3D-Druck-Einweisung
Baustelle
Diese Einweisung ist noch nicht fertig und deshalb eine Baustelle.
Meta-Kram
Vorschlag: Jede Einweisung hat einen ähnlichähnlich gestrickten Meta-Block, um auf den ersten Blick klar zu machen:
- Wer ist verantwortlich / berechtigt, einzuweisen? (Vorschlag: "jeder kann sich selbst durch lesen einweisen", "jeder Eingewiesene darf einweisen", "nur
GeräteverantwortlicheGeräteverantwortlichedürfendürfen einweisen") - Welche Gefahren drohen, die den obigen Punkt
begründen?begründen? (Die wahrscheinlichsten Gefahren. Dass die Gefahr droht, dasGerätGerät durchrunterschmeißenrunterschmeißen zubeschädigen,beschädigen, ist klar und braucht keine extraErwähnung)Erwähnung).
Wer darf benutzen, was kann passieren?
Nur eingewiesene Benutzer dürfendürfen die Drucker selbstständigselbstständig verwenden, um Verletzungen und SchädenSchäden zu vermeiden.
Die DüseDüse des Extruders und das Druckbett werden sehr heiß,heiß, es besteht Verbrennungsgefahr.
UnsachgemäßerUnsachgemäßer G-Code kann dafürdafür sorgen, dass die Motoren des Druckers ungebremst gegen Hindernisse fahren und sie so beschädigen.beschädigen. Bitte achtet immer darauf, nur GCode,gcode, der auch fürfür den entsprechenden Drucker erzeugt wurde, zu verwenden!
Keinen Schaber, Messer oder ÄhnlichesÄhnliches verwenden, um Objekte vom Druckbett zu entfernen, da das selbiges zerkratzen kann.
Wer darf einweisen und wie?
Das ist nur ein Vorschlag und deshalb durchgestrichen:
Jeder, der selbst eine Einweisung erhalten hat, darf andere einweisen. Dazu einmal durch die Einweisung gehen und den AnwärterAnwärter unter Aufsicht einen Testdruck drucken lassen. Dann $BürokratieBürokratie (TODO) ausfüllenausfüllen und fertig.
Kosten und Abrechnung
Verwendung"Normales" vonFilament ZAM-Filament:Eskostet sindcirca mindestens20 0,07€Euro pro gedrucktenKilo. GrammEs gibt noch kein Abrechnungssystem, bitte daher eigenverantwortlich für Fairness sorgen. (auch Fehldrucke, Support etc.) zu bezahlen.
Mitbringen von eigenem Filament:Es sind mindestens 0,03€ pro gedruckten Gramm (auch Fehldrucke, Support etc.) zu bezahlen.TODO)
Einweisung
Auch wenn das 3D-Drucken unter den Begriff ““Rapid Prototyping”Prototyping” fällt,fällt, kann ein Druck je nach GrößeGröße und PräzisionPräzision gut mehrere Stunden dauern. Deshalb ist es um so frustrierender, wenn man nach Stunden bemerkt,hbemerkt, dass der Druck nicht geklappt hat. Damit alles gut klappt, lies daher dieses Dokument gut durch.
3D-Modelle
Modelle sollten im .STL-Format (Einheit: Millimeter) oder .STEP-Format vorliegen. Man kann sich entweder seine eigenen Modelle erzeugen (z.B. mit Blender, OpenSCAD, FreeCAD, SketchUp, Fusion360SketchUp o.Ä.Ä.), oder diese von Seiten wie https://www.thingiverse.com/ herunterladen.
Eine einfache und kostenlose Website zum Erstellen von 3D-Modellen ist tinkercad von Autodesk.
Slicer
Mit einem 3D-Modell, also einer Liste von Punkten und Dreiecken im 3D-Raum, kann ein Drucker noch nichts anfangen. Wir brauchen also erst einen Slicer, um das 3D-Modell in eine Liste von Anweisungen (Bewegungen und Temperaturwechsel) fürfür den Drucker umzuwandeln: Den G-Code.
FürDIe unsereSoftware, Drucker können folgende Slicer genutzt werden:
Prusa-Drucker: Prusaslicer, OrcaBambuLab-Drucker: Orca, BambuStudioAnycubic und Creality: Orca oder Cura
OrcaSlicer ist derzeit der einzige Slicer, der problemlosdie mit allen unsererDruckern vor Ort funktioniert, ist der kostenlose ORCA Slicer. D.h., dass ihr die Druckdatei damit auch außerhalb des ZAM vorbereiten könnt. Die Installation ist zu großen Teilen selbsterklärend, bis auf die folgenden Informationen, die man beim Einrichten angeben muss: Drucker, Düsen und Filamente. Die folgenden Drucker klarkommtsind undaktuell istim daherZAM auch(25.06.25):
 |
|
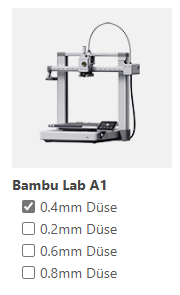
Todo: Düsen vervollständigen, Filamente ergänzen.
Die STL-Datei, die gedruckt werden soll, kann man über folgenden Menüpunkt importieren:
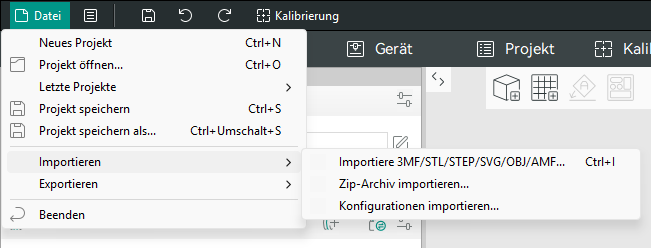
ToDo: weitere Schritte ergänzen bis zum Speichern der Druckdatei auf unserender Rechnern vorinstalliert.SD-Karte.
Supports
Da der Drucker nach und nach Materialschichten aufeinander ablegt und nicht "in die dünnedünne Luft" drucken kann, könnenkönnen manche Modelle gar nichtgarnicht oder nur mit StützstrukturenStützstrukturen ("Supports") gedruckt werden:
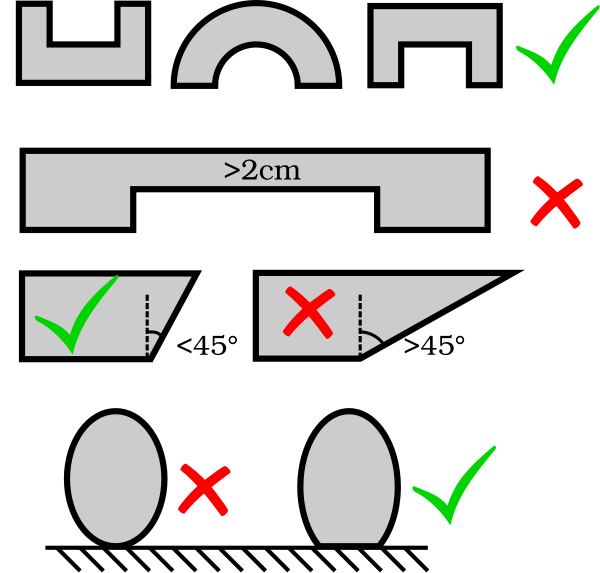
(Mit etwas Erfahrung ist ein Ausreizen der Limits überüber das Bild hinaus möglich,möglich, doch fürfür AnfängerAnfänger empfehlen wir ein vorsichtiges Herantasten.)
Ob der Slicer Supports erzeugen soll oder nicht, kannst du bei imPrusaSlicer Slicerin der rechten Leiste einstellen.
Ebenso kann man dort den Grad des Infills (Wie hohl oder gefülltgefüllt soll das Innere des Modells werden) einstellen.
Filament
Da verschiedene Filamente mit verschiedenen EinstellungenTemperaturen gedruckt werden, stelle bitte immer das gewünschtegewünschte Filament in der rechten Leiste ein (oder klicke aufs Zahnrad, um die Einstellungen selbst zu setzen), und stelle sicher, dass das Filament sich auch wirklich im Drucker befindet.
Falsches Filament kann zu fehlgeschlagenen Drucken oder sogar zum Verstopfen der DruckdüseDruckdüse führen.führen.
QualitätseinstellungQualitätseinstellung
Ebenfalls könnenin der rechten Leiste können verschiedene QualitätsstufenQualitätsstufen ausgewähltausgewählt werden. Sie unterscheiden sich hauptsächlichhauptsächlich in der Schichthöhe,Schichthöhe, wobei eine geringere SchichthöheSchichthöhe eine weniger stark ausgeprägteausgeprägte und feinere Rillenstruktur verursacht, dafürdafür aber auch die Druckzeit verlängert.verlängert.
GrundsätzlichGrundsätzlich empfiehlt es sich, die SchichthöheSchichthöhe zwischen 1/4 und 3/4 des DüsendurchmessersDüsendurchmessers (meist 0.4mm) zu halten.
Auswahl des Druckers
Im Slicer muss noch der richtige Drucker ausgewählt werden. Im ZAM stehen aktuell folgende Drucker:
Original Prusa MK3SOriginal Prusa MK3S+BambuLab A12x Bambu Lab A1 MiniCreality CR10
Stellt noch einmal sicher, dass ihr vor dem richtigen Drucker steht und das richtige Filament eingespannt ist. Wenn sichtbarer Dreck oder Staub auf demDas Druckbett ist,sollte wischtzur eseinfachen Ablösung mit einemLösungsmittel Papiertuchgereinigt kurzwerden, ab.bevor Beider stärkerenDruck Verschmutzungenbeginnt. wie z.B. Filamentresten steht anNeben jedem Drucker Isopropanolsteht (Klaredas Flasche!)entsprechende zurMittel Verfügung.und ein Schwamm. Wenn außenaußen an der ExtruderdüseExtruderdüse RückständeRückstände sind, wischewischt diesedie nach dem Aufheizen auch ab (Vorsicht, heiß!heiß!).Bei Druckern mit flexiblem Druckbett vor dem Druck sicherstellen, dass die Druckplatte korrekt auf dem Druckbett positioniert wurde.
Schaltet den Drucker an (Schalter ist meist hinten)hinten rechts), schiebt die SD-Karte hinein und wähltwählt eure Datei aus.
Der Drucker wird automatisch mit dem Vorheizen beginnen und seine Motoren in die Begrenzungsschalter fahren. Nach einigen Minuten beginnt der Druck. Am besten wartet ihr die ersten paar Schichten ab, da hier noch am ehesten etwas schief gehen könnte.könnte.
DruckGedrucktes Objekt abnehmen
Vor dem Entfernen des Drucks das Druckbett zwingend bis auf Raumtemperatur abkühlen lassen - Beschädigungsgefahr!
Die im ZAM vorhandenen Drucker haben zwei verschiedene Druckbetten:
Glasdruckbett (Creality Drucker)Diese verbleiben immer auf dem Drucker und der Druck muss so entfernt werden. Notfalls hierfür die vorhandenen Kunststoffschaber nutzen. Sollte sich der Druck gar nicht lösen lassen, hilft es manchmal etwas Isopropanol an den Rand des Druckobjekt zu geben.Flexibles Druckbett (Prusa, BambuLab Drucker)Nach dem Abkühlen lässt sich das Objekt bei diesen Druckbetten meist einfach abnehmen. Sollte das nicht funktionieren, die Druckplatte vom Druckbett heben und dann leicht biegen. Das Druckobjekt sollte sich daraufhin von der Druckplatte lösen.Auf keinen Fall scharfe Gegenstände nutzen, um das Druckobjekt vom Druckbett zu entfernen!Beim zurücklegen der Platte bitte auf korrekte Positionierung achten.Beim BambuLab Drucker bitte immer die goldene "Textured Plate" auf den Drucker zurück packen, da diese am unempfindlichsten und Anfängerfreundlichsten ist.
Nach dem Drucken den Drucker bitte wieder abschalten, Druckbett und DüseDüse von RückständenRückständen befreien und diese inim Mülleimer entsorgen. Das Druckbett ist magnetisch und wird nach etwas Abkühlen abgenommen, um durch sanftes Biegen der passenden Box unterPlatte den DruckernDruck entsorgen.von ihr zu lösen.
Checkliste vor dem Druck
Richtigen Drucker ausgewählt?- Filamenteinstellung passt zum
tatsächlichtatsächlich verwendeten Filament? - Druckereinstellung passt zum
tatsächlichtatsächlich verwendeten Drucker? (FürFür Fortgeschrittene:einschließlicheinschließlichDüsendurchmesser)Düsendurchmesser) [BambuLab] Druckplatte passt zur ausgewählten Druckplatte?Überhänge,Überhänge, in der LufthängendehängendeBrückenBrücken etc angemessen mit Supportsgestützt?gestützt?- Anfangsphase beobachten. Bei "Spaghetti" den Druck abbrechen, bei "ungesunden
Geräuschen"Geräuschen" sofort den Drucker am Ausschalter ausschalten. - Druck vorsichtig(!) entfernen, Sauberkeit wiederherstellen.
AnleitungenFortgeschrittenes
BambuLabWechsel Druckerder Druckdüse
TODO
PrusaWechsel Druckerdes Filaments
Creality
TODO
Orca Slicer/ Bambu Studio (sehr ähnlich)
Prusa Slicer
Sunlu Filament-Connector
Lizenz des Dokumentes
Verbreiten und Bearbeiten dieser Inhalte ist ausdrücklichausdrücklich erwünscht,erwünscht, du musst (in der Regel) nur
- Quelle und Lizenz korrekt angeben, wie etwa: Betreiberverein-Wiki: Benutzer-Einweisung 3D-Drucker, https://wiki.betreiberverein.de/books/werkstatten/page/benutzer-einweisung/, Lizenz CC-BY-SA 3.0, https://creativecommons.org/licenses/by-sa/3.0/.
- das neue (gesamte) Dokument auch unter dieser Lizenz
veröffentlichen.veröffentlichen.
Dieses Dokument „„Benutzer-Einweisung 3D-Drucker“Drucker“ des ZAM und weiterer Autoren ist, bis auf besonders gekennzeichnete Stellen, lizenziert unter einer Creative Commons Namensnennung –– Weitergabe unter gleichen Bedingungen 3.0 Unported Lizenz. Um eine Kopie dieser Lizenz zu sehen, besuchen Sie http://creativecommons.org/licenses/by-sa/3.0/.
Dieses Dokument basiert auf FAU FabLab et al.: Einweisung 3D-Drucker, https://github.com/fau-fablab/3d-druckereinweisung, Lizenz CC-BY-SA 3.0, https://creativecommons.org/licenses/by-sa/3.0/.