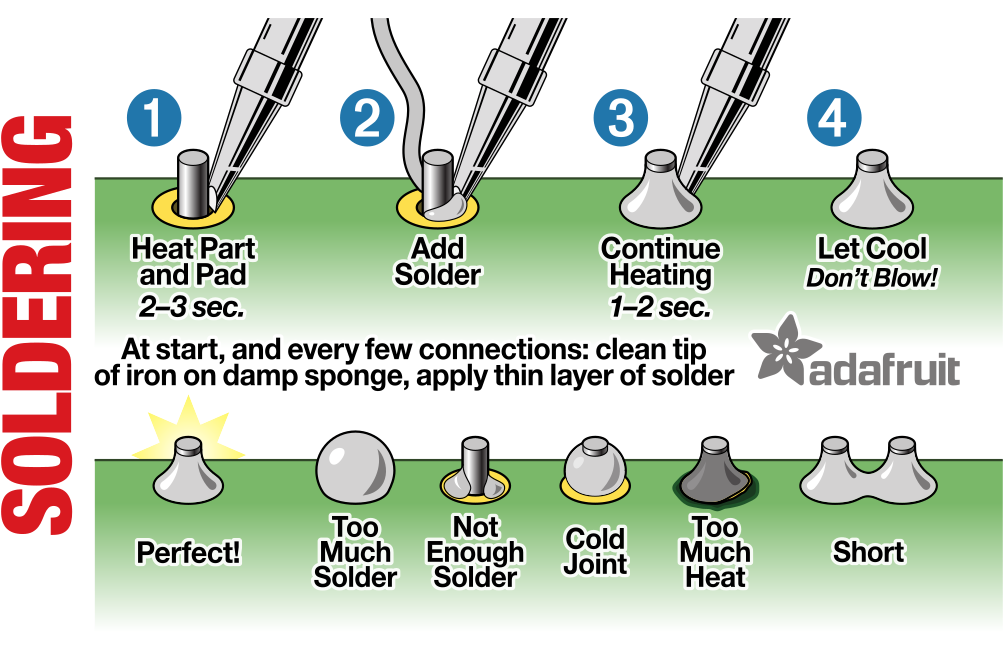
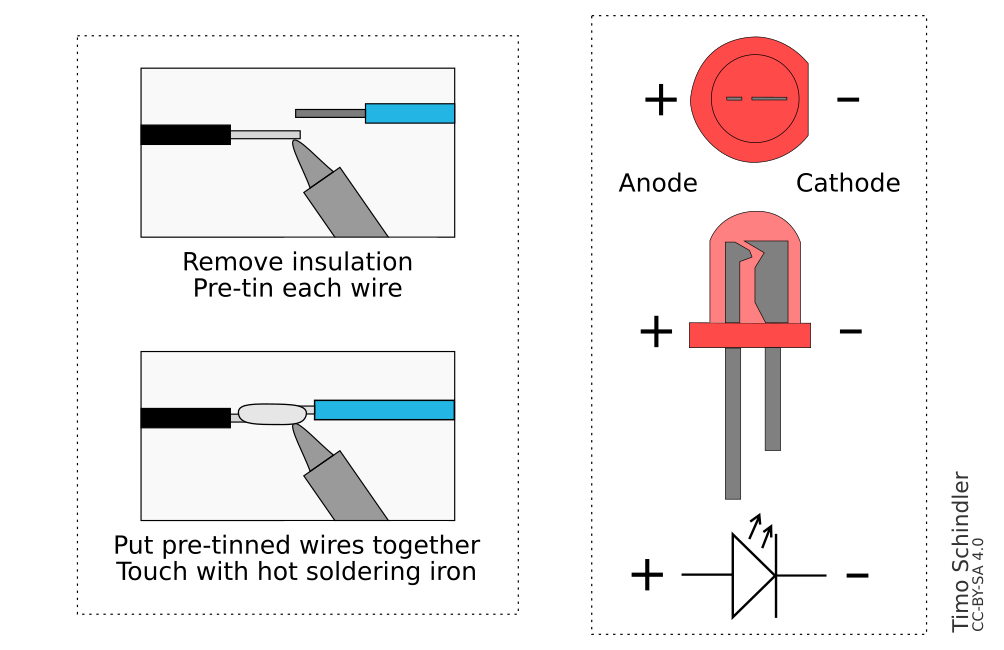
Löten
Löten ist sicherlich eine der häufigsten Tätigkeiten im Elektronikbereich. Daher sind alle vier Arbeitsplätze mit einer Weller-Lötstation ausgestattet.
Sicherheit beim Löten
Ganz wichtig: eingeschaltete Lötkolben sind heiß. Daher auf keinen Fall die Spitze anfassen und beim Wechseln der Spitze warten, bis diese ausreichend abgekühlt ist, damit man sie sicher ablegen kann. Auch das Material, an dem gelötet wird, kann sehr heiß werden (insbesondere dickere Kabel und Masseflächen auf Platinen).
Geräte sind von der Spannungsversorgung zu trennen, bevor daran gelötet wird!
Durch das im Lötzinn enthaltene Flussmittel entstehen gesundheitsschädliche Dämpfe. Bitte benutze die vorhandenen Absauggeräte, um diese zu entfernen!
Wird mit bleihaltigem Lötzinn gearbeitet, sollten regelmäßig die Hände gewaschen werden, um eine Aufnahme des Bleis in den Körper (z.B. beim Essen) zu vermeiden.
Tipps
Temperatur richtig einstellen
Die richtige Temperatur hängt vom verwendeten Lötzinn und dem Material ab, das gelötet werden soll. Anschlüsse an größeren Flächen benötigen höhere Temperaturen, damit der Lötvorgang schnell abgeschlossen werden kann und Bauteile in der Umgebung nicht überhitzen. Jedoch sollte man nicht nach der Regel „viel hilft viel“ verfahren, weil durch zu hohe Temperaturen an der Lötstelle die Platine oder das zu verbindende Bauteil beschädigt werden kann. Außerdem verschleißt bei höheren Temperaturen die Lötspitze schneller.
Folgende Einstellungen sind für die meisten Lötstellen ausreichend:
- für bleifreies Zinn (alle üblichen Legierungen): 350 °C
- für bleihaltiges Zinn (alle üblichen Legierungen): 320 °C
Um die Spitze zu schonen und Energie zu sparen, haben unsere Lötstationen einen Standby-Modus, der 10 Minuten nach dem letzten Lötvorgang die Temperatur auf 200°C reduziert. Die Station kann in diesem Zustand durch einen Tastendruck wieder aufgeweckt werden und heizt dann auf die zuvor eingestellte Temperatur auf.
Bleifrei löten
Bleifreies Zinn hat immer noch den Ruf, schwer lötbar zu sein. Es stimmt, dass es damit leichter zu hässlichen Lötstellen kommt, die nicht mehr richtig aufschmelzen wollen. Dies lässt sich jedoch mit der richtigen Ausstattung und Technik leicht vermeiden, weshalb hier ein paar Tipps zusammengestellt sind.
Temperatur des Lötkolbens
Bleifreie Legierungen haben einen ca. 30 K höheren Schmelzpunkt als Bleihaltige, daher muss die Temperatur für sauberes Löten höher eingestellt werden. Details gibt es weiter oben im Abschnitt Temperatur richtig einstellen.
Wunderstoff Flussmittel
Wer kennt es nicht? Man versucht, eine ältere Lötstelle aufzuschmelzen, aber diese wird nur eine zähe Masse, die nicht sauber verläuft und im Zweifelsfall überall haftet, nur nicht da, wo sie hin soll.
Hier hilft Flussmittel! Dieses bricht die Oxidschicht auf der Lötstelle auf und erhöht die Oberflächenspannung des Zinns, so dass es sich wieder sauber in die Lötstelle saugt.
Es gibt Flussmittel in verschiedenen Varianten, wobei die meisten auf Kolophonium basieren. Beispiele sind:
- Festes Kolophonium (meistens in einer Dose). Dies kann gut verwendet werden, um Entlötlitze zu benetzen. Dazu wird die Litze auf das Kolophonium gelegt und dann mit dem Lötkolben kurz erhitzt, so dass sie sich damit vollsaugt. Anschließend kann sie auf der Leiterplatte verwendet werden.
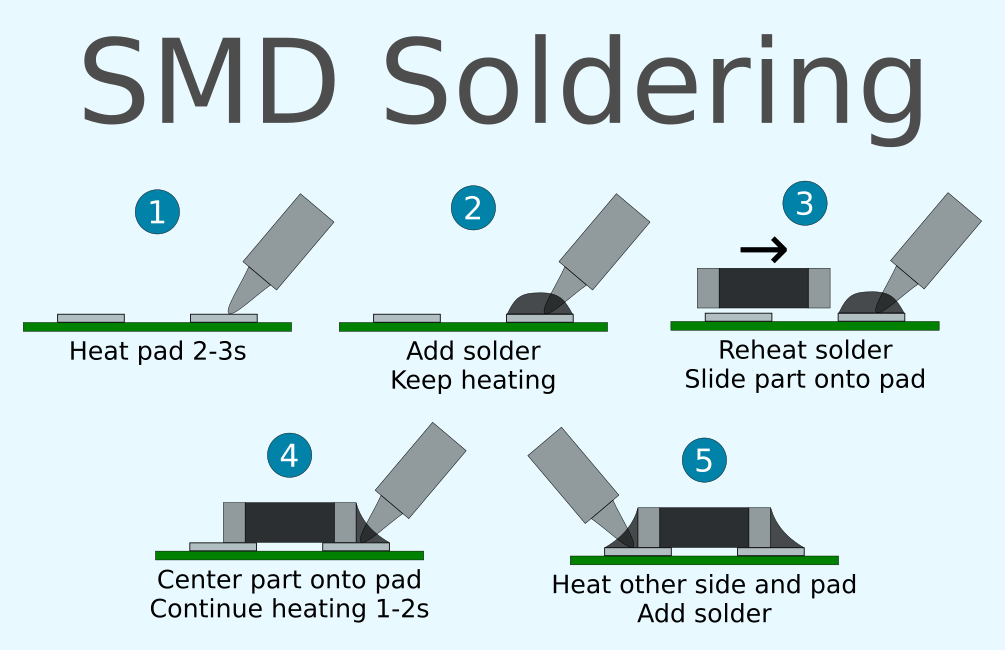
- Flussmittelgel (üblicherweise in Spritzen). Lässt sich präzise auftragen und ist daher sehr gut zum Nachbearbeiten von unschönen Lötstellen geeignet. Auch beim Löten von SMD-Bauteilen sehr hilfreich!
- Flussmittelstifte. Diese enthalten üblicherweise Flussmittel in sehr flüssiger Form, das sich gut auf SMD-Pads verteilen lässt.
In allen Fällen sollte das Flussmittel sparsam verwendet werden, um zu starke Verunreinigungen und übermäßige Rauchentwicklung beim Löten zu vermeiden.
Auf der Platine zurückgelassenes Kolophonium kann mit der Zeit eine schwache Leitfähigkeit entwickeln und dadurch die Schaltung stören. Daher sollte dieses nach Abschluss der Lötarbeiten entfernt werden (z.B. mit Isopropanol oder einem speziellen Leiterplattenreiniger).
Cheat Sheets
 |
 |
|
|
 |
{kind=link}
Ausstattung
Auf dieser Seite gibt es eine Übersicht über unsere Ausstattung an Mess- und Lötgeräten.


Messtechnik
Multimeter
Uni-T UT70D
- Handmultimeter
- 80000 Counts
- True RMS
- Messung von
- Gleich- und Wechselspannung (Gleichspannung mit Millivoltbereich)
- Gleich- und Wechselstrom bis 10 A
- Widerstand (mit Durchgangsprüfer)
- Kapazität
- Diodentester
- Frequenz
⚠️ Das Gerät ist beschriftet mit „Muss kalibriert werden“. Es scheint dennoch richtig zu messen, es ist aber im Zweifelsfall mit Vorsicht zu verwenden.
ETEPON WH5000A
- Handmultimeter
- 6000 Counts
- True RMS
- Messung von
- Gleich- und Wechselspannung
- Gleich- und Wechselstrom bis 10 A
- Widerstand (mit Durchgangsprüfer)
- Diodentester
- Kapazität
- Frequenz
- Umgebungstemperatur (mit internem Sensor)
Fluke 8840A

Wir haben zwei solche Geräte als Leihgabe bekommen.
- Tischmultimeter
- 5 ½ Stellen
- Messung von
- Gleichspannung
- Gleichstrom (nur bis 2A!)
- Wechselspannung und -strom (nur eins der Geräte, beim anderen fehlt das AC-Messmodul)
- Widerstand (auch mit Vierleitermessung!)
- Sehr schnelle automatische Bereichsanpassung
GWInstek GDM-8246

- Tischmultimeter; fest verbaut im hinteren Tisch
- 5 Stellen
- Messung von
- Gleich- und Wechselspannung
- Gleich- und Wechselstrom (bis 20 A)
- Frequenz
- Widerstand (mit Durchgangsprüfer)
- Kapazität
- Über RS232 steuerbar
Netzteile
KORAD KA3005D

- Labornetzteil, linear geregelt
- Spannung 0 bis 30 V, in Schritten von 10 mV
- Strombegrenzung 0 bis 5 A, in Schritten von 1 mA
- Ausgang schaltbar
- Überspannungs- und Überstromabschaltung einstellbar
Manson NSP-3630
- Schaltnetzteil
- Spannung 1 bis 36 V, in Schritten von 10 mV
- Strombegrenzung 0 bis 3 A, in Schritten von 1 mA
⚠️ Ausgangsschalter defekt. Der Ausgang ist immer unter Spannung!
EA-3003S

- Analoges Labornetzteil
- Spannung 0 bis 30 V, mit Poti stufenlos einstellbar
- Strombegrenzung 0 bis 2,5 A, mit Poti stufenlos einstellbar
- Anzeige über Drehspulmessgeräte
- „Made in West Germany“
Hera 368.102.400
- Festspannungsnetzteil, eines pro Tisch fest integriert
- Ausgänge: +15 V, -15 V, +5 V
⚠️ Der maximale Ausgangsstrom dieser Geräte ist unbekannt.
⚠️ Der 5V-Ausgang ist galvanisch von den ±15V-Ausgängen getrennt. Wenn beide mit dem gleichen Bezugspotenzial verwendet werden sollen, müssen die GND-Anschlüsse verbunden werden.
Oszilloskope
Hameg HM-205
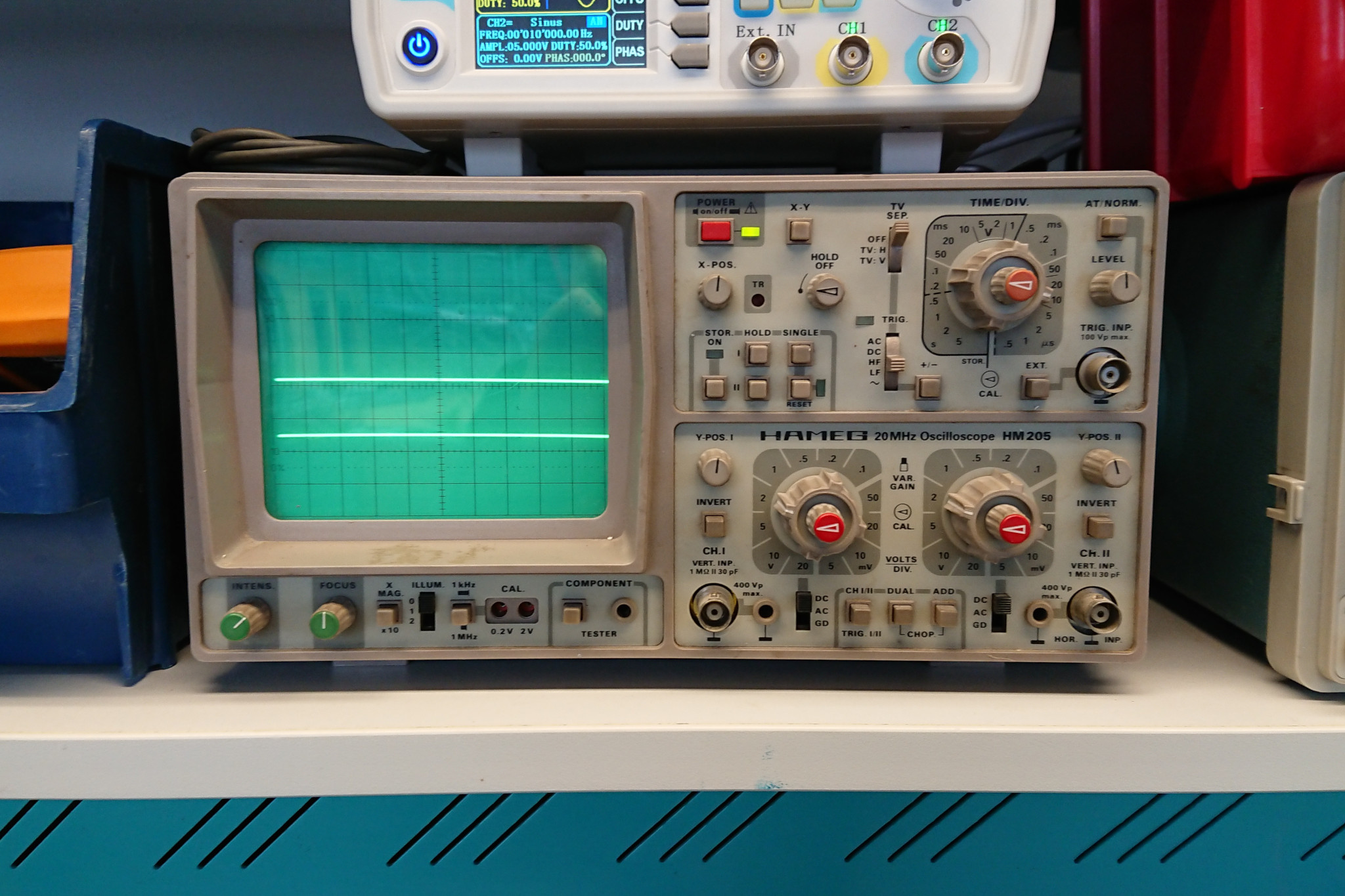
- Analoges Oszilloskop
- 20 MHz Bandbreite
- 2 Kanäle
- XY-Modus
- Mit Speicher
Tektronix 2445
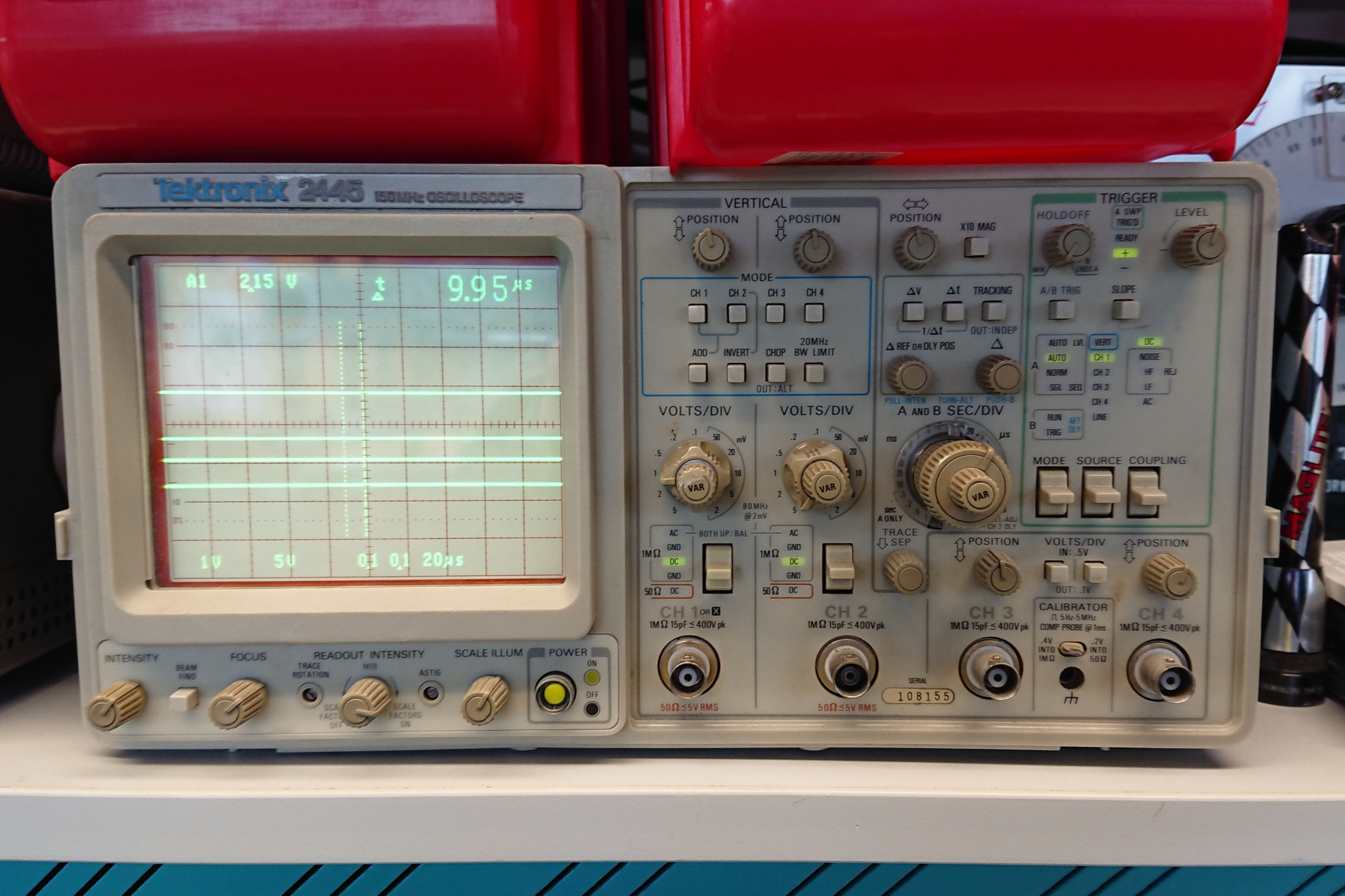
- Analoges Oszilloskop
- 150 MHz Bandbreite
- 4 Kanäle, davon
- 2 voll ausgestattet, mit DC- und AC-Kopplung mit 1MΩ und 50Ω-Abschluss
- 2 eingeschränkt, nur DC, nur 0,5V oder 0,1V/div, nur 1MΩ
- Kein Speicher
- Kein XY-Modus
Tektronix TDS 2002
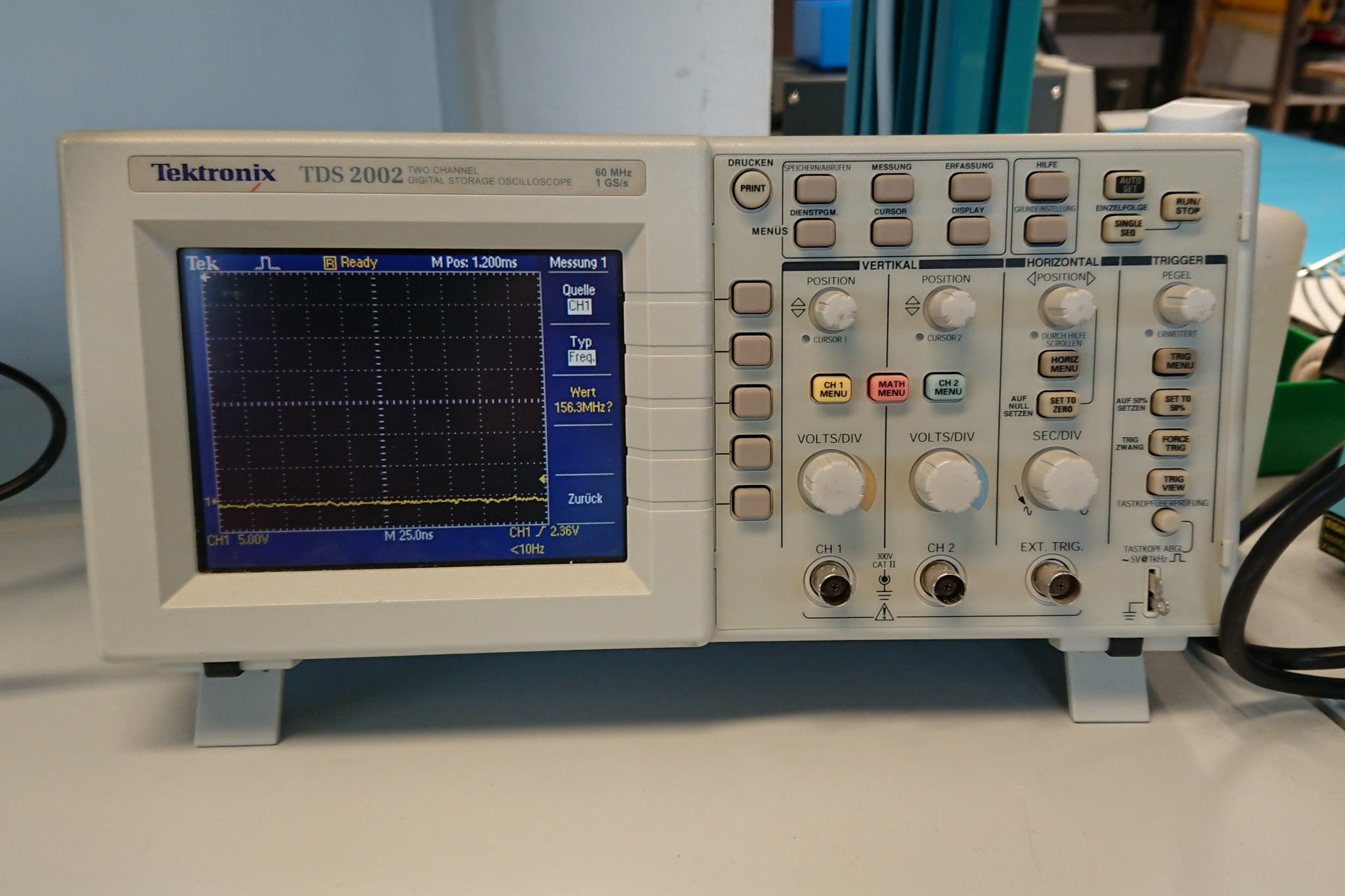
- Digitales Speicheroszilloskop
- 2 Kanäle
- 60 MHz Bandbreite, 1 GS/s
Signalgeneratoren
Joy-It JDS6600 Lite
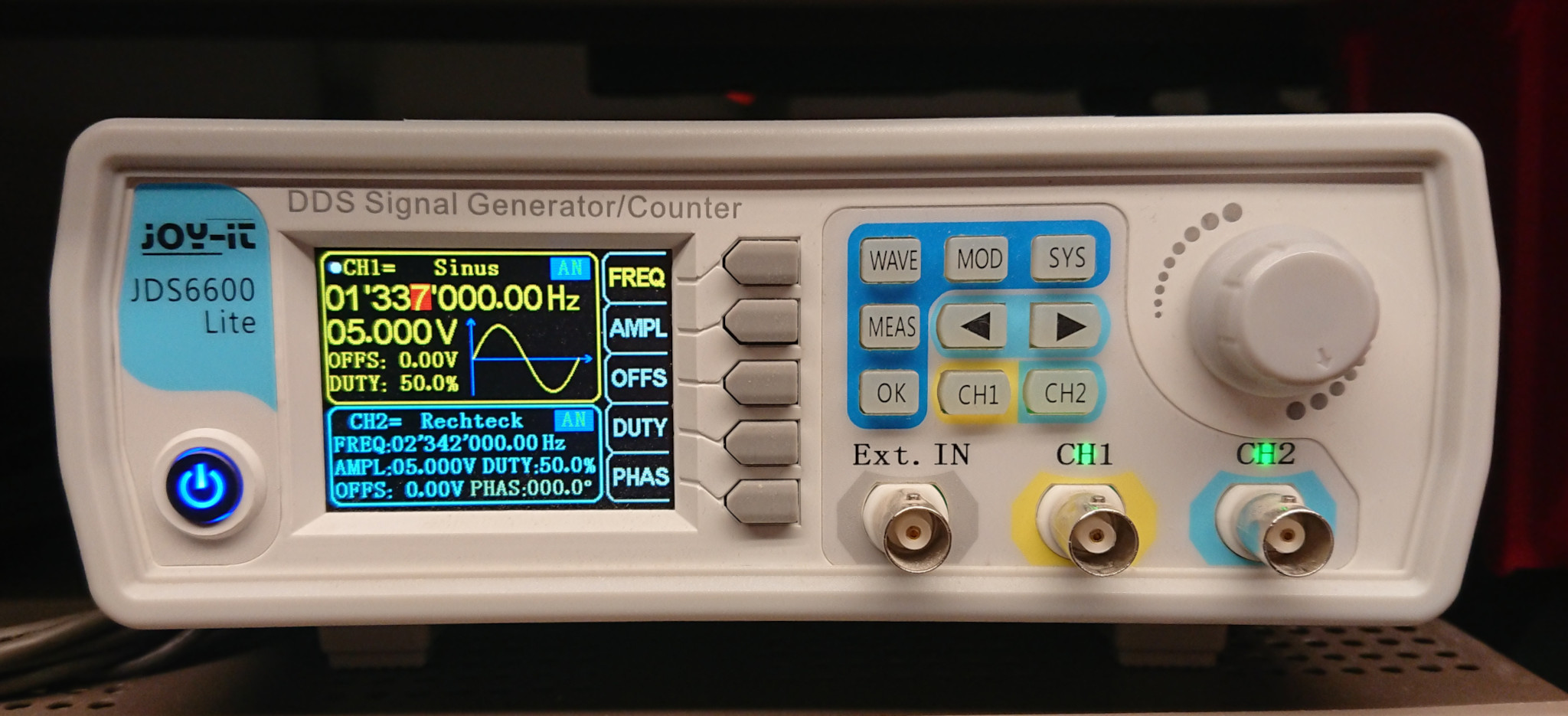
- DDS-Signalgenerator
- bis 15 MHz
- Wellenformen: Sinus, Rechteck, Dreieck, Puls, arbiträr (über USB programmierbar)
- 2 Kanäle
⚠️ Das Gerät hat eine Frequenzabweichung von +50%. Abgesehen davon arbeitet es wie vorgesehen.
Belko Audio-Generator TY-75

- Generator für sehr saubere Sinusschwingungen im Audiobereich
- 20 Hz bis 200 kHz
- Wellenform: Sinus und Rechteck umschaltbar
- Ausgangsimpedanz zwischen 600 Ω und offenem Leitungsende umschaltbar
Weitere Messgeräte
Voltcraft CN3165 High Resolution Counter

- Frequenzzähler mit zwei Frequenzbereichen
- 0 Hz bis 100 MHz mit 1MΩ Eingangsimpedanz
- 50 MHz bis 1 GHz mit 50Ω-Abschluss
- Messzeit und Triggerpegel einstellbar
- 8 Stellen
💡 Wir haben dieses Gerät mit einer genauen 10 MHz-Quelle getestet (synchronisiert mit DCF77). Die Abweichung ist im Bereich von ±0,5 ppm und damit sehr gering.
Löttechnik
Lötstationen
Weller WE 1010
- Einfache Lötstation mit 70W Heizleistung
- Temperatur ist geregelt
- ESD-geschützt
Rework-/Heißluftgeräte
Weller WMD-3
- Rework-Station mit
- Lötkolben (Leistung tbd.; mangels Ablagemöglichkeit noch nicht angeschlossen)
- Heißluft
- Entlötgerät mit Absaugfunktion (z.B. zum Entfernen von Zinn von SMD-Pads)
⚠️ Bitte das Entlötgerät nur mit Einweisung verwenden (wegen der nötigen Reinigung).
Quick 861DW
- Heißluftstation mit sehr hoher Leistung (1000 W), dennoch präzise einstellbar
- Luftdurchsatz bis 50 l/min
- Temperatur 100 bis 500 °C
Inventar
Das ZAM betreibt ein Inventarsystem für Elektronikbauteile zur besseren Übersicht, welche Bauteile vorhanden sind. Es ist zu erreichen unter
→ https://partdb.im.zam.haus ←
Erstellen von Labels für die Sortimentskästen
Dafür gibt es Python-Skripte, die aus einem CSV-Export aus Part-DB den Code für die Labels erzeugen.
Die Skripte mit Beschreibung sind hier zu finden: https://git.tkolb.de/ZAM/Elektronikecke-Labelgenerator .
Tipps und Hinweise zum Eintragen von Bauteilen
- Zu zweit läuft das recht effizient: einer zählt die Bauteile (abwiegen geht sehr gut bei den DIP-ICs), der andere trägt ein.
- Die Anzahl schätzen hat sich bei >20 Stück als schwierig herausgestellt, daher lieber wiegen.
- PartDB hat Standardbilder für sehr viele Bauteile integriert. Diese können einfach für neue Bauteile verwendet werden, indem ein neuer Dateianhang hinzugefügt wird und dann unter URL nach dem Package-Namen gesucht wird, z.B. DIP20.
- Nach dem Übernehmen von Daten aus Octopart müssen folgende Tabs bearbeitet/geprüft werden: Allgemein (Kategorie), Lagerbestände, Dateianhänge
- Bei den Lagerbeständen muss mindestens Ort und Anzahl eingetragen werden
- Unter Dateianhänge sollte es ein passendes oder gar kein Bild geben.
- Es kann passieren, dass bei Verwendung der Octopart-API ein Fehler 500 von PartDB gemeldet wird, sobald man das Bauteil anlegt. Der Grund ist, dass Octopart ewig lange (Proxy-)Links zu Datenblättern erzeugt, die nicht in der Datenbank gespeichert werden können. Diese Einträge (unter Dateianhänge) können einfach gelöscht werden, denn ein Download des „Datenblatts“ funktioniert auch nicht.
Anleitung und Hinweise
Diese Seite enthält Dokumentation zur Elektronikwerkstatt für alle Nutzer:innen.
Arbeitsplätze
Sicherheitsfunktionen
Die Arbeitsplätze sind mit den üblichen elektrischen Sicherheitsfunktionen ausgestattet:
- Jeder Tisch ist mit einem eigenen FI-LS mit 10A Leitungsschutz und 10 mA Fehlerstromschutz ausgestattet.
- Der gesamte Bereich (d.h. beide Tische) kann jederzeit durch Drücken der Not-Aus-Taster stromlos geschaltet werden.
- Das obere Licht ist separat angeschlossen und wird durch den Not-Aus nicht beeinflusst.
Die Tische sind zur besseren Lastverteilung an verschiedene Phasen angeschlossen (L1 und L2). Bitte daher alle Messgeräte in einem Versuchsaufbau am selben Tisch anstecken!
Automatische Abschaltung
Um zu vermeiden, dass vergessene Geräte (insbesondere Lötgeräte) unbeaufsichtigt für lange Zeit an bleiben, wird die Elektronikwerkstatt zeitgesteuert abgeschaltet. Dafür ist der ZAM Power Timer zuständig. Er ist am hinteren Tisch bei den Sicherungen zu finden und sieht wie folgt aus:

Das Foto oben zeigt den abgeschalteten Zustand („OFF“).
Um den Strom anzuschalten, muss der On-Knopf für 3 Sekunden gehalten werden. Währenddessen gibt es eine Sequenz von Pieptönen und eine „Fortschrittsanzeige“ auf dem Display. Ist diese voll, wird der Schütz eingeschaltet, was auch durch eine grüne LED am Power Timer angezeigt wird. Der Timer startet nach dem Einschalten immer mit 600 Sekunden (10 Minuten) verbleibender Zeit und beginnt abwärts zu zählen.
Bitte nach dem Einschalten prüfen, ob Geräte an sind, die nicht an sein sollten. Dies gilt besonders für die Lötstationen!
Die Restdauer kann jederzeit durch erneutes Drücken von On verlängert werden. Jeder Tastendruck verdoppelt die Restzeit, bis zu einem Maximum von 10 Stunden. Sind weniger als 10 Minuten übrig, werden 10 Minuten addiert.
Bevor der Zähler abläuft, wird vor dem baldigen Abschalten akustisch gewarnt, und zwar wie folgt:
- 5 Minuten Restzeit: 1 kurzer Ton
- 1 Minute Restzeit: 2 kurze Töne
- 10 Sekunden Restzeit: 3 kurze Töne
- ≤5 Sekunden Restzeit: jede Sekunde ein kurzer Ton, in der letzten Sekunde ein Längerer
Mit dem Off-Knopf kann der Strom manuell abgeschaltet werden. Dazu ist dieser 3 Sekunden lang zu drücken; es läuft die umgekehrte Sequenz zum Einschalten ab.
Bauteilsammlung
Das ZAM hat einige Bauteile auf Lager, die für eigene Projekte verwendet werden können.
Eine Übersicht gibt es im Inventarsystem. Wir sind hier auf deine Mithilfe angewiesen! Bitte trage Bauteile, die du entnimmst, aus dem entsprechenden Bestand aus. Sollte dir ein Fehler auffallen, kannst du das Bauteil mit „Review benötigt“ markieren oder den Fehler direkt korrigieren. Auch Kleinigkeiten helfen, z.B. das Hinzufügen von Datenblättern.
Sofa und entertainment Ecke
Die Sofa und Entertainment Ecke kommt wie der Name sagt mit Sofas und Entertainment. Du findest dort Kissen, Decken, einen Beamer, eine Soundbar und einen Computer, welcher zum Videos/Filme schauen, Spielen und Musik hören genutzt werden kann. Bitte lies dir hierfür die Regeln zum Benutzen des Rechners durch.
Kissen/Decken
In den Kisten in der Ecke zwischen den beiden Sofas befinden sich Decken. Diese darfst du verwenden. Lege sie aber bitte nach der Benutzung wieder zurück. Versuche sie nicht schmutzig zu machen. Wenn dir das dennoch passiert, gib bitte Bescheid und lege sie nicht gleich wieder zurück.
Regeln der Nutzung für Multimedia Dingen
Grundsätzlich spricht nichts dagegen die Multimedia Ecke zu verwenden. Achte aber bitte immer darauf, dass du keine anderen Menschen dabei störst.
- Frage anwesende Personen bitte immer, ob es in Ordnung ist, wenn du etwas tun möchtest was andere potenziell stören könnte. Achte bitte darauf, wenn andere Kritik äußern.
- Der Werkstattbetrieb immer Vorrang.
- Verwende die Multimedia Ecke nicht für deine eigenen Zwecke, wenn gerade Veranstaltungen in der Werkstatt stattfinden.
- Bitte höre Musik nur in einer angemessenen Lautstärke.
- Gehen mit den Geräten sorgsam um und hinterlasse sie so wie du sie vorgefunden hast (und noch ein Stück besser ;-) ).
-
Liese dir bitte die Anleitungen für die Geräte im folgenden Abschnitt durch.
Die Soundbar

Die Soundbar kommt an der Seite mit Bedienknöpfen ihrer rechten Seite und einer Fernbedienung. Sie ist mit dem Multimediarechner verbunden, kann aber auch via Bluetooth bespielt werden. Zum benutzen muss sie erst eingeschaltet werden.
Eine Anleitung zu dem Gerät findest du hier. Die Soundbar gehört Axel.


Beamer
Du findest die Beamer Fernbedienung an der Säule neben der Tür. Damit kannst du den Beamer an und ausschalten. Einen HDMI Eingang für den Beamer findest du über der Ecke mit den grauen Boxen. Hier befindet sich eine Grüne Box mit der Aufschrift HDMI-2, welche ein Kabel zum Beamer führt. Diese Box ist standardgemäß mit dem Multimedia Rechner verbunden.

Multimedia Rechner

Der Multimediarechner steht hinter den grauen Boxen und ist im normal fall mit dem Beamer und der Soundbar verbunden. Zum Einschalten des Rechners stelle bitte sicher, dass der Beamer zuerst läuft. Solltest du den Rechner vor dem Beamer angeschaltet haben musst du diesen ggf. neu starten. Der Rechner ist Passwort geschützt. Der Standard Benutzer ist allerdings "zam" mit dem Passwort "zam". Auf der Maschine findest du folgende Software:
- Loutris für Spiele
- Dolphin und Retroarch für Spieleemulation
- Freetube zum Ansehen von Youtube Videos
- Firefox, der Webbrowser
Solltest du mehr oder spezielle Software oder Spiele auf dem Rechner haben wollen sprich bitte "Schabi" an.
Auf den grauen Boxen liegen zudem zwei XBox Controller so wie Maus und Tastatur. Leider sind diese nicht mit funk und wurden ggf. Nicht in den Rechner eingesteckt. Bitte stelle zum Benutzen sicher, dass die Peripherie mit der Maschine verbunden ist.
