Bestandsaufnahme und Einschätzung
|
Motivation / Grundidee Was ist der Auslöser (Problem, Wunsch), was ist der Zweck des Projektes. Was genau wird gemacht / hergestellt? |
Die Wabeco CNC Fräse in der Metallwerkstatt (von FOS/BS Erlangen übernommen) soll in einen benutzbaren Zustand gebracht werden. |
|
Ab wann / wie lange Ab wann soll es los gehen? Wie lange wirst du voraussichtlich brauchen? |
Maschine wurde am 21.08.2024 zum ZAM gebracht. Zeitrahmen für die Instandsetzung noch schlecht abzuschätzen. |
|
Kontakt Name, Email oder Telefonnummer? |
Metallwerkstatt Orga / Oliver |
Projekt-Metadaten
TechnischeBild Datender Maschine (mit Umhausung, Unterschrank und Bedien-Panel)
siehe Kapitel Technische Daten Wabeco CNC Fräse
Aktueller Status
siehe übergeordnetes Kapitel Wabeco CNC Fräse.
Technische Daten
siehe Kapitel Technische Daten Wabeco CNC Fräse
Einschätzung
GutHighlights:
Einige Teile der Maschine sind in perfektem, teilweise neuwertigem Zustand:
- Hochwertige X-, Y- und Z-
Mechanik:Robust und hochwertig, augenscheinlich in exzellentem, geradezu neuwertigem Zustand. Zumindest grobe Erkennung von Fehlfunktion kann auch manuell überprüft werden - steht noch aus.Mechanik Frässpindel:LeistungsfähigeHochwertigFrässpindel
Spannzangensatz
Aufgrund des guten Zustands der Mechanik und der Frässpindel erscheint es - nach derzeitigem Stand - sehr sinnvoll, die Maschine instandzusetzen. Wenn diese Maschine (wieder) funktioniert ist sie auf jeden Fall eine Bereicherung für die Metallwerkstatt des ZAM.
SchlechtReparatur- bzw. Ersatzbedürftig
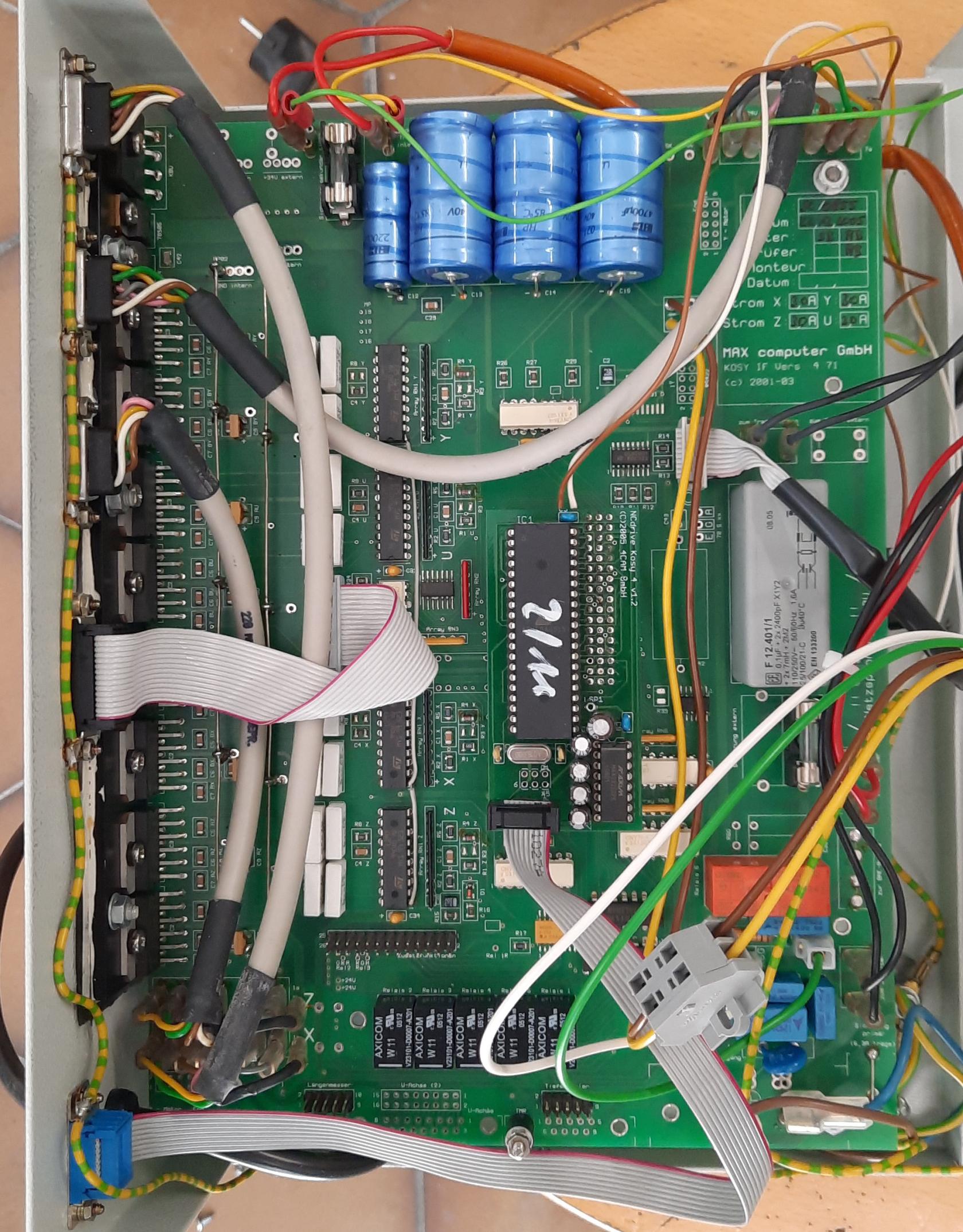
WahrscheinlichVeraltetefehlerhafteSteuer-ElektronikSteuerung.und Motor-Treiber Technik:DernahezuEinneuwertige ZustandTeil der20"ggf.JahrefehlerhaftenaltenSteuerung"WabecoistCNCdieFräseexternelässtBoxvermuten,mit der Steuer-Elektronik und den Schrittmotor-Treibern für X,Y,Z und eine vierte Achse, hier "U" Achse genannt (normalerweise "A") für eine Rotationseinheit. Ganz unabhängig davon, ob die Treiber funktionieren, sind diese sicher nicht auf dem heutigen Stand der Technik (Thema Microstepping, Digitale Signal-Aufbereitung, Fehlerfall-Signalisierung...).

Die Punkte 1. und 2. gehören funktionell zusammen, und müssen zusammen erneuert werden. Hier gibt es eine Reihe verschiedener Möglichkeiten, die finanziell und funktional sehr weiter auseinander gehen. Jede Lösung hat Vor- und Nachteile, so dass
Schade
Wünschenswerte Erweiterungen:
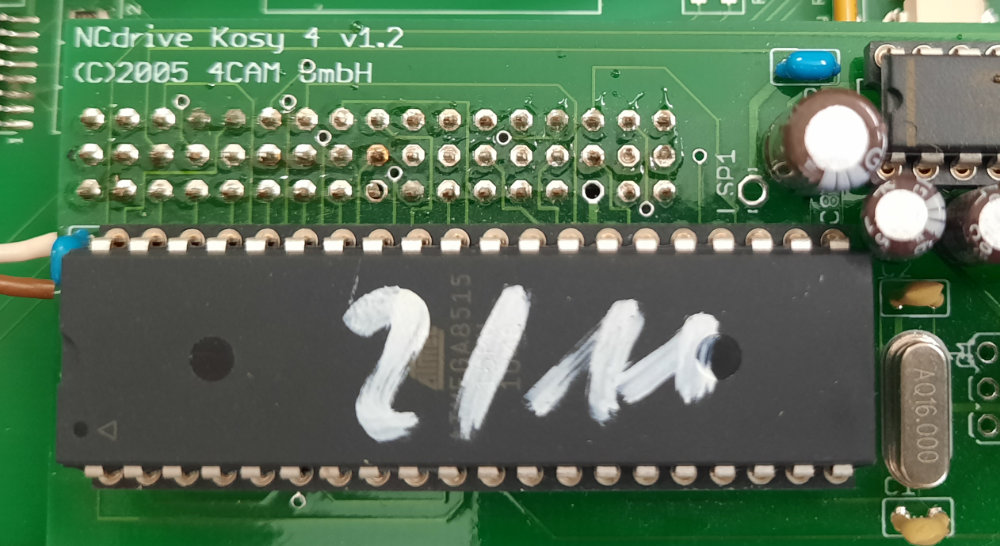
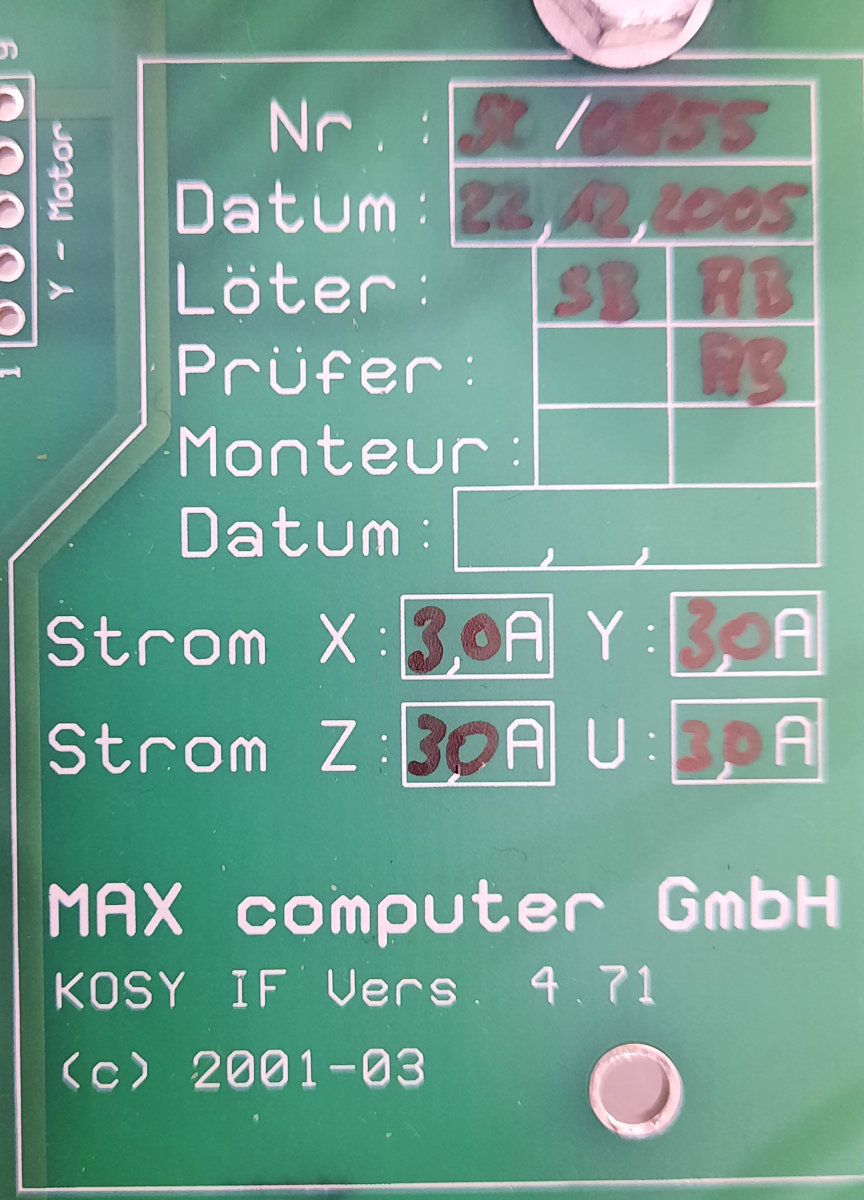
Veraltete Motor-Treiber Technik.Ein Teil der "ggf. fehlerhaften Steuerung" ist die externe Box mit den Schrittmotor-Treibern für X,Y,Z und eine vierte Achse, hier "U" Achse genannt (normalerweise "A") für eine Rotationseinheit. Ganz unabhängig davon, ob die Treiber funktionieren, sind diese sicher nicht auf dem heutigen Stand der Technik (Thema Microstepping, Digitale Signal-Aufbereitung, Fehlerfall-Signalisierung...).Auffällig ist, dass das Gehäuse zwar Leistungselektronik beinhaltet, aber weder einen aktiven Lüfter, noch einen passiven Kühlkörper besitzt - und das Gehäuse zudem allseitig geschlossen ist (keinerlei Lüftungs-Öffnungen). Die Leistungshalbleiter sind für Abführung der Wärme am Gehäuse befestigt - d.h. diese erwärmen im Betrieb das Gehäuse und somit die übrige Elektronik direkt mit.Dies könnte ein Grund für die Fehlfunktion der Steuerung sein.Details zur MCU Platine:
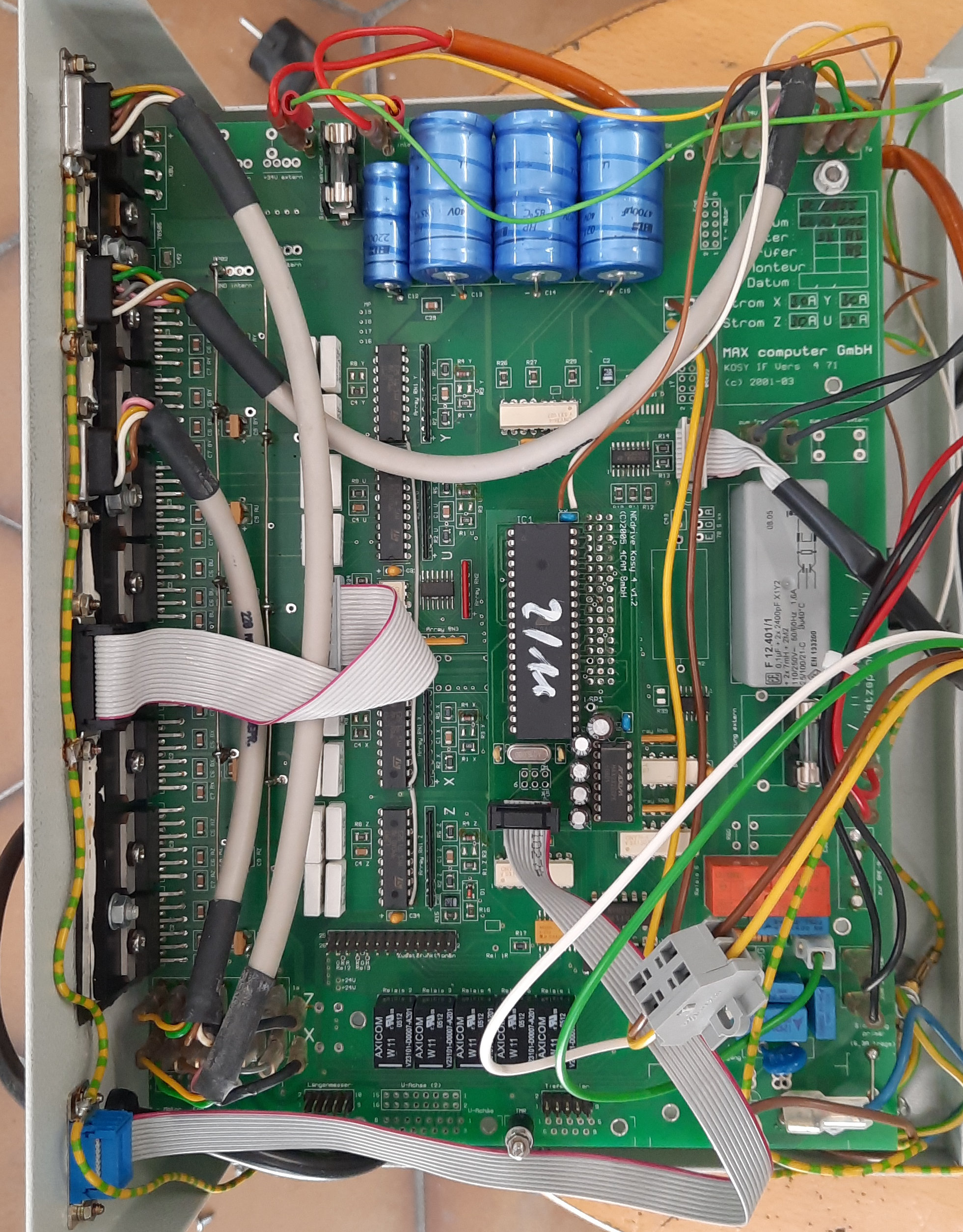
Details zur Interfaceplatine::
 Relais-Schaltung für die Kühlmittelpumpe. Aktuell wird die am Gerät verbaute Kühlmittelpumpe per Schalter am Bedien-Panel ein und ausgeschaltet. Eine Umrüstung auf Software-Untertützung ist relativ einfach machbar.
3 Phasen Schrittmotoren. Eine eher einfache mögliche Verbesserung der Schrittmotoren im Hinblick auf "verlorene Schritte" wäre der Ersatz der aktuellen 2 Phasen Motoren durch moderne 3 Phasen Schritt-Motoren. Dies müsste jedoch vor Anschaffung der Schrittmotor-Treiber entschieden werden, da die Motoren andere Treiber benötigen.
Rotations-Encoder (für Closed-Loop). Aktuell werden die 3 Achsen über einfache Schrittmotoren (Typ 4S56Q-02154S) verfahren. Schrittverluste bleiben daher unbemerkt und können zu fehlerhaften Teilen und sonstigen Problem führen. Ein Nachrüsten von Rotations-Encodern wurde häufiger diskutiert, ist aber leider mit nicht unerheblichem Aufwand verbunden, da die Motorgehäuse für die zusätzliche Länge (ca. 22mm) der Motoren inklusive Encoder nicht vorgesehen ist, und daher entsprechend ersetzt werden müssten.
Relais-Schaltung für die Kühlmittelpumpe. Aktuell wird die am Gerät verbaute Kühlmittelpumpe per Schalter am Bedien-Panel ein und ausgeschaltet. Eine Umrüstung auf Software-Untertützung ist relativ einfach machbar.
3 Phasen Schrittmotoren. Eine eher einfache mögliche Verbesserung der Schrittmotoren im Hinblick auf "verlorene Schritte" wäre der Ersatz der aktuellen 2 Phasen Motoren durch moderne 3 Phasen Schritt-Motoren. Dies müsste jedoch vor Anschaffung der Schrittmotor-Treiber entschieden werden, da die Motoren andere Treiber benötigen.
Rotations-Encoder (für Closed-Loop). Aktuell werden die 3 Achsen über einfache Schrittmotoren (Typ 4S56Q-02154S) verfahren. Schrittverluste bleiben daher unbemerkt und können zu fehlerhaften Teilen und sonstigen Problem führen. Ein Nachrüsten von Rotations-Encodern wurde häufiger diskutiert, ist aber leider mit nicht unerheblichem Aufwand verbunden, da die Motorgehäuse für die zusätzliche Länge (ca. 22mm) der Motoren inklusive Encoder nicht vorgesehen ist, und daher entsprechend ersetzt werden müssten.
Sonstige Erkenntnisse
- Wahrscheinlich defektes Bohrfutter. Bei dem derzeit verbauten Bohrfutter ist eine Überwurfmutter wohl gewaltsam schief aufgedreht worden. Diese lässt sich nicht ohne weiteres abschrauben. Für Reparaturversuche müsste das Bohrfutter auf jeden Fall ausgebaut werden. Das ist aber ohne großen Aufwand möglich.

Leider scheint das Bohrfutter aber auch unrund zu laufen: In einer ersten Messung (per Hand gedreht) ca. 1/10 mm gesamt (bzw. -0.05 bis +0.05mm). Oben an der Aufnahme an der Spindel scheint es keine nennenswerte Unwucht zu geben (die Messung dort war +/- 0.00 mm).
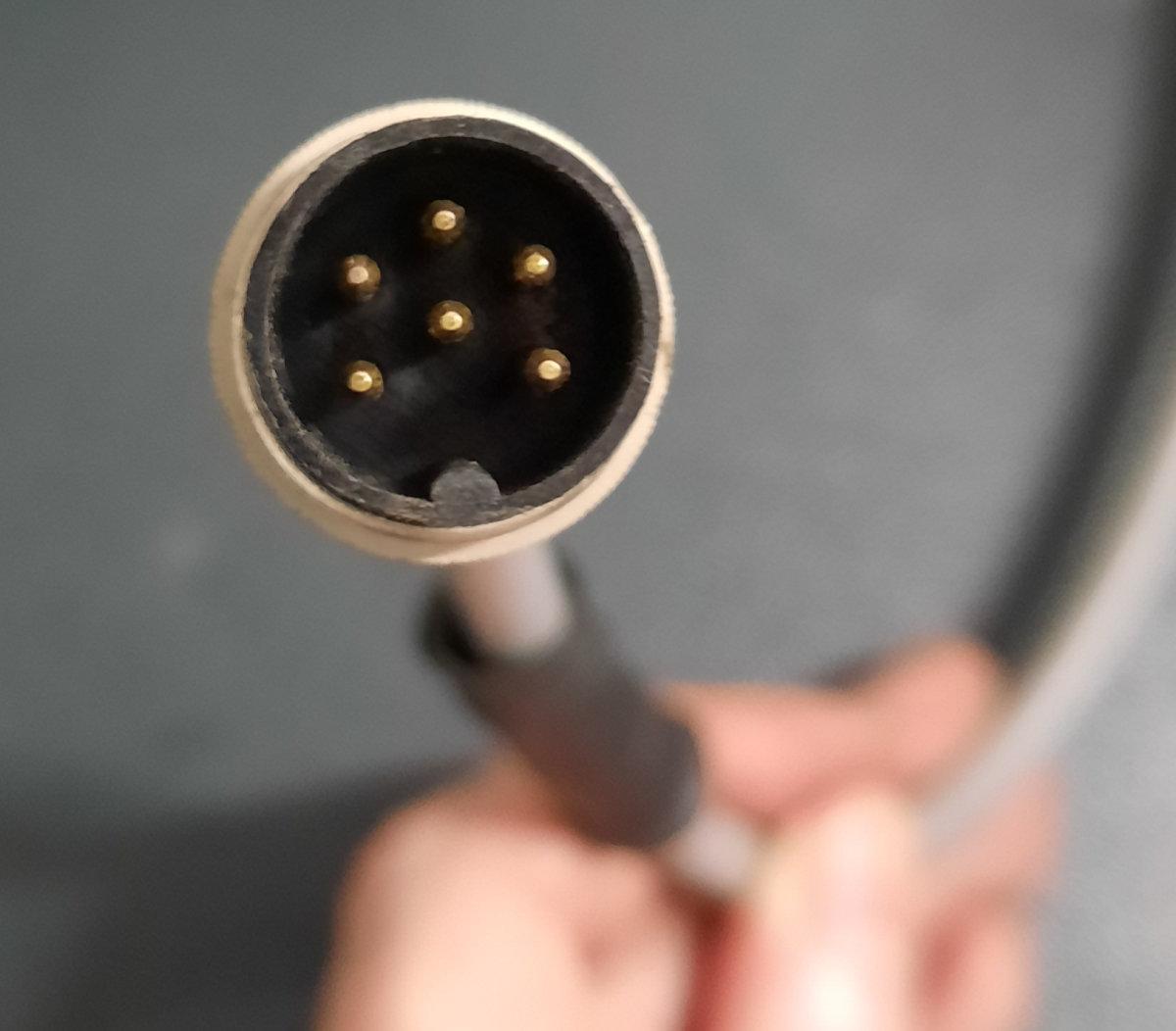
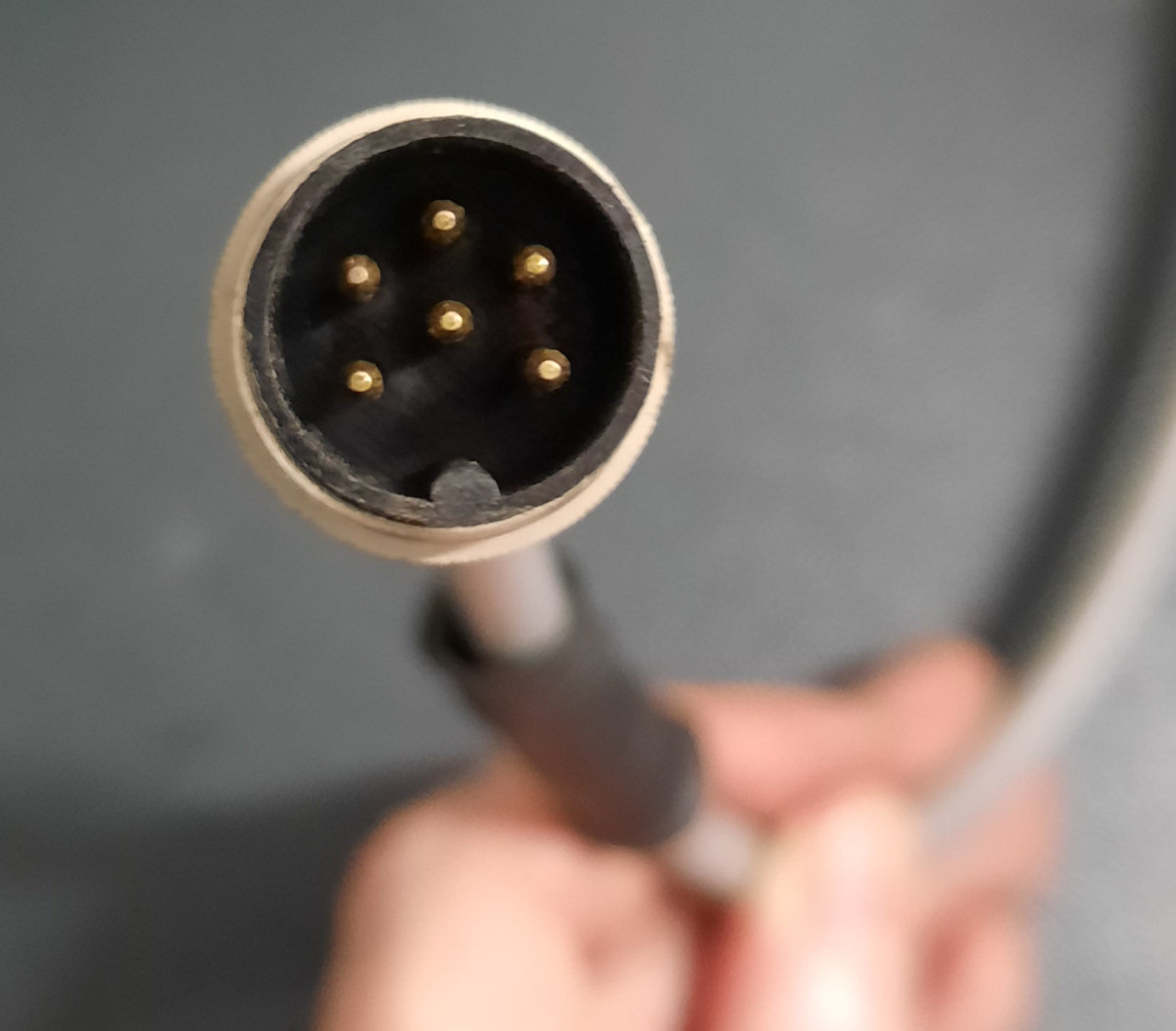
Im "Lieferumfang" der CNC Fräse ist aber ohnehin ein Spannzangenfutter mit entsprechenden Spannzangen-Einsätzen vorhanden, die man beim Fräsen benutzt. Ein defektes Bohrfutter ist daher eigentlich nur schade, aber kein Problem. - Knickschutz am Rundstecker defekt. Die Verbindung vom Kontroll-Panel zur Steuerelektronik-Box erfolgt über ein vieradriges Kabel mit einem Rundstecker (Typ Lumberg SV60). An diesem Stecker ist leider der Knickschutz defekt. Die Stecker sind heute noch zu bekommen - ein Austausch wäre daher simpel machbar. Allerdings ist der Stecker nur nötig, wenn die vorhandene Steuerelektronik weiterhin zum Einsatz kommt.




SonstigeSchalter.
Die
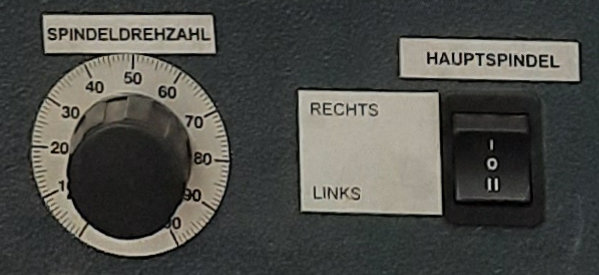
 Kabinentaster - an der Kabinentür ist ein Metallstift befestigt, der beim Schließen der Tür einen Taster betätigt. Der Kontakt geht über ein Kabel in das Kontroll-Panel, und wird von dort weitergeleitet (Rundstecker) zur Steuerplatine. Die Frässpindel läuft unabhängig vom Schaltzustand des Kabinentasters - um eine manuelle Nutzung der Maschine zu ermöglichen.
Kabinentaster - an der Kabinentür ist ein Metallstift befestigt, der beim Schließen der Tür einen Taster betätigt. Der Kontakt geht über ein Kabel in das Kontroll-Panel, und wird von dort weitergeleitet (Rundstecker) zur Steuerplatine. Die Frässpindel läuft unabhängig vom Schaltzustand des Kabinentasters - um eine manuelle Nutzung der Maschine zu ermöglichen.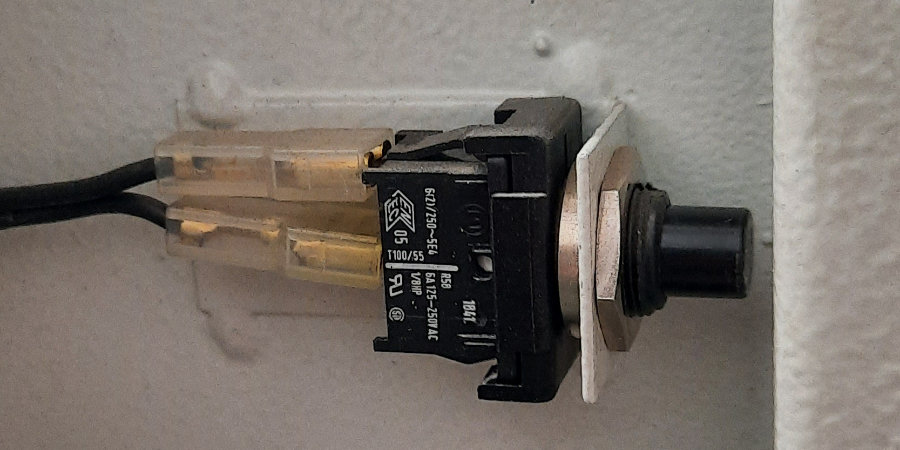 Steckdose - aus dem Bedienpanel hängt an einem Kabel eine herausgeführte Steckdose. Diese ist nicht über Relais geschaltet, wird aber durch den Notausschalter ausgeschaltet. Dort sollte die (spätere) Steuer-Elektronik und Schrittmotor-Treiber angeschlossen sein, damit diese bei Betätigung des Notaus stromlos geschaltet werden.
Steckdose - aus dem Bedienpanel hängt an einem Kabel eine herausgeführte Steckdose. Diese ist nicht über Relais geschaltet, wird aber durch den Notausschalter ausgeschaltet. Dort sollte die (spätere) Steuer-Elektronik und Schrittmotor-Treiber angeschlossen sein, damit diese bei Betätigung des Notaus stromlos geschaltet werden.