Best Practice
Sammlung von Erfahrungswerten und praktischen Hinweise für gängige Bastelprojekte
Ideen und Vorlagen
- Vorlagen zum erstellen von Boxen und Aufbewahrungshilfen: https://www.festi.info/boxes.py/
- Verbindungen von Plexiglaselementen
https://store.curiousinventor.com/blog/how-to-make-cheap-lasercut-custom-boxes-for-your-diy-electronics/
Workflow zum Lasercutten
Empfohlenes Vorgehen:
- Falls noch nicht erledigt: Eigenen Laptop mit Lasercutter verbinden. Dazu ins Zam Netzwerk einloggen. Die Einrichtung dauert unter 5 Minuten, die Arbeitsersparnis ist enorm - vor allem wenn mit Schriftarten gearbeitet wird, welche nicht auf dem ZAM PC installiert sind.
- Platte aus der gecuttet werden soll raussuchen (1. Müll, 2. Vorrat) und vermessen
- Dokument in Inkscape anlegen, mit den Maßen der Platte. Bei bereits ausgeschnittenen formen, einfach Platzhalter an die entsprechenden stellen ziehen. Im weiteren Verlauf bildet dieses Inkscape-Dokument quasi den digitalen Zwilling für die Platte im Lasercutter zur Verwaltung der freien Flächen.
- Lasercutt-Daten zu Dokument hinzufügen und auf der Platte positionieren
- rot, #ff0000ff: schneiden
- grün, #00ff00ff: markieren
- schwarz, #000000ff: gravieren
- blau, #0000ffff: ignorieren
- Nächstes Element (oder Elemente) zum cutten an den Lasercutter senden via VisiCut Plugin for Inkscape (https://hci.rwth-aachen.de/visicut-inkscape-plugin). Das Element wird genau gleich, wie in Inkscape positioniert. Zusätzlich werden alle Elemente als Pfade umgewandelt (bei nicht umgewandelten Elementen kann es zu Abweichungen beim Lasercutten kommen).
- VisiCut einstellungen treffen und Jobnamen festlegen.
Empfehlung Jobname: Initialien und aktuelle Minuten. Wenn Hans Müller um 18:35 Uhr einen Job versendet, wäre das "hm35". Das ist kurz und eindeutig.
Materialkosten
Preisliste Stand 15. Januar 2024
Steckverbindungen und Burn-Korrektur
Erfahrungswerte Burn-Korrektur: Bitte neuestes Datum oben
| Datum |
Gerät |
Material + Dicke |
Burn-Korrektur |
Eigetragen von |
| 2024-01-19 |
Zing 6030 |
HDF 3mm |
0.06 |
Markus Dutschke |
Hintegrund
Beim Erstellen von Rechteck-Steckverbindungen wie auf Pyboxes verwendet (ineinander greifende Rechtecke) müssen folgende Effete beachtet werden, um eine Passgenauigkeit zu erzielen, welche weit genug zum zusammenführen und eng genug für einen stabilen Halt ist:
- große des Laserstrahl
Die Schnittdicke des Lasers führt dazu, dass ineinander greifende Rechtecke eine ganz leichte Lücke aufweisen - Materialeigenschaften
Verhalten und Oberfläche des Materials an den Schnittkanten bestimmt ebenfalls die Eigenschaften der Steckverbindung - Laserstrahl ist nicht parallel sondern fokusiert
- Laserstrah ist nicht punktförmig, sondern oval
- Genauigkeit (Diskretisierung) Motorsteuerung
- (eventuelle) Schiefstellung des Lasers
Wenn der Laser nicht 100% Senkrecht steht, sondern ganz leicht schief, sind die Schnittkanten nicht mehr senkrecht und es wird etwas mehr Spiel benötigt, um Rechteck-Steckverbindungen zusammenzustecken. Diese extra Toleranzen hängen vom Zusammensteckwinkel und der Orientierung der Steckverbindung beim Lasercutten ab.
Der Einfachheit halber, fassen wir diese Effekte als Burn-Korrektur zusammen. Es ist am sinnvollsten diese empirisch zu ermitteln. Da auch andere Effekte als die Laserausdehnung eine Rolle spielen, muss diese nicht für alle Materialtypen und Dicken gleich sein.
Definition der Burn-Korrektur
Bei der Definition der Burn-Korrektur lassen wir die anderen Effekte außer Acht und betrachten nur die physische Ausdehnung des Laserstrahl. Die Burn-Korrektur entspricht hierbei dem Radius des Laserstrahls.
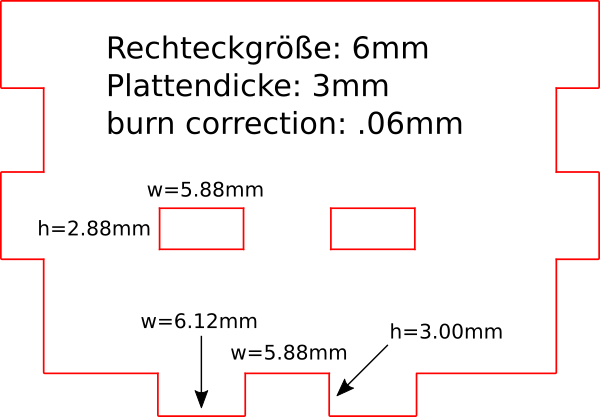
Nehmen wir für die folgenden Beispiele eine Burn-Korrektur von 0.06mm an.
Unterschied zwischen positivem und negativem Ausschnitt:
Möchte ich also ein Quadrat von 6mm Kantenlänge ausschneiden, muss ich dieses 6.12mm groß designen, da beim ausschneiden an beiden Rändern der Radius des Laserstrahls von 0.06mm zusätzlich abgetragen wird. Möchte ich hingegen eine quadratische Aussparung von 6mm Kantenlänge erzeugen, so muss ich dieses als 5.88mm großes Quadrat anlegen, da der Radius des Lasers zusätzlich abgetragen wird.
Abmessung Burn-Korrektur:
Hier nocheinmal die typischen Bemaßungenbei einer Rechteck-Steckverbindung
Download als .svg: 240201_burnKorrektur.svg
Verbindung von Lasergecutteten Teilen
Rechteck Steckverbindung
Standardverbindung. Zur vollen Stabilität noch kleben
No comments to display
No comments to display