Orca Slicer 3D Printing Companion
Baustelle
DieseImagine Einweisungsoftware istthat nochtransforms nichtyour fertig3D undprinter deshalbinto einea Baustelle.
Meta-Kram
between Vorschlag:the Jededigital Einweisungand hatphysical einenworlds, ähnlicheffortlessly gestricktenturning Meta-Block,your umideas aufinto dentangible ersten Blick klar zu machen:
Wer ist verantwortlich / berechtigt, einzuweisen? (Vorschlag: "jeder kann sich selbst durch lesen einweisen", "jeder Eingewiesene darf einweisen", "nur Geräteverantwortliche dürfen einweisen")Welche Gefahren drohen, die den obigen Punkt begründen? (Die wahrscheinlichsten Gefahren. Dass die Gefahr droht, das Gerät durch runterschmeißen zu beschädigen, ist klar und braucht keine extra Erwähnung).
Wer darf benutzen, was kann passieren?
Nur eingewiesene Benutzer dürfen die Drucker selbstständig verwenden, um Verletzungen und Schäden zu vermeiden.
Die Düse des Extruders und das Druckbett werden sehr heiß, es besteht Verbrennungsgefahr.
Unsachgemäßer G-Code kann dafür sorgen, dass die Motoren des Druckers ungebremst gegen Hindernisse fahren und sie so beschädigen. Bitte achtet immer darauf, nur gcode, der auch für den entsprechenden Drucker erzeugt wurde, zu verwenden!
Keinen Schaber, Messer oder Ähnliches verwenden, um Objekte vom Druckbett zu entfernen, da das selbiges zerkratzen kann.
Wer darf einweisen und wie?
Das ist nur ein Vorschlag und deshalb durchgestrichen:
Jeder, der selbst eine Einweisung erhalten hat, darf andere einweisen. Dazu einmal durch die Einweisung gehen und den Anwärter unter Aufsicht einen Testdruck drucken lassen. Dann $Bürokratie (TODO) ausfüllen und fertig.
Kosten und Abrechnung
"Normales" Filament kostet circa 20 Euro pro Kilo. Es gibt noch kein Abrechnungssystem, bitte daher eigenverantwortlich für Fairness sorgen. (TODO)
Einweisung
Auch wenn das 3D-Drucken unter den Begriff “Rapid Prototyping” fällt, kann ein Druck je nach Größe und Präzision gut mehrere Stunden dauern. Deshalb ist es um so frustrierender, wenn man nach Stunden hbemerkt, dass der Druck nicht geklappt hat. Damit alles gut klappt, lies daher dieses Dokument gut durch.
3D-Modelle
Modelle sollten im .STL-Format (Einheit: Millimeter) vorliegen. Man kann sich entweder seine eigenen Modelle erzeugen (z.B. mit Blender, OpenSCAD, FreeCAD, SketchUp o.Ä.), oder diese von Seiten wie https://www.thingiverse.com/ herunterladen.
Eine einfache und kostenlose Website zum Erstellen von einfachen 3D-Modellen ist tinkercad von Autodesk. Weitere Links zu Tools und Dingen findet ihr hier.
Slicer
Mit einem 3D-Modell, also einer Liste von Punkten und Dreiecken im 3D-Raum, kann ein Drucker noch nichts anfangen. Wir brauchen also erst einen Slicer, um das 3D-Modell in eine Liste von Anweisungen (Bewegungen und Temperaturwechsel) für den Drucker umzuwandeln: Den G-Code.
DIe Software, die mit allen Druckern vor Ort funktioniert, ist der kostenloseobjects. ORCA Slicer. D.h.,does dassexactly ihrthat. dieDeveloped Druckdateiby damitSoftFever auchas außerhalba desfork ZAMof vorbereitenBambu könnt.Studio, Diethis Installationopen-source istslicer zudelivers großenhigh-quality, Teilenprecise selbsterklärend,prints biswith aufuser-friendly dietools, folgendenmaking Informationen,it diea mangame-changer beimfor Einrichtenbeginners angebenand muss:professionals Drucker,alike. DüsenWhether undyou’re Filamente.crafting Dieprototypes folgendenor Druckerintricate sinddesigns, aktuellOrca imSlicer’s ZAMautomation and advanced features ensure your printer performs at its best. Let’s dive into why Orca Slicer is revolutionizing 3D printing and how you can get started.
What is Orca Slicer?
Orca Slicer is a powerful, free 3D printing slicer that translates your digital 3D models into G-code, the language your printer understands. By slicing models into layers and generating precise instructions, it ensures smooth, strong, and accurate prints. Built on Bambu Studio, Orca Slicer adds unique features like built-in calibration tools and support for a wide range of printers, including Bambu Lab, Prusa, Creality, Anycubic, and Voron. Its intuitive interface and automated settings make it ideal for beginners, while advanced tools cater to experienced users.
Why Choose Orca Slicer?
- Ease of Use: Automatic calibration for flow, temperature, and retraction simplifies setup.
- Versatility: Supports a vast array of printers and firmware like Klipper and Marlin.
- Community-Driven: Open-source with frequent updates and a supportive community.
- Free: Downloadable from GitHub for Windows, macOS, and Linux.
Stable, Beta, or Nightly: Which Version Suits You?
Orca Slicer offers three release types to match your needs:
- Stable Build (
25.06.25)v2.3.0, March 20, 2025): Fully tested, reliable, and recommended for most users, especially beginners. - Beta Build (v2.3.1-beta, September 2025): Preview new features with minor risks of bugs, ideal for enthusiasts.
- Nightly Build: Experimental, cutting-edge updates for developers and advanced testers, but may be unstable.
Download Tip: Always verify the green “Verified” badge on GitHub releases to ensure the file is authentic and secure. Avoid downloads without this badge.
How to Install Orca Slicer
Windows (10 or Later)
- Visit the Orca Slicer GitHub Releases page.
- Download the .exe installer.
- Right-click the file, select “Open,” and follow the prompts: Next → I Agree → Install → Finish.
- If the app doesn’t launch, install or repair Microsoft Visual C++ Redistributables.
macOS
- Download the .dmg file from the GitHub Releases page.
- Open the file and drag Orca Slicer to the Applications folder.
- If blocked, go to System Settings → Privacy & Security and allow the app.
Linux
- Download the .AppImage file.
- Open a terminal, navigate to the file’s folder, and run:
bash
chmod +x OrcaSlicer.AppImage ./OrcaSlicer.AppImage - Launch the app directly after making it executable.
Troubleshooting:
- Windows Crash: Reinstall Microsoft Visual C++ Redistributables.
- macOS Block: Manually allow the app in Privacy & Security settings.
- Linux Error: Ensure the AppImage is executable with the above command.
Key Features of Orca Slicer
Orca Slicer stands out with its robust feature set:
| Feature | Description |
|---|---|
 |
Built-in
|
| Printer Compatibility | Supports Bambu Lab, Creality, Anycubic, Prusa, Voron, and more. |
| Remote Printing | Integrates with Obico, OctoPrint, and Fluidd for wireless print management. |
| Seam Painting | Control seam placement for cleaner prints. |
| Polyhole Fix | Corrects undersized holes for accurate functional parts. |
| Smart Slicing Modes | Lightning Infill, Ironing, and Arachne Wall Generator optimize speed and strength. |
| Profile Repository | Access shared profiles for quick setup with various printers. |
Die
Latest DruckerUpdates sind(v2.3.1-beta, hierSeptember hinterlegt. Falls der Link evtl. nicht mehr gehen sollte: nach "Bambu" in der Suche suchen.2025)
Todo:The Düsenlatest vervollständigen,beta Filamenterelease ergänzen.
Dieexciting STL-Datei, die gedruckt werden soll, kann man über folgenden Menüpunkt importieren:
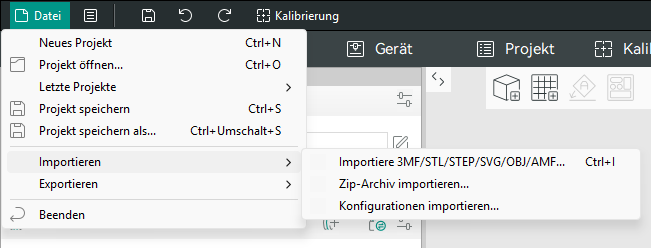
ToDo: weitere Schritte ergänzen bis zum Speichern der Druckdatei auf der SD-Karte.
Supports
Da der Drucker nach und nach Materialschichten aufeinander ablegt und nicht "in die dünne Luft" drucken kann, können manche Modelle garnicht oder nur mit Stützstrukturen ("Supports") gedruckt werden:
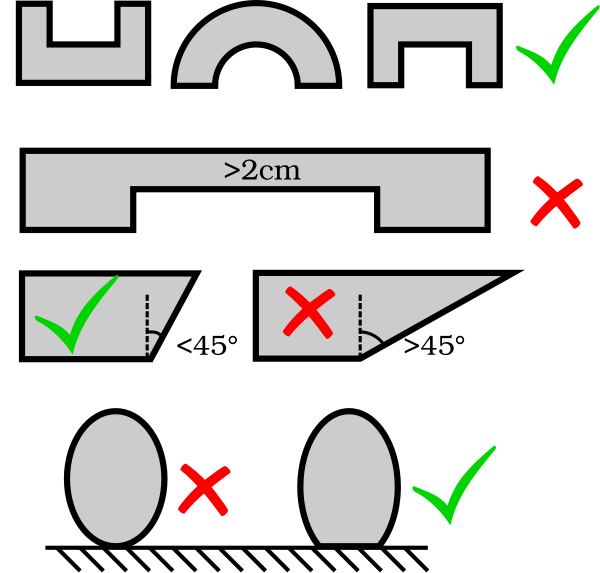
(Mit etwas Erfahrung ist ein Ausreizen der Limits über das Bild hinaus möglich, doch für Anfänger empfehlen wir ein vorsichtiges Herantasten.)
Ob der Slicer Supports erzeugen soll oder nicht, kannst du bei PrusaSlicer in der rechten Leiste einstellen.
Ebenso kann man dort den Grad des Infills (Wie hohl oder gefüllt soll das Innere des Modells werden) einstellen.
Filament
Da verschiedene Filamente mit verschiedenen Temperaturen gedruckt werden, stelle bitte das gewünschte Filament in der rechten Leiste ein (oder klicke aufs Zahnrad, um die Einstellungen selbst zu setzen), und stelle sicher, dass das Filament sich auch wirklich im Drucker befindet.
Falsches Filament kann zu fehlgeschlagenen Drucken oder sogar zum Verstopfen der Druckdüse führen.
Qualitätseinstellung
Ebenfalls in der rechten Leiste können verschiedene Qualitätsstufen ausgewählt werden. Sie unterscheiden sich hauptsächlich in der Schichthöhe, wobei eine geringere Schichthöhe eine weniger stark ausgeprägte und feinere Rillenstruktur verursacht, dafür aber auch die Druckzeit verlängert.
Grundsätzlich empfiehlt es sich, die Schichthöhe zwischen 1/4 und 3/4 des Düsendurchmessers (meist 0.4mm) zu halten.
Drucken
Stellt noch einmal sicher, dass ihr vor dem richtigen Drucker steht und das richtige Filament eingespannt ist. Das Druckbett sollte zur einfachen Ablösung mit Lösungsmittel gereinigt werden, bevor der Druck beginnt. Neben jedem Drucker steht das entsprechende Mittel und ein Schwamm. Wenn außen an der Extruderdüse Rückstände sind, wischt die nach dem Aufheizen auch ab (Vorsicht, heiß!).
Schaltet den Drucker an (Schalter ist meist hinten rechts), schiebt die SD-Karte hinein und wählt eure Datei aus.
Der Drucker wird automatisch mit dem Vorheizen beginnen und seine Motoren in die Begrenzungsschalter fahren. Nach einigen Minuten beginnt der Druck. Am besten wartet ihr die ersten paar Schichten ab, da hier noch am ehesten etwas schief gehen könnte.
Gedrucktes Objekt abnehmen
Nach dem Drucken den Drucker bitte wieder abschalten, Druckbett und Düse von Rückständen befreien und diese im Mülleimer entsorgen. Das Druckbett ist magnetisch und wird nach etwas Abkühlen abgenommen, um durch sanftes Biegen der Platte den Druck von ihr zu lösen.
Checkliste vor dem Druck
Filamenteinstellung passt zum tatsächlich verwendeten Filament?Druckereinstellung passt zum tatsächlich verwendeten Drucker? (Für Fortgeschrittene: einschließlich Düsendurchmesser)Überhänge, in der Luft hängende Brücken etc angemessen mit Supports gestützt?Anfangsphase beobachten. Bei "Spaghetti" den Druck abbrechen, bei "ungesunden Geräuschen" sofort den Drucker am Ausschalter ausschalten.Druck vorsichtig(!) entfernen, Sauberkeit wiederherstellen.
Fortgeschrittenes
Wechsel der Druckdüse
TODO
Wechsel des Filaments
TODO
Lizenz des Dokumentes
Verbreiten und Bearbeiten dieser Inhalte ist ausdrücklich erwünscht, du musst (in der Regel) nurimprovements:
QuelleExtraundSolidLizenzInfill:korrektAddangeben,strengthwietoetwa:specificBetreiberverein-Wiki:areasBenutzer-Einweisungwithout3D-Drucker,alteringhttps://wiki.betreiberverein.de/books/werkstatten/page/benutzer-einweisung/,theLizenzentireCC-BY-SA 3.0,https://creativecommons.org/licenses/by-sa/3.0/.model.dasImprovedneueInfill(gesamte)Rotation:DokumentBetterauchcontrolunterfordieserconsistentLizenzsparseveröffentlichen.infill.- Bug Fixes: Resolves rectilinear infill and export issues.
- UI Enhancements: Smoother navigation and updated G-code viewer.
- New Printer Profiles: Optimized for Qidi, Phrozen, and FlyingBear.
Setting Up Orca Slicer: A Beginner’s Guide
- Add Your Printer: Select from pre-configured profiles for Bambu Lab, Creality Ender, or custom Klipper/Marlin setups.
- Run Calibration Tests: Use tools like Temperature Towers and Retraction Tests to fine-tune settings.
- Adjust Z Offset: Ensure a perfect first layer with guided visual tools.
Recommended Beginner Settings
| Setting | PLA | PETG | ABS |
|---|---|---|---|
| Layer Height | 0.2 mm | 0.2 mm | 0.2 mm |
| Infill Density | 15–20% (Grid) | 20–25% (Gyroid) | 25% (Cubic) |
| Print Speed | 50 mm/s | 45 mm/s | 40 mm/s |
| Nozzle Temp | 200 °C | 240 °C | 250 °C |
| Bed Temp | 60 °C | 75 °C | 100 °C |
| Retraction | 1 mm @ 35 mm/s | 0.8 mm @ 30 mm/s | 1 mm @ 35 mm/s |
| First Layer Height | 0.24 mm | 0.24 mm | 0.28 mm |
Dieses Dokument „Benutzer-Einweisung 3D-Drucker“ des ZAM und weiterer Autoren ist, bis auf besonders gekennzeichnete Stellen, lizenziert unter einer Creative Commons Namensnennung – Weitergabe unter gleichen Bedingungen 3.0 Unported Lizenz. Um eine Kopie dieser Lizenz zu sehen, besuchen Sie http://creativecommons.org/licenses/by-sa/3.0/.Tips:
- Level the print bed before every project.
- Start with PLA for easy, reliable prints.
- Use Lightning Infill for faster prototyping.
- Keep software and firmware updated.
- Store filaments in dry boxes to prevent moisture issues.
Advanced Features for Pros
DiesesFor Dokumentexperienced basiertusers, aufOrca FAUSlicer FabLaboffers:
- Arachne Wall Generator:
EinweisungVariable3D-Drucker,wallhttps://github.com/fau-fablab/3d-druckereinweisung,thicknessLizenzforCC-BY-SAstronger3.0,parts. - Lightning Infill: Fast, material-efficient infill for prototypes.
- Adaptive Bed Mesh: Compensates for uneven print beds.
- Seam Painting: Precise seam control for flawless finishes.
- Polyhole Fix: Accurate hole sizes for functional prints.