Lasercutter
Mit dem Lasercutter (im ZAM ein Zing 6030 mit 30W Leistung) kann Kunstoff, Holz, Pappe und Papier graviert und geschnitten werden. Metall kann damit nicht bearbeitet werden. Die Arbeitsfläche ist 30x60cm.
- Lasercutter Einweisung - Zing
- Technische Details
- Demokärtchen
- Log
- Wartung
- Best Practice
- Lasercutter Einweisung - Trotec Speedy
Lasercutter Einweisung - Zing
Diese Zusammenfassung der wichtigsten Punkte für Sicherheit von Mensch und Maschine basiert auf der Einweisung des FAU FabLabs. Details und ausführliche Erklärungen finden sich dort.
Gefahren und Wichtiges
- Nutzung nur nach Einweisung.
Eine Einweisung umfasst eine Besprechung der Gefahren und deren Vermeidung, sowie die praktische Übung am Gerät, inkl. eines “Rollenspiels” zum Brandfall. Dokumentiert wird die Einweisung per Unterschrift. - Gerät niemals unbeaufsichtigt betreiben, wegen Brandgefahr.
Lasercutter schneiden und gravieren mit Hitze, d.h. sie erwärmen, verbrennen oder verdampfen das Werkstück (sehr gezielt). Dabei kann es zu unkontrollierten Bränden kommen. Deshalb muss der Lasercutter im Betrieb immer beaufsichtigt werden um im Bandfall schnell eingreifen zu können.
Was tun, wenn's brennt?
Bei kleinen Flammen: Laserauftrag durch STOP-Knopf anhalten und beobachten.- Deckel anheben (reicht meist)
- Deckel ganz öffnen
- Feuer mit nebenstehenden CO2-Löscher bekämpfen
Das HappyLab in Wien ist wegen eines unbeaufsichtigt laufenden Lasercutters einmal ausgebrannt.
- Nur geeignete Materialien verwenden, wegen Gefahren für Gesundheit und Gerät.
Keine unbekannten Materialien. Besonders keine Materialien die giftige Gase entwickeln können, wie zum Beispiel PVC, Teflon, etc. Der Filter wird diese Stoffe nicht restlos entfernen. Außerdem kann das Gerät, besonders die Linse und Spiegel, Schaden nehmen.
Welche Materialien geeignet sind erfährst du im Abschnitt "Materialien". - Nicht leicht entzündliche Sachen im Lasercutter bearbeiten, wegen Brand und Explosionsgefahr.
Feuerzeuge (außer diese wurden noch nie befüllt), Gasflaschen und dergleichen können durch die eingebrachte Wärme Feuer fangen und sogar explodieren. Bei Akku-betriebenen Geräten muss der Akku Entfernt werden, wenn das Gehäuse nicht aus Metall oder Glas ist, denn der Laser könnte sich durch das Gerät – bis zum Akku – schneiden und diesen entzünden. - Glasdeckel sachte öffnen und schließen, sonst geht dieser kaputt.
Nutzung
- Entwurf als SVG-Datei vorbereiten
Schnitte als rote Linien
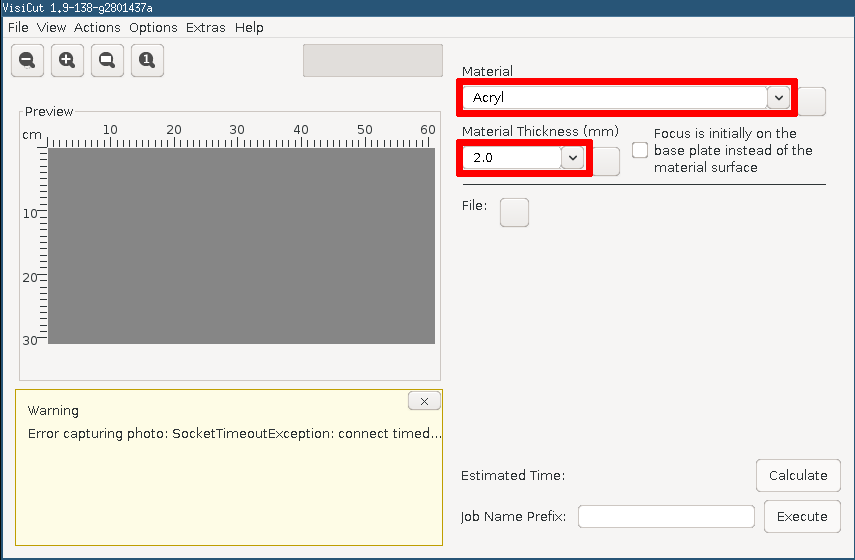
Gravuren als schwarze Flächen und Linien oder als Schwarz-Weiß-Grafiken einbetten - SVG-Datei in VisiCut laden, Materialeinstellungen und Dicke auswählen
- Material in Lasercutter einlegen, Fokus einstellen
Focus-Knopf, Federpendel über Material absenken, mit Pfeiltasten (Hoch/Runter) so einstellen, dass das Pendel auf der Materialoberseite gerade so aufliegt
Mit RESET-Knopf bestätigen - In VisiCut, z.B. mithilfe des Kamerabild, die Zeichnung platzieren
- Auftrag von VisiCut an Lasercutter senden, warten bis Auftrag erfolgreich gesendet wurde
Tonsignal des Lasercutters und Meldung in VisiCut bestätigen Übertragung - Glasdeckel sachte schließen, Lüftung anschalten
- Auftrag mit START-Knopf starten
- Lasercutter bis zum Auftragsende beobachten, bei Feuer eingreifen
- Werkstück entnehmen und Abschnitte entfernen
Materialien
Damit Materialien sicher für Mensch und Maschine sind, dürfen diese beim Erhitzen, Verbrennen oder Verdampfen nicht zu toxischen oder ätzenden Stoffen werden und sollte außerdem nicht "spritzen". Wenn Material auf die Linse spritzt wird diese leicht beschädigt (und Ersatz ist teuer).
✅ Erlaubte Materialien
- unbrennbares: Metall, Glas, Keramik, Stein
- dünne Lackschichten auf Metall (außer Teflonbeschichtung)
- Acrylglas (PMMA)
- PET (z.B. Overheadfolie, Bayer Vivak)
- Moosgummi (z.B. EVA Schaum)
- POM (Polyoxymethylen, z.B. Delrin)
- Papier, Pappe, Karton
- Holz (auch Sperrholz, MDF, HDF und ähnliche Werkstoffe nur aus Holz und Leim)
- "trockene" Nahrungsmittel, soweit bekannt, wie zum Beispiel Äpfel (nur gravieren), Butterkeks ohne Schokolade, Brezen, ...
- PE Polyethylen (z.B. DuPont Tyvek) / PP Polypropylen:
Schaumstoffe gehen gut
Platten schlecht laserbar, aber erlaubt - PS Polystyrol bis 1mm Dicke
- PC Polycarbonat bis 1mm Dicke
- spezieller laserbarer Stempelgummi aus dem FabLab
- Heißlaminierfolie nur wenn sie laut Datenblatt des Herstellers aus PET+EVA besteht (keine Kaltlaminierfolie, diese enthält oft PVC)
- Baumwolle (auch Viskose), Leinen, Naturfasern
- Bastelfilz, wenn aus Viskose oder Viskose-Wolle-Mischung
Wolle stinkt beim Lasern wie verbrannte Haare, ist aber sonst nicht problematisch. - Schellack
Verwechslungsgefahr muss ausgeschlossen sein: Normale Schallplatten sind nicht aus Schellack sondern aus PVC und deshalb verboten.
❌ Verbotene Materialien
- im Zweifelsfall: alles was nicht erlaubt ist
- nicht eindeutig identifizierbare Kunststoffe („irgendwas durchsichtiges“)
- spritzendes oder stark wässriges Material (Schokolade, ...)
- Schallplatten aus Vinyl (ist PVC). Alternative siehe: Schellack
- ABS, Epoxidharz (GFK, CFK, Platinen), weil es übelst stinkt
- PS Polystyrol / PC Polycarbonat dicker als 1 mm, weil es beim Lasern spritzt
- PA Polyamid / PU Polyurethan / Textilien mit Nylon- oder Elastan-Anteil / NBR-Gummi Nitrilkautschuk / alle Stoffe, die gleichzeitig H-, C- und N-Atome enthalten: entwickelt Blausäure (HCN)
- halogenhaltige Kunststoffe: PVC = Vinyl = Neopren, PTFE = Teflon (z. B. als „glitschige“ Beschichtung von Taschenmessern), PFA, ...
Erteilen von Einweisungen
Das Erteilen von Einweisungen bedarf viel Erfahrung am Gerät und Klarheit bei der Vermittlung der Inhalte. Deshalb gibt sind nur folgende Personen einweisungsberechtigt:
- Stefanie Bühler
- Julian Hammer
- Daniela Novac
- Florian Jung
- Matthias Nagl
- Kevin Bradenstein
Quellen und Lizenz
Die hier veröffentlichten Inhalte stehen unter der CC-BY-SA 3.0 Lizenz.
Einige Textpassagen und Formulierungen wurden aus der Lasercutter-Einweisung des FAU FabLabs entnommen, welche ebenfalls unter CC-BY-SA lizensiert ist.
Technische Details
Lasercutter: Zing 6030 mit 30W, Herstelleranleitung, wurde Vertrieben durch cameolaser.de
Lüftung: vacuAir UML-340
VisiCut
Link: http://visicut.org/
Git Repo mit ZAM-spezifischen VisiCut Einstellungen: https://github.com/zam-haus/visicut-settings
Der zam Nutzer auf dem Lasercutter-Rechner kann dort hin pushen. Darauf achten, das nur gewollte Änderungen commited und gespushed werden.
Demokärtchen
Die Demokärtchen für den Lasercutter sollen zeigen, wie die Laserergebnisse mit den jeweiligen Materialien und Einstellungen aussehen werden.
Einerseits bieten sie eine Hilfe für jeden, der Lasern will: Sie zeigen, wie rote Schnittlinien, grüne Markier-Linien und Gravuren aussehen.
Andererseits kann man an ihnen gut seine Materialeinstellungen testen, wenn man ein neues Material hinzufügt. Bitte tragt in dem Fall den richtigen Materialnamen ein und stellt das Kärtchen zu den anderen, damit der nächste auch etwas davon hat.
Wenn du selbst ein Demokärtchen lasern willst, folge bitte dieser Anleitung:
- Öffne die Datei laserdemo.svg in Inkscape
- Trage das verwendete Material ein. Bitte benutze dafür den gleichen Namen, wie er auch in den Visicut-Materialeinstellungen angezeigt wird, und ggf. die Dicke.

- Trage "Normale Gravur" oder "3D-Gravur" ein, je nachdem ob du das "schneide rot, graviere Rest, ..."- oder "schneide rot, 3D-graviere Rest, ..."-Mapping verwenden willst.

- Nachdem du beides eingetragen hast, schicke die Datei wie üblich an Visicut über "Erweiterungen" -> "Lasercut path" -> "Open in Visicut". Wichtig: öffne nicht die SVG-Datei direkt in Visicut. Das führt zu subtilen Fehlern, wie unleserlicher Schrift.
- Lasere das Kärtchen und stelle es zum entsprechenden Material.

Log
6.1.2023 - Kamera
Haben versucht die Kamera zu kalibrieren. Zunächst die Kamera mit Heißkleber fixiert. Dann die Marker gedruckt. Wir haben guvcview verwendet. Leider war die Ausleuchtung zu ungleichmäßig, so dass der Bereich um einige Marker zu hell und um andere zu dunkel war. Haben erstmal aufgegeben. -> Einschätzung: Es braucht eine Leuchtstarke Lampe die deutlich über dem Laser hängt und den Innenbereich gleichmäßig ausleuchtet.
Morty
Wartung
Wartung vom 06. Juli 2023
Anwesend:
- Jochen Hunger
- Kevin Bradenstein
- Herr Roger(?) von cameo/epilog
Offizieller Servicebericht vom 06. Juli 2023
Zustand vom Laser
- soweit alles im grünen Bereich 🥳
- Querriemen ist im oberen linken Arbeitsbereich etwas stärker abgenutzt
- erkennbar an der Testgravur die "tttt" sind links ein bisschen fetter (sie wurden oben links im Laserbett gelasert) als die rechts (diese wurden oben rechts im Bett gelasert). Da man aber die einzelnen "t"s sich noch nicht berühren und man den Strich dazwischen deutlich sehen kann ist das noch voll im akzeptablen Rahmen
- Empfehlung: Tausch in ca. einem Jahr. Können wir selber machen. Kostenpunkt 20-30 Euro für das Ersatzteil
- erkennbar an der Testgravur die "tttt" sind links ein bisschen fetter (sie wurden oben links im Laserbett gelasert) als die rechts (diese wurden oben rechts im Bett gelasert). Da man aber die einzelnen "t"s sich noch nicht berühren und man den Strich dazwischen deutlich sehen kann ist das noch voll im akzeptablen Rahmen
- Laserröhre ist bei ca. 30,5 Watt Maximalleistung
- ausgeliefert wird die Laserröhre in unserem Modell mit ca. 32-35 Watt Maximalleistung - wir liegen aktuell minimal darunter. Konkret wurden bei der ersten Messung 29,5 Watt und bei der zweiten Messung 31,5 Watt gemessen
- Unsere Röhre wurde 2016 verbaut. Wir befinden uns am Ende der durchschnittlichen Lebensdauer von 6 bis 6,5 Jahre. siehe Graph des Herstellers
- Im Betrieb unbedingt auf gleichbleibende Temperaturen achten. Temperaturschwankungen (auch über den Tag verteilt) sind ein großer Negativfaktor für die Lebensdauer der Röhre
- Empfehlung: Benötigte einstellte Leistung bei bekannten Materialien beobachten: Sollte die benötigte Leistung für Gravur/Schnitt innerhalb von kurzer Zeit ansteigen, muss die Röhre getauscht werden. Kostenpunkt ca. 2800 Euro. Bei unseren aktuellen Messwerten kann nicht klar gesagt werden, ob wir uns am Anfang des "Leistungsabnahme"-Knicks befinden oder ob wir noch ein paar Jahre Ruhe haben.
- Sauberkeit:
- Grundsätzlich ist unser Gerät im guten Zustand, jedoch sollen wir darauf achten auch "versteckte" Stellen wie Laufschienen, Linse, Spiegel regelmäßiger zu reinigen.
- Idee: Reinigungsplan (siehe unten) mit regelmäßigen Kontrollen und passender Anleitung im Wiki, wie man an schwierige Stellen kommt.
Allgemeine Empfehlungen:
- Abluft
- Empfehlung Vorfilter: falls wir viel Hartholz/Stempel gravieren, wird uns ein Vorfilter empfohlen. Dieser erhöht die Lebensdauer des HEPA-14 Filters enorm: Vorfilter im Cameo-Shop Ersatzfilter kostet hier im Original von Cameo/Epilog "nur" 100 Euro. Herr Roger meinte jedoch, es wird ein LKW-Luftfilter verwendet (auf Anschlussmaße achten)- im Internet kosten diese ca. 30-40 Euro
- Wechsel Aktivkohlefilter erst nötig, sobald die Luft aus dem Umluftkasten merklich nach dem Verarbeiten Material zu stinken beginnt
- Abluft nach außen: Falls wir Abluft nach außen planen und hier etwas selber bauen (lassen) wollen, so sollen wir uns an dem Datenblatt der kleinsten verkauften Abluftanlage von cameo orientieren und hier unbedingt auf die Werte Ventilautorenleistung und Pressung achten
- Reinigung
- Arbeitsraum: Bref Power Reiniger gegen Fett und Eingebranntes eignet sich gut für alle Ablagerungen (und funktioniert auch z.B. auf gravierten Holz mit einer Bürste gegen Rußreste gut)
- Linse/Spiegel: Idealerweise Linsenreiniger von cameo verwenden. Im Notfall tut es auch 30% Isopropanol-Lösung. Zusammensetzung vom Reiniger als Referenz.
- Coole Links
- http://boxdesigner.frag-den-spatz.de/
- https://kyub.com/ (Boxmaker/CAD-Tool, closed beta)
Reinigungsplan
Monatlich
- Laufschiene an der Brücke reinigen
- Linse checken (z.B. mit Taschenspiegel oder heraus schrauben) und bei Bedarf reinigen (spezieller cameo Linsenreiniger oder 30% Isopropanol)
alle halbe Jahre
- Seitliches Gehäuse links aufschrauben
- checken, ob nach oben gerichtete Lüfter frei sind
- interne Spiegel und Auslassfenster reinigen (mit Linsenreiniger)
- mit wenig Maschinenfett an den Fingern die Laufstangen (links uns rechts) einmal berühren - schmiert sich dann selber richtig
- Spiegel/Linsenwagen lösen (zuerst die zwei Schrauben, dann den Federmechanismus oben) und reinigen
Best Practice
Sammlung von Erfahrungswerten und praktischen Hinweise für gängige Bastelprojekte
Ideen und Vorlagen
- Vorlagen zum erstellen von Boxen und Aufbewahrungshilfen: https://www.festi.info/boxes.py/
- Verbindungen von Plexiglaselementen
https://store.curiousinventor.com/blog/how-to-make-cheap-lasercut-custom-boxes-for-your-diy-electronics/
Workflow zum Lasercutten
Empfohlenes Vorgehen:
- Falls noch nicht erledigt: Eigenen Laptop mit Lasercutter verbinden. Dazu ins Zam Netzwerk einloggen. Die Einrichtung dauert unter 5 Minuten, die Arbeitsersparnis ist enorm - vor allem wenn mit Schriftarten gearbeitet wird, welche nicht auf dem ZAM PC installiert sind.
- Platte aus der gecuttet werden soll raussuchen (1. Müll, 2. Vorrat) und vermessen
- Dokument in Inkscape anlegen, mit den Maßen der Platte. Bei bereits ausgeschnittenen formen, einfach Platzhalter an die entsprechenden stellen ziehen. Im weiteren Verlauf bildet dieses Inkscape-Dokument quasi den digitalen Zwilling für die Platte im Lasercutter zur Verwaltung der freien Flächen.
- Lasercutt-Daten zu Dokument hinzufügen und auf der Platte positionieren
- rot, #ff0000ff: schneiden
- grün, #00ff00ff: markieren
- schwarz, #000000ff: gravieren
- blau, #0000ffff: ignorieren
- Nächstes Element (oder Elemente) zum cutten an den Lasercutter senden via VisiCut Plugin for Inkscape (https://hci.rwth-aachen.de/visicut-inkscape-plugin). Das Element wird genau gleich, wie in Inkscape positioniert. Zusätzlich werden alle Elemente als Pfade umgewandelt (bei nicht umgewandelten Elementen kann es zu Abweichungen beim Lasercutten kommen).
- VisiCut einstellungen treffen und Jobnamen festlegen.
Empfehlung Jobname: Initialien und aktuelle Minuten. Wenn Hans Müller um 18:35 Uhr einen Job versendet, wäre das "hm35". Das ist kurz und eindeutig.
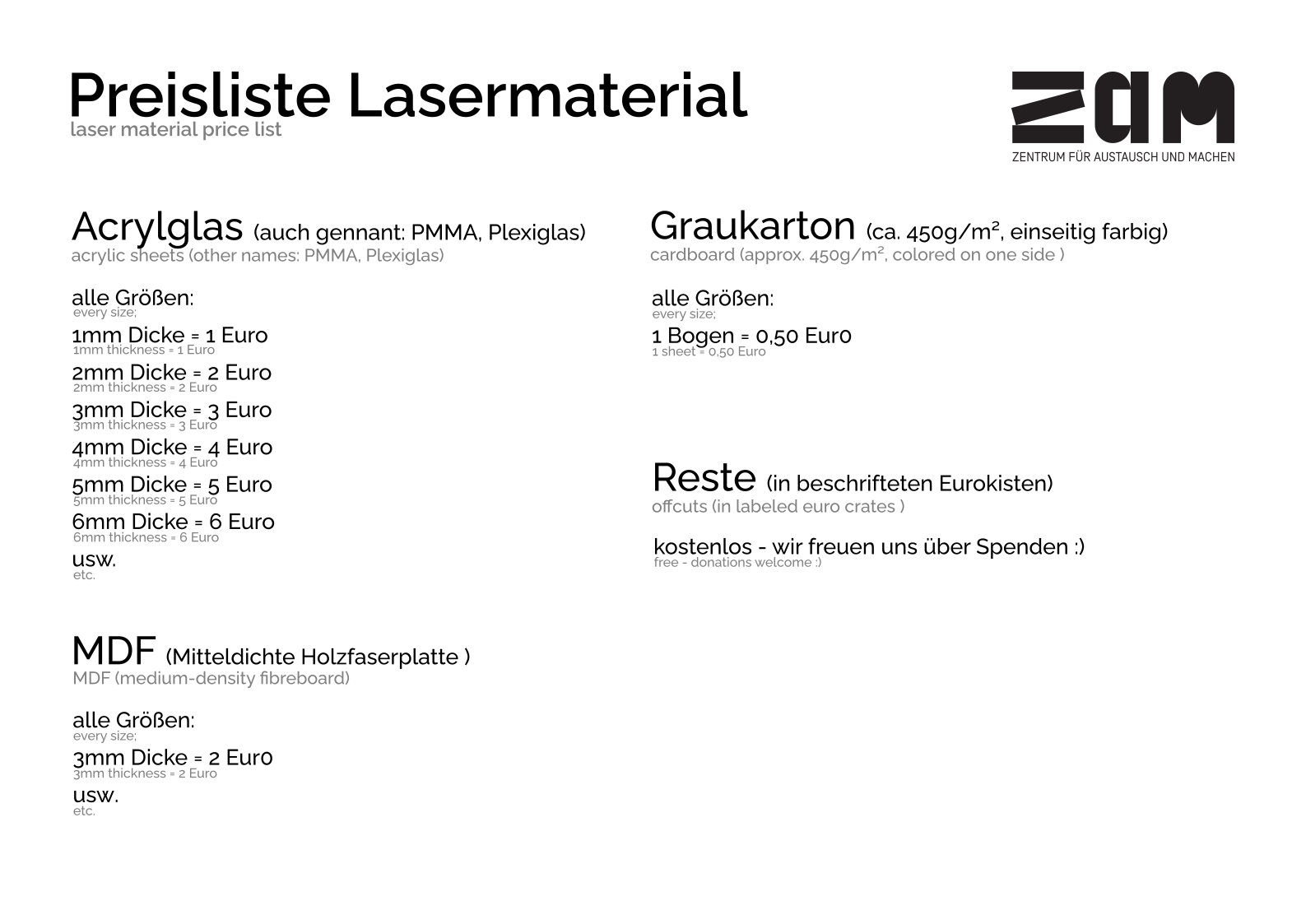
Materialkosten
Preisliste Stand 15. Januar 2024
Steckverbindungen und Burn-Korrektur
Erfahrungswerte Burn-Korrektur: Bitte neuestes Datum oben
| Datum |
Gerät |
Material + Dicke |
Burn-Korrektur |
Eigetragen von |
| 2024-01-19 |
Zing 6030 |
HDF 3mm |
0.06 |
Markus Dutschke |
Hintegrund
Beim Erstellen von Rechteck-Steckverbindungen wie auf Pyboxes verwendet (ineinander greifende Rechtecke) müssen folgende Effete beachtet werden, um eine Passgenauigkeit zu erzielen, welche weit genug zum zusammenführen und eng genug für einen stabilen Halt ist:
- große des Laserstrahl
Die Schnittdicke des Lasers führt dazu, dass ineinander greifende Rechtecke eine ganz leichte Lücke aufweisen - Materialeigenschaften
Verhalten und Oberfläche des Materials an den Schnittkanten bestimmt ebenfalls die Eigenschaften der Steckverbindung - Laserstrahl ist nicht parallel sondern fokusiert
- Laserstrah ist nicht punktförmig, sondern oval
- Genauigkeit (Diskretisierung) Motorsteuerung
- (eventuelle) Schiefstellung des Lasers
Wenn der Laser nicht 100% Senkrecht steht, sondern ganz leicht schief, sind die Schnittkanten nicht mehr senkrecht und es wird etwas mehr Spiel benötigt, um Rechteck-Steckverbindungen zusammenzustecken. Diese extra Toleranzen hängen vom Zusammensteckwinkel und der Orientierung der Steckverbindung beim Lasercutten ab.
Der Einfachheit halber, fassen wir diese Effekte als Burn-Korrektur zusammen. Es ist am sinnvollsten diese empirisch zu ermitteln. Da auch andere Effekte als die Laserausdehnung eine Rolle spielen, muss diese nicht für alle Materialtypen und Dicken gleich sein.
Definition der Burn-Korrektur
Bei der Definition der Burn-Korrektur lassen wir die anderen Effekte außer Acht und betrachten nur die physische Ausdehnung des Laserstrahl. Die Burn-Korrektur entspricht hierbei dem Radius des Laserstrahls.
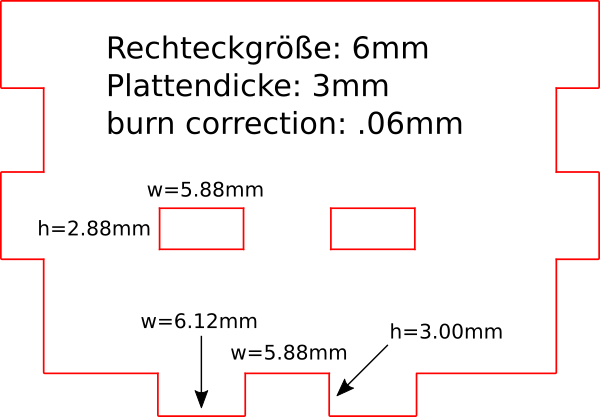
Nehmen wir für die folgenden Beispiele eine Burn-Korrektur von 0.06mm an.
Unterschied zwischen positivem und negativem Ausschnitt:
Möchte ich also ein Quadrat von 6mm Kantenlänge ausschneiden, muss ich dieses 6.12mm groß designen, da beim ausschneiden an beiden Rändern der Radius des Laserstrahls von 0.06mm zusätzlich abgetragen wird. Möchte ich hingegen eine quadratische Aussparung von 6mm Kantenlänge erzeugen, so muss ich dieses als 5.88mm großes Quadrat anlegen, da der Radius des Lasers zusätzlich abgetragen wird.
Abmessung Burn-Korrektur:
Hier nocheinmal die typischen Bemaßungenbei einer Rechteck-Steckverbindung
Download als .svg: 240201_burnKorrektur.svg
Verbindung von Lasergecutteten Teilen
Rechteck Steckverbindung
Standardverbindung. Zur vollen Stabilität noch kleben
Kleben
Einschmelzgewinde
Schriftzüge auf Acryl
Lasercutter Einweisung - Trotec Speedy
Dies ist der Anfang der Lasercutter Einweisung.
Backup der Materialeinstellungen vor dem entfernen von Trotec Defaults.