Lasercutter Einweisung - Trotec Speedy
Diese Zusammenfassung der wichtigsten Punkte für Sicherheit von Mensch und Maschine basiert auf der Einweisung des FAU FabLabs. Details und ausführliche Erklärungen finden sich dort.
Gefahren und Wichtiges
- Nutzung nur nach Einweisung.
Eine Einweisung umfasst eine Besprechung der Gefahren und deren Vermeidung, sowie die praktische Übung am Gerät, inkl. eines “Rollenspiels” zum Brandfall. Dokumentiert wird die Einweisung per Unterschrift. - Gerät niemals unbeaufsichtigt betreiben, wegen Brandgefahr.
Lasercutter schneiden und gravieren mit Hitze, d.h. sie erwärmen, verbrennen oder verdampfen das Werkstück (sehr gezielt). Dabei kann es zu unkontrollierten Bränden kommen. Deshalb muss der Lasercutter im Betrieb immer beaufsichtigt werden um im Bandfall schnell eingreifen zu können.
Was tun, wenn's brennt?
Dieser Punkt muss noch überarbeitet werden. Ist noch nicht an Trotec angepasst.
Bei kleinen Flammen: Laserauftrag durch STOP-Knopf anhalten und beobachten.- Deckel anheben (reicht meist)
- Deckel ganz öffnen
- Feuer mit nebenstehenden CO2-Löscher bekämpfen
Das HappyLab in Wien ist wegen eines unbeaufsichtigt laufenden Lasercutters einmal ausgebrannt.
- Nur geeignete Materialien verwenden, wegen Gefahren für Gesundheit und Gerät.
Keine unbekannten Materialien. Besonders keine Materialien die giftige Gase entwickeln können, wie zum Beispiel PVC, Teflon, etc. Der Filter wird diese Stoffe nicht restlos entfernen. Außerdem kann das Gerät, besonders die Linse und Spiegel, Schaden nehmen.
Welche Materialien geeignet sind erfährst du im Abschnitt "Materialien". - Nicht leicht entzündliche Sachen im Lasercutter bearbeiten, wegen Brand und Explosionsgefahr.
Feuerzeuge (außer diese wurden noch nie befüllt), Gasflaschen und dergleichen können durch die eingebrachte Wärme Feuer fangen und sogar explodieren. Bei Akku-betriebenen Geräten muss der Akku Entfernt werden, wenn das Gehäuse nicht aus Metall oder Glas ist, denn der Laser könnte sich durch das Gerät – bis zum Akku – schneiden und diesen entzünden. - Glasdeckel sachte öffnen und schließen, sonst geht dieser kaputt.
Nutzung
Die Schritte sollten noch etwas ausgedünnt und auf das wesentliche reduziert werden. Auch muss jeweils klar sein was am Rechner/im Browser und was am Laser gemacht werden soll. Bestenfalls sollte erst alles am Rechner und dann alles am Laser erklärt werden.
- Vektordaten für Schnitte als SVG-Datei vorbereiten
Schnitte als rote Linien (RGB Farbe #FF0000) - Linienbreite wird ignoriert
Markierungen (Vektor-Gravur) als grüne Linien (RGB Farbe #00FF00) - Linienbreite wird ignoriert - Bilder für Gravuren als PNG oder JPG bereitstellen - diese werden von Ruby automatisch in Graustufen konvertiert
- Trotec Nutzungskarte für die Anmeldung holen (es können mehrere Nutzer gleichzeitig auch von verschiedenen Rechnern eingeloggt sein. Diese müssen aber alle unterschiedliche Zugangsdaten nutzen - daher die Karten)
- Im Google Chrome Browser (NICHT Firefox) die folgende Adresse öffen:
https://lasercutter-trotec.im.zam.haus:2402/login2402
Es erscheint ggf. eine Sicherheitswarnung
Diese Meldung bitte ignorieren (erst "Erweitert" Button anklicken, dann "Weiter zu lasercutter-trotec.im.zam.haus") - In den Anmeldebildschirm die Zugangsdaten der Trotec Nutzungskarte eintragen und auf "Anmelden" klicken
- Die Ruby Software ist in vier Bereiche eingeteilt: Manage, Design, Prepare und Produce
Bitte von der Startseite "Manage" zum Bereich "Prepare" wechseln
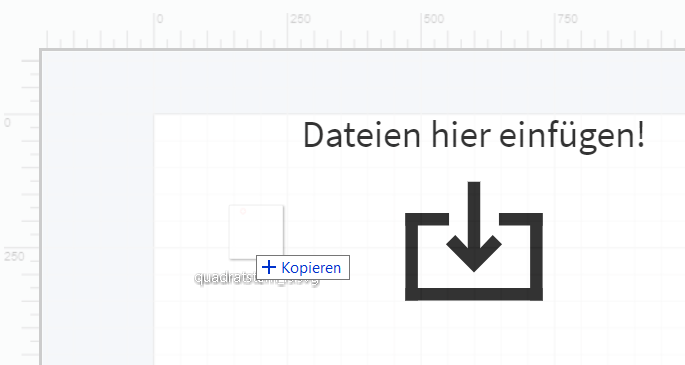
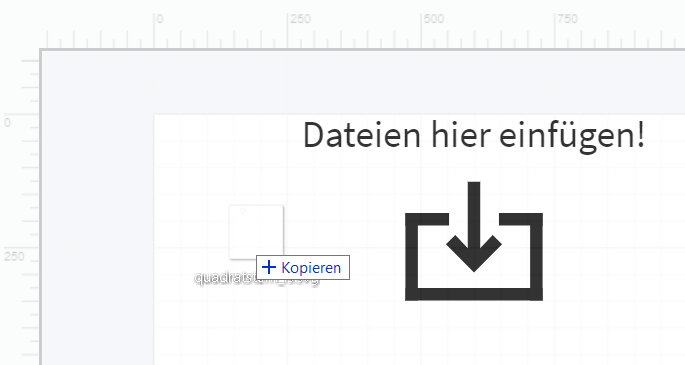
- SVG Datei per Drag&Drop in den Arbeitsbereich ziehen:
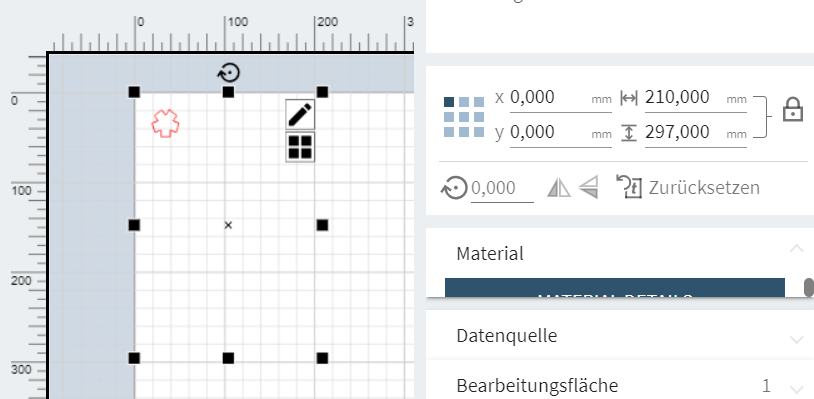
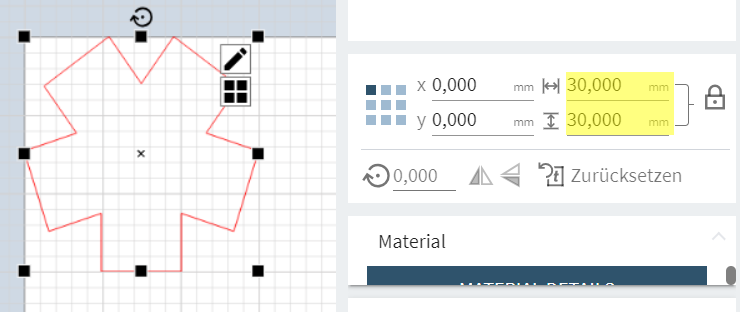
- Die eingefügte Grafik hat in Ruby die "Anfasser" mit den Abmessungen der ursprünglichen Dokumenten-Größe (hier 210x297 mm - also DIN A4), nicht der Grafik-Größe (hier 30x30 mm)
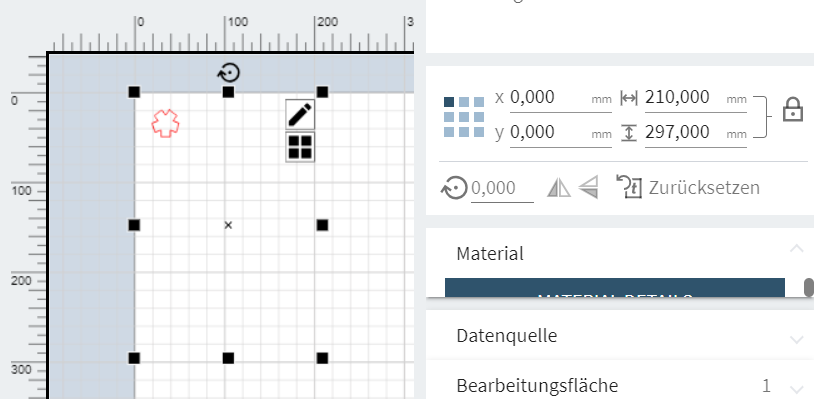
Die Arbeitsfläche lässt sich mit der rechten Maustaste verschieben und mit dem Scrollrad zoomen. - Grafikbereich anpassen
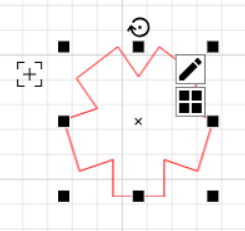
 Edit-Button (im Rahmen der Eingefügten Grafik) anklicken, dann Grafik auswählen und "An Design anpassen" Button in der Menüzeile anklicken
Edit-Button (im Rahmen der Eingefügten Grafik) anklicken, dann Grafik auswählen und "An Design anpassen" Button in der Menüzeile anklicken
Hier können nun auch die Farb-Zuordnungen geändert/korrigiert werden. Anschließend "Job Aktualisieren" Button klicken:
Jetzt bitteauf jeden Fall kontrollierenKontrollieren, ob die Größe passt - ggf. durch manuelle Eingabe korrigieren: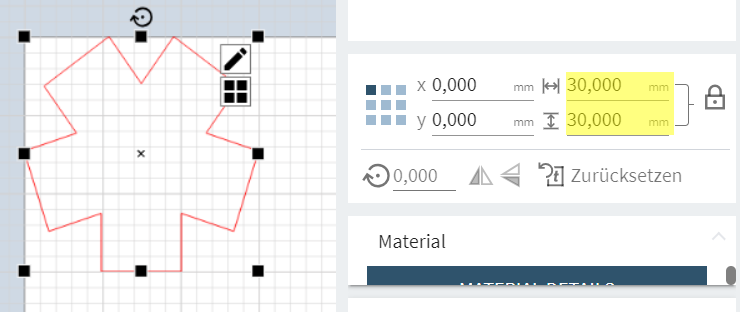
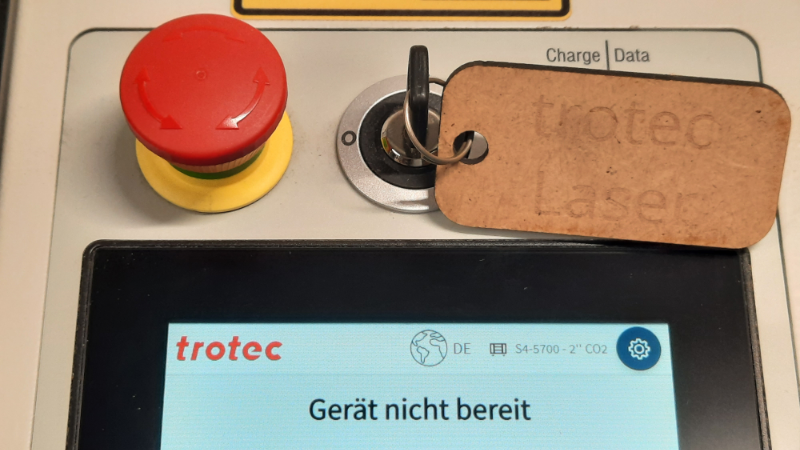
Nun (falls noch nicht geschehen) denLaser einschalten:
Dazu am Gerät den Schlüsselschalterggf.nachvon "0" auf "I" und - wenn der eingebaute Rechner bereit ist - kurzzeitig von "I"rechts auf "Power"drehendrehen.(daraufhinDergehenDeckeldiemussGeräte-Lüfter an undwährend der Laserführt"hochfährt"eingeschlossenautomatischesbleiben."Homing"NachallerAbschlussAchsenwechseltaus).Diedie Anzeigewechseltvon "Gerät nicht bereit"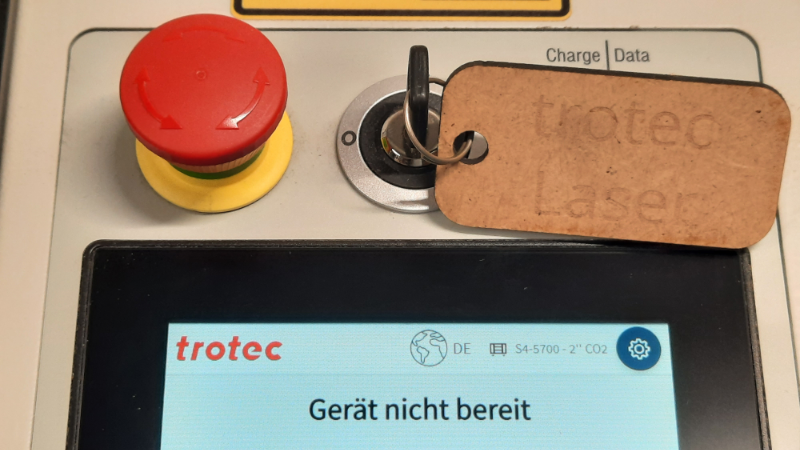
zu "Queue ist leer" bzw. einer Liste der Jobs in der Queue (Warteschlange).wechselt.- Jetzt kann man sowohl den Laser-Kopf, als auch den Tisch mit den Bedientasten am Laser verfahren.
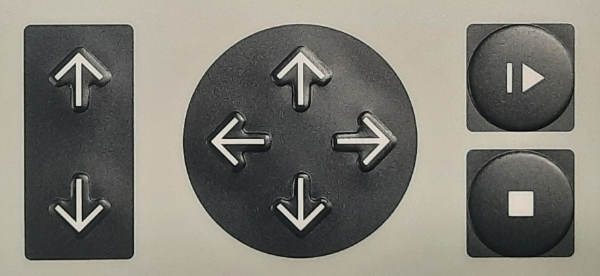
Die Folientastatur bitte mit den Fingerkuppen bedienen, nicht mit den Fingernägeln!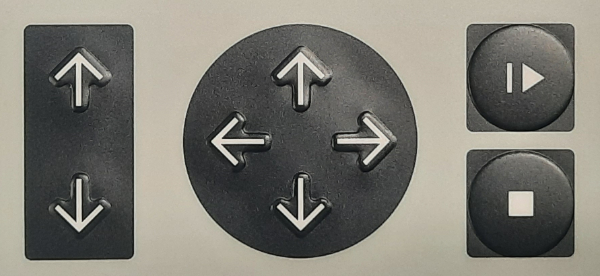
Dabei steuern dieDie Tasten links verfahren den Tisch rauf und runter, und die mittigen Tastenindender Mitte die X- und Y-Position des Laserkopfes.Laserkopf.
Zum Fokussieren fährt man nun den Kopf an eine geeignete Position des Werkstücks (angezeigt durch den roten Laserpunkt) und drückt zur Aktivierung des Autofokus die beiden linken Tastenfür Z(hoch UND runter) kurz gleichzeitig. - Jetzt kann
manin Ruby das Design passend zum Werkstück platzieren - entweder über die Position des Lasers - die in Ruby durch das [+] Symbol auf der Arbeitsfläche dargestellt wird (die Grafik rastet mit den Anfassern und dem Zentrum darauf ein).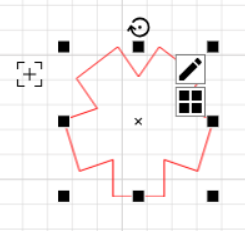
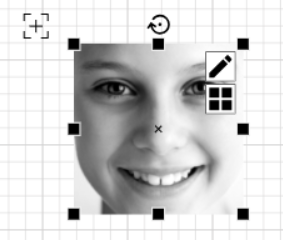
Für Foto-Gravuren zieht man einfach das Bild in den Ruby Arbeitsbereich, skaliert es bis es den Anforderungen entspricht, und platziert anschließend die Grafik wie oben für Vektorgrafiken erklärt. Auch Bilder rasten mit den Anfassern oder dem Zentrum am Marker für die aktuelle Laser-Position ein.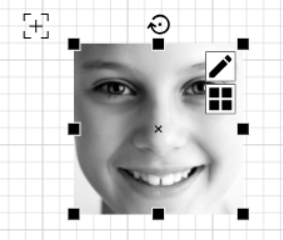
Zur einfachen Platzierung kann man auch die eingebaute Kamera nutzen - diese aktiviert man in Ruby mit der Schaltfläche "Tischkamera"
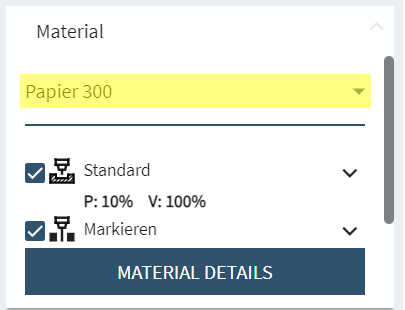
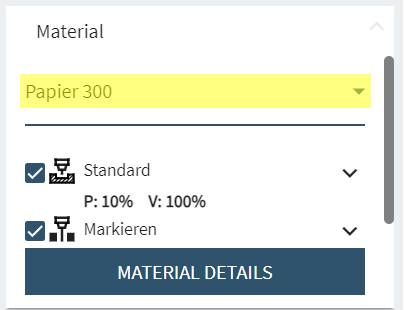
- Nun wählt man das passende Material aus der Materialdatenbank aus. Hier als Beispiel "Papier 300":
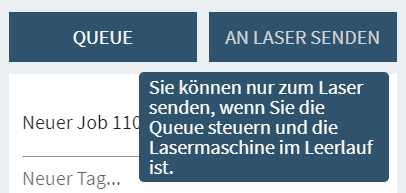
- Jetzt kann man den Job zum Laser
schickenschicken, mittels "QUEUE" Knopf oben rechts.
Bei größeren Projekten sollte man vorher die Jobdauer berechnen mit einem Klick auf
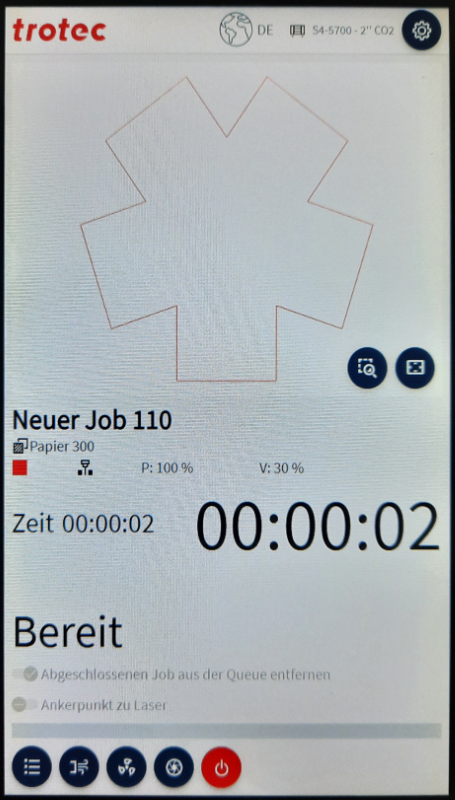
RubyAmwechseltLaserdaraufhinunten links in dieAnsichtWarteschlangezum("Queue")"Produce" Bereichwechseln undzeigtdeneineAuftragVorschau an:auswählen.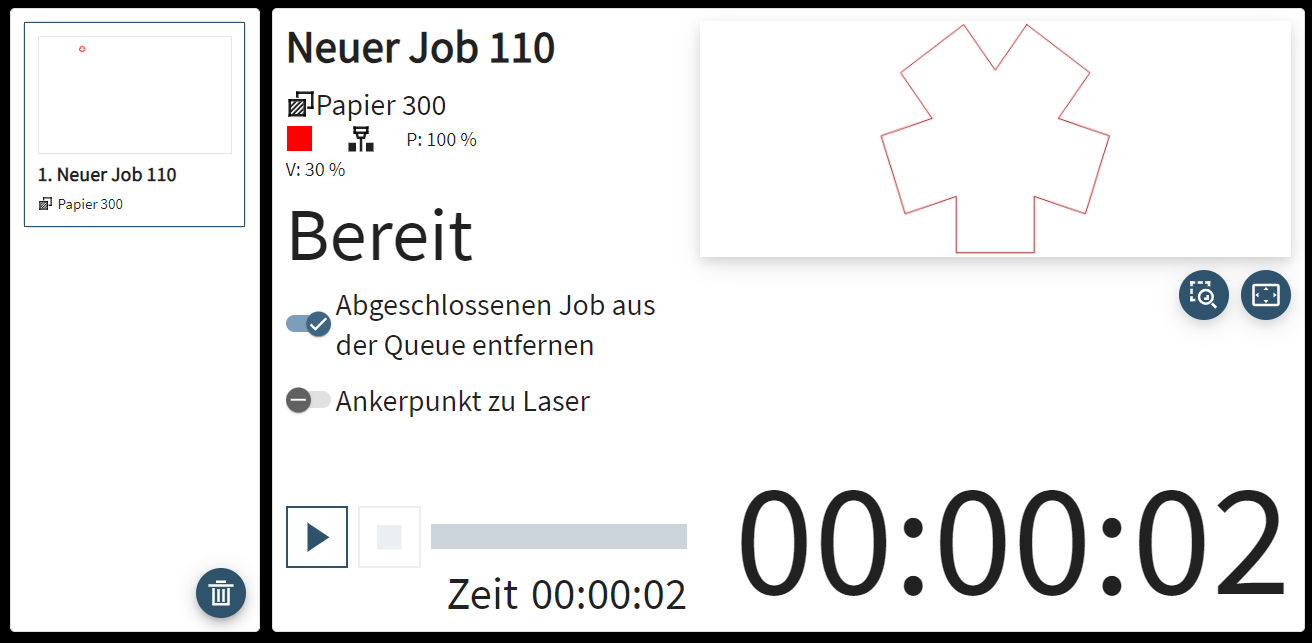
Dabei bitte
- "Abgeschlossenen Job aus der Queue entfernen" einschalten
- "Ankerpunkt zu Laser" ausschalten
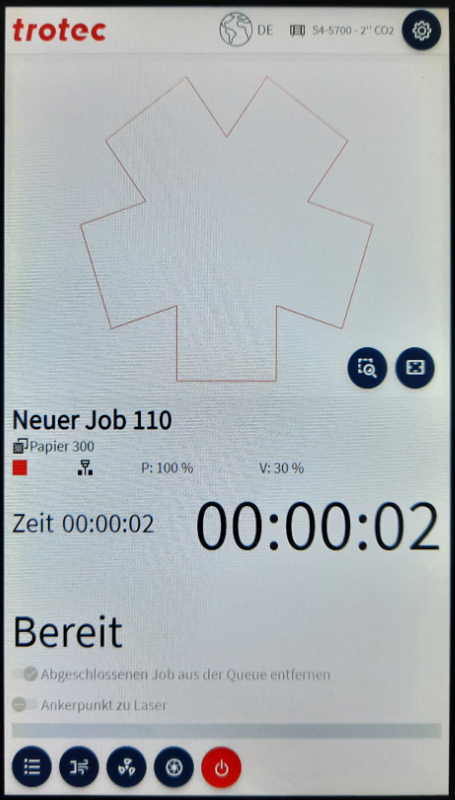
Auf dem Display des Lasers erscheint quasi der gleiche Inhalt: - Vergewissern, dass die Zublasung und die Abluft-Absaugung eingeschaltet sind!

[Queue] [Zublasung] [Absaugung] [Linsenerkennung] [Standby] - Jetzt kann die Ausgabe am Laser mit der "Play" Taste (oben rechts auf dem Bedienfeld) gestartet werden.
- Lasercutter bis zum Auftragsende beobachten, bei Feuer eingreifen.
Sobald irgendwas gefährlich schief läuft (für Mensch oder Maschine), sofort Not-Aus-Taster drücken! Zum Wiedereinschalten muss der Laser dann ggf. neu gestartet werden.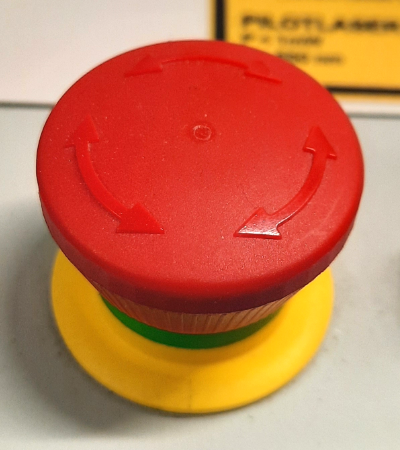
- Werkstück entnehmen und Abschnitte - die auf dem Tisch/Gitter liegen - entfernen. Das Gitter selbst bitte nicht entfernen - bei Bedarf bitte an einen der Einweisenden wenden.
- In der Zeit in der der Laser nicht aktiv genutzt wird, kann man diesen über das eingebaute Display in den Standby Modus schalten - das reduziert die Lautstärke erheblich. Dazu den Power-Button auf dem Display betätigen.
- Nutzungskarte bitte wieder zurücklegen



Materialien
Damit Materialien sicher für Mensch und Maschine sind, dürfen diese beim Erhitzen, Verbrennen oder Verdampfen nicht zu toxischen oder ätzenden Stoffen werden und sollte außerdem nicht "spritzen". Wenn Material auf die Linse spritzt wird diese leicht beschädigt (und Ersatz ist teuer).
✅ Erlaubte Materialien
- unbrennbares: Metall, Glas, Keramik, Stein
- dünne Lackschichten auf Metall (außer Teflonbeschichtung)
- Acrylglas (PMMA)
- PET (z.B. Overheadfolie, Bayer Vivak)
- Moosgummi (z.B. EVA Schaum)
- POM (Polyoxymethylen, z.B. Delrin)
- Papier, Pappe, Karton
- Holz (auch Sperrholz, MDF, HDF und ähnliche Werkstoffe nur aus Holz und Leim)
- "trockene" Nahrungsmittel, soweit bekannt, wie zum Beispiel Äpfel (nur gravieren), Butterkeks ohne Schokolade, Brezen, ...
- PE Polyethylen (z.B. DuPont Tyvek) / PP Polypropylen:
Schaumstoffe gehen gut
Platten schlecht laserbar, aber erlaubt - PS Polystyrol bis 1mm Dicke
- PC Polycarbonat bis 1mm Dicke
- spezieller laserbarer Stempelgummi aus dem FabLab
- Heißlaminierfolie nur wenn sie laut Datenblatt des Herstellers aus PET+EVA besteht (keine Kaltlaminierfolie, diese enthält oft PVC)
- Baumwolle (auch Viskose), Leinen, Naturfasern
- Bastelfilz, wenn aus Viskose oder Viskose-Wolle-Mischung
Wolle stinkt beim Lasern wie verbrannte Haare, ist aber sonst nicht problematisch. - Schellack
Verwechslungsgefahr muss ausgeschlossen sein: Normale Schallplatten sind nicht aus Schellack sondern aus PVC und deshalb verboten.
❌ Verbotene Materialien
- im Zweifelsfall: alles was nicht erlaubt ist
- nicht eindeutig identifizierbare Kunststoffe („irgendwas durchsichtiges“)
- spritzendes oder stark wässriges Material (Schokolade, ...)
- Schallplatten aus Vinyl (ist PVC). Alternative siehe: Schellack
- ABS, Epoxidharz (GFK, CFK, Platinen), weil es übelst stinkt
- PS Polystyrol / PC Polycarbonat dicker als 1 mm, weil es beim Lasern spritzt
- PA Polyamid / PU Polyurethan / Textilien mit Nylon- oder Elastan-Anteil / NBR-Gummi Nitrilkautschuk / alle Stoffe, die gleichzeitig H-, C- und N-Atome enthalten: entwickelt Blausäure (HCN)
- halogenhaltige Kunststoffe: PVC = Vinyl = Neopren, PTFE = Teflon (z. B. als „glitschige“ Beschichtung von Taschenmessern), PFA, ...
Erteilen von Einweisungen
Das Erteilen von Einweisungen bedarf viel Erfahrung am Gerät und Klarheit bei der Vermittlung der Inhalte. Deshalb gibt sind nur folgende Personen einweisungsberechtigt:
- Kevin Bradenstein
- Stefanie Bühler
- Julian Hammer
- Florian Jung
- Oliver Rennen
Quellen und Lizenz
Die hier veröffentlichten Inhalte stehen unter der CC-BY-SA 3.0 Lizenz.
Einige Textpassagen und Formulierungen wurden aus der Lasercutter-Einweisung des FAU FabLabs entnommen, welche ebenfalls unter CC-BY-SA lizensiert ist.
Backup
Backup der Materialeinstellungen vor dem entfernen von Trotec Defaults.